關(guān)于脈沖硬質(zhì)陽極氧化方法修復(fù)鋁合金零件尺寸的研究
2024-01-10 02:10:22吳恒壯邢野王金鐸李明閆巍大連長豐實業(yè)總公司
航空維修與工程 2023年12期
吳恒壯 邢野 王金鐸 李明 閆巍/大連長豐實業(yè)總公司
0 引言
某型飛機修理過程中,部分鋁合金零件因磨損或在排除缺陷時產(chǎn)生了尺寸超差,若報廢換新將增加修理成本,若返修需要更厚的氧化膜(>60μm)才能恢復(fù)零件尺寸。本文通過正交試驗確定脈沖硬質(zhì)陽極氧化的工藝參數(shù),得到更厚的符合使用要求的硬質(zhì)陽極氧化膜。
1 修復(fù)原理
隨著膜層厚度的增加,圓柱類鋁合金零件在外圓直徑方向的尺寸相應(yīng)增加,增加的尺寸與單面硬質(zhì)陽極氧化膜的厚度相當(dāng),可利用這一特點來修復(fù)零件的尺寸。外筒材料為2D70。脈沖硬質(zhì)陽極氧化相比直流硬質(zhì)陽極氧化,可顯著提高膜層的耐蝕性和耐磨性,改善厚度的均勻性并加速膜層厚度的增長速度,使硬質(zhì)陽極氧化膜更厚,同時溶液制冷消耗的能源更少,并有效避免膜層燒毀和粉化。
2 試驗設(shè)計
工藝流程:超聲波除油→冷水洗→堿浸蝕→熱水洗→冷水洗→出光→去離子水洗→硬質(zhì)陽極氧化→冷水洗→去離子水洗→壓縮空氣吹干→膜層檢測。
3 正交試驗
采用“正交試驗助手”軟件對試驗數(shù)據(jù)進行分析。
3.1 因素水平的確定
結(jié)合正交表,確定試驗因素:在平均電流密度、槽液溫度、槽液濃度、波形中將有關(guān)聯(lián)的I1和I2作為一個因素(I2/I1),同理,t1和t2作為另一個因素(t2/t1),t2的基準(zhǔn)取10ms,這兩個因素決定了波形(見圖1)。
脈沖硬質(zhì)陽極氧化的原理為,當(dāng)氧化時間從t1到t2時,電流立即降到一個極小的值(幾乎是0),然后逐漸上升到電流I2。在t1時段進行氧化的電流密度高,膜生長較快。隨著t1時段的延長,產(chǎn)生的熱量如不能及時發(fā)散,將引起膜層局部溫度升高。如果在發(fā)生燒損之前能將電流降到I2,那么由于電流在恢復(fù)階段t2的總電流很小,將有效避免膜層燒損。
盡管脈沖硬質(zhì)陽極氧化有上述理論,但脈沖間隔、脈沖電流幅度、脈沖電流與基值電流幅度之比等工藝參數(shù)目前仍主要憑借經(jīng)驗在試驗基礎(chǔ)上確定。
綜上確定本次試驗選用軟件內(nèi)置的L16-4-5 正交表,將水平數(shù)確定為水平4,因素及水平見表1。
依據(jù)理論計算,5 個因素中水平4的試驗組合數(shù)為45=1024,采用正交試驗進行16 次試驗即可完成較全面的考察。
3.2 試驗結(jié)果分析及優(yōu)化
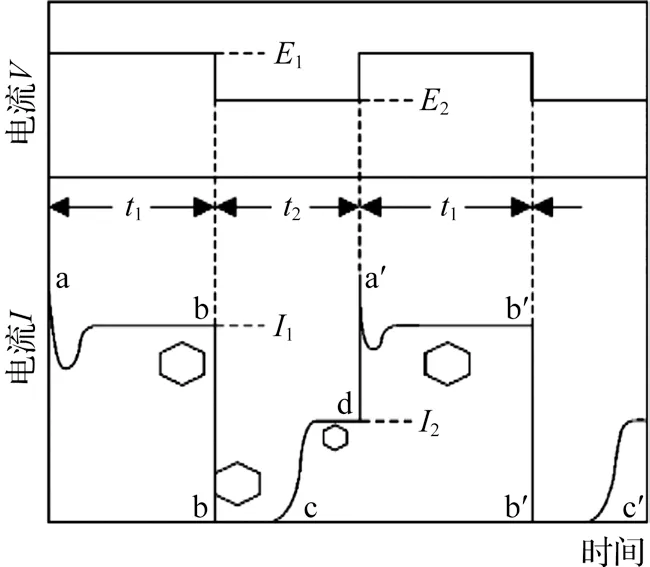
圖1 脈沖波形
按表1 中列出的因素水平組合進行16 組試驗,外觀、硬度及耐蝕性等只需達到規(guī)定值即可滿足需要,因此在膜層上述性能合格的前提下,根據(jù)鋁合金零件修復(fù)要求,選擇所得膜層的最大厚度作為考察指標(biāo)。試驗結(jié)果見表2。
對于試驗得到的各種厚度的硬質(zhì)氧化膜層,需要分析試驗結(jié)果進而對試驗方案進行評價,通常采用極差分析法和方差分析法這兩種分析方法。
3.2.1 試驗結(jié)果的極差分析
在擁有多個因素的試驗中,各因素對試驗結(jié)果的影響程度不完全相同,使用軟件的極差分析方式,以A、B、C、D、E 作為各因素代號,對試驗結(jié)果進行分析。
各因素的均值和極差計算結(jié)果見表3,其中“均值1”表示任意列上水平為1時對應(yīng)的試驗結(jié)果之和的算術(shù)平均值,其他以此類推。在任意列上最大均值減去最小均值為極差,極差越大說明該因素的水平對試驗結(jié)果的影響越大。
通過比較各因素的極差,可以確定因素的主次順序:B極差>A極差>C極差>D極差=E極差,可知在該脈沖試驗中,因素B(槽液溫度)的變化對試驗結(jié)果的影響最大。
各因素水平均值的最大值對應(yīng)的組合為A3B1C3D1E2,理論上本試驗的所有1024 個組合中,該組合工藝參數(shù)下得到的膜層厚度最大。
3.2.2 試驗結(jié)果的方差分析
為防止試驗過程中產(chǎn)生誤差,因素顯著性檢驗使用F檢驗法,在判斷F值時,置信度α是指試驗者對做出的判斷有1-α的把握。不同的置信度α有不同的F分布表,常用的有α=0.01、α=0.05、α=0.1 等。
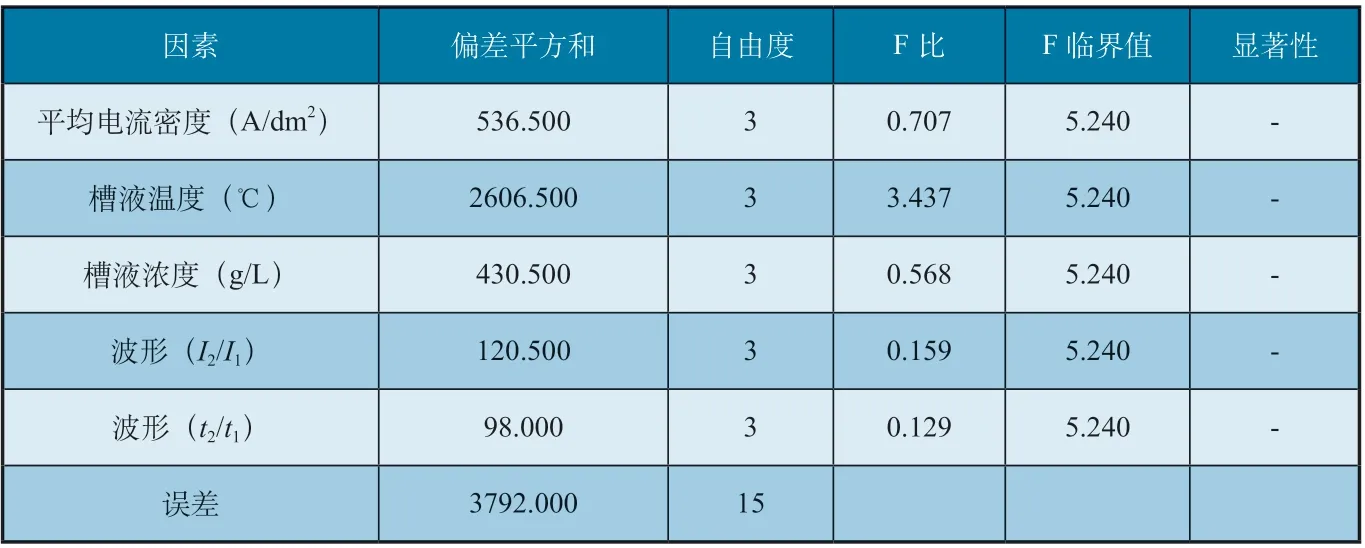
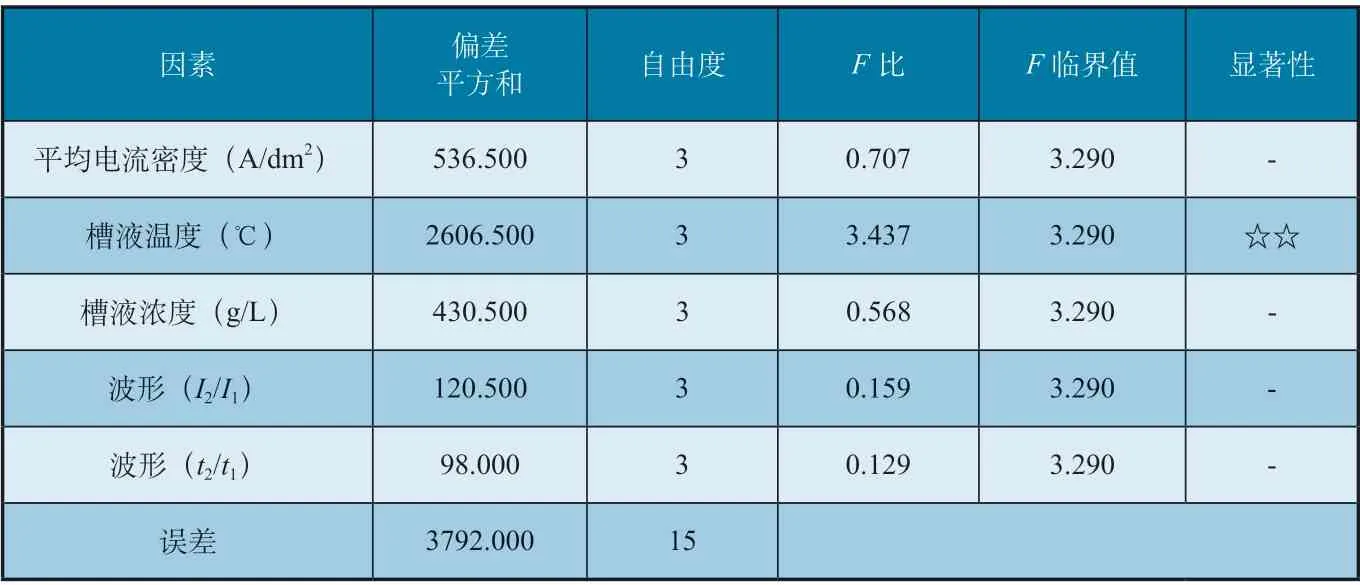
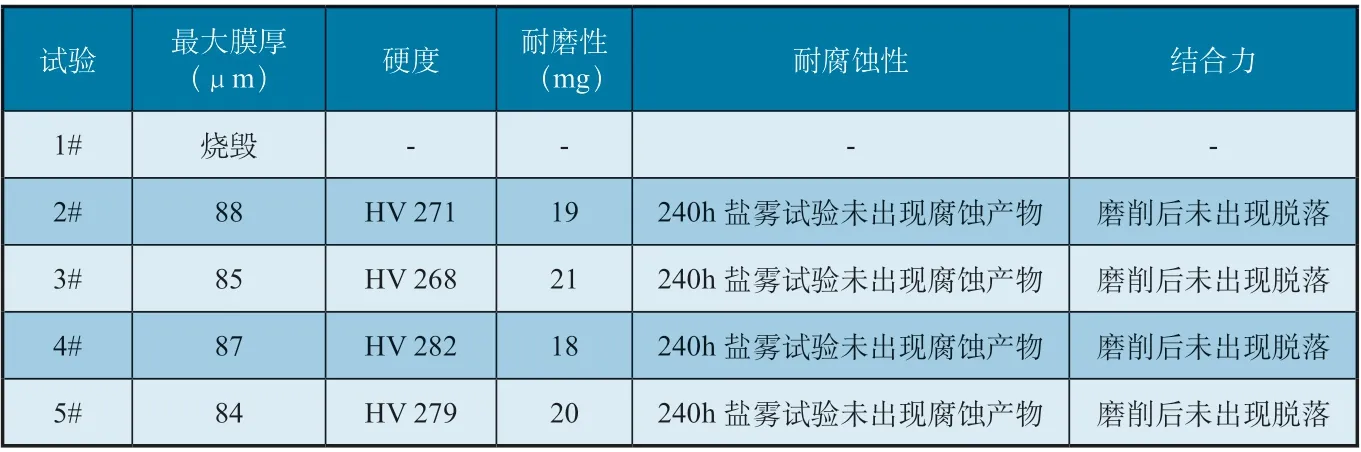
當(dāng)F(因素)>F0.01時,說明該因素水平的改變對試驗結(jié)果有高度顯著的影響,記作“☆☆☆”;當(dāng)F0.01>F(因素)>F0.05時,說明該因素水平的改變對試驗結(jié)果有顯著的影響,記作“☆☆”;當(dāng)F0.05>F(因素)>F0.1時,說明該因素水平的改變對試驗結(jié)果有一定的影響,記作“☆”;如果F(因素) 表2 試驗結(jié)果 由表4 可見,在α=0.01 時,F(xiàn)的臨界值為5.240,F(xiàn)(平均電流)=0.707,F(xiàn)(槽液溫度)=3.437,F(xiàn)(槽液溫度濃度)=0.568,F(xiàn)(I2/I1)= 0.159,F(xiàn)(t2/t1)=0.129,各因素的F比均小于該臨界值,說明在該條件下各因素水平的改變對試驗結(jié)果無高度顯著的影響。 由表5 可見,在α=0.05 時,F(xiàn)的臨界值為3.290,F(xiàn)(平均電流)=0.707,F(xiàn)(槽液溫度)=3.437,F(xiàn)(槽液溫度濃度)=0.568,F(xiàn)(I2/I1)= 0.159,F(xiàn)(t2/t1)=0.129,F(xiàn)(槽液溫度)的值大于臨界值,說明在該條件下槽液溫度水平的改變對試驗結(jié)果有顯著的影響。由于在硬質(zhì)陽極氧化過程中溫度的變化帶來的影響顯著,所以應(yīng)嚴(yán)格監(jiān)控槽液溫度的變化。 根據(jù)3.2 節(jié)中的分析,將部分工藝參數(shù)進行固化,即槽液溫度-4℃±2 ℃,電流密度5A/dm2,槽液濃度300 ~350g/L,電流波形I2/I1=0、t2/t1=0.2。進行5 次試驗,得到外觀合格的最大厚度硬質(zhì)陽極氧化膜層,見表6。 3.3.1 膜層的厚度 1)膜層厚度隨時間的變化關(guān)系 在進行硬質(zhì)陽極氧化時,初始電流密度為1A/dm2,設(shè)定電流軟啟動模式使之在20min 內(nèi)達到工作電流密度并保持至結(jié)束;將軟啟動時間定為T1,將軟啟動結(jié)束后的氧化時間定為T2。 由膜厚的經(jīng)驗公式σ=KIT,將經(jīng)驗值K≈0.4 及上述條件帶入公式,得 σ=[0.4×(1+5)/2]×T1+0.4×5T2 當(dāng)電流密度為5A/dm2,T1=20 時: σ=24+2T2(1) 氧化20min 后,膜層厚度每分鐘約增加2μm。在總硬質(zhì)陽極氧化時間達到60min 后,膜層發(fā)生擊穿,以該參數(shù)進行三次試驗,都發(fā)生了膜層擊穿燒毀。因此,在該條件下應(yīng)留出一定的安全余量,控制總時間不超過53min。重新控制后未再發(fā)生膜層擊穿,實測厚度平均約86μm。 2)膜層厚度與電壓的變化關(guān)系 采用5A/dm2電流密度進行硬質(zhì)陽極氧化,當(dāng)電壓達到58V 以上時,零件的膜層擊穿燒毀時有發(fā)生,因此在此操作條件下控制電壓應(yīng)不超過53V,留出一定的余量。 在氧化過程中,應(yīng)以氧化時間作為膜層厚度的主要參考,以工作電壓作為輔助參考,當(dāng)工作電壓超出警戒值時,即使氧化時間未達到計算的時長,也應(yīng)取出零件檢查實際膜厚,防止零件燒毀。 3.3.2 膜層的硬度 膜層的硬度最小值為HV268,最大值為HV294,均大于HV250,顯微硬度均符合驗收要求。 3.3.3 膜層的耐磨性 采用TABER 磨損機試驗方法進行耐磨性檢驗時,膜層的磨耗損失量最小值為14mg,最大值為21mg,均沒有超過規(guī)定的40mg,屬于合格范圍。膜層硬度高,耐磨性相應(yīng)也高一些。 表4 α=0.01方差分析表 表5 α=0.05方差分析表 表6 膜層性能 3.3.4 膜層的耐腐蝕性 在鹽霧試驗機中進行240h 中性鹽霧腐蝕試驗,未出現(xiàn)白色腐蝕產(chǎn)物,耐蝕性能合格。 3.3.5 膜層的結(jié)合力 使用磨削法對膜層的結(jié)合力進行檢驗。在磨床上對試樣硬質(zhì)陽極化膜層每去除20μm 即對磨削的表面進行目視檢查,一直磨削到鋁合金基體,在此過程中膜層沒有出現(xiàn)脫落現(xiàn)象,證明膜層與基體的結(jié)合力良好。 1)脈沖硬質(zhì)陽極氧化工藝方法在制備厚膜方面優(yōu)于傳統(tǒng)的直流硬質(zhì)陽極氧化工藝方法,脈沖法可以制備厚度達到80μm 以上級別的合格膜層。 2)得到厚膜的最佳工藝參數(shù)為:槽液溫度-4℃±2℃;槽液濃度300 ~350g/L;電流波形I2/I1=0、t2/t1=0.2;電流密度5A/dm2。 3)工作電壓和氧化時間可以作為監(jiān)控硬質(zhì)陽極氧化工藝過程的輔助參數(shù)。
3.3 優(yōu)化結(jié)果的試驗驗證
4 結(jié)論
