不同探頭位置管道超聲相控陣檢測結(jié)果分析
2024-01-10 02:43:26龔凌諸蘇宣機(jī)黃耀波
化工裝備技術(shù) 2023年6期
石 祥* 龔凌諸 蘇宣機(jī) 黃耀波
(1.福建工程學(xué)院 生態(tài)環(huán)境與城市建設(shè)學(xué)院 2.福建工程學(xué)院 化工安全研究所 3.福建省鍋爐壓力容器檢驗研究院)
0 引言
管道是連接各裝置、各設(shè)備及運(yùn)輸各類汽液類型介質(zhì)的部件,其在石油化工行業(yè)中被大量使用。管道的對接通常采用焊接方式,在焊接過程中,受到人為和焊接條件等因素影響,焊接接頭處難免會產(chǎn)生一些肉眼無法分辨的缺陷,給管道帶來巨大的安全隱患,因此對管道進(jìn)行無損檢測格外重要。
以往對管道進(jìn)行無損檢測時,通常采用射線檢測和常規(guī)超聲檢測,針對表面裂紋則常常采用滲透檢測[1-3]。超聲相控陣檢測技術(shù)是一種新型無損檢測方法,近年來逐漸被應(yīng)用于工業(yè)中[4],尤其是工業(yè)管道檢測。現(xiàn)如今,針對管道的超聲相控陣檢測,學(xué)者進(jìn)行了大量研究。張健等[5]采用超聲相控陣檢測、射線檢測和常規(guī)超聲檢測對一段雙相不銹鋼鋼管對接環(huán)焊縫進(jìn)行檢測對比,得出超聲相控陣技術(shù)可以對雙相不銹鋼鋼管對接環(huán)焊縫實(shí)施現(xiàn)場檢測,且具有良好的檢測能力。楊宇清等[6]對帶自然缺陷的小徑管試樣進(jìn)行超聲相控陣檢測和射線檢測,并進(jìn)行對比后可知,超聲相控陣檢測方法能得到更加真實(shí)的缺陷長度尺寸,且該方法操作靈活、顯示直觀。蔚道祥[7]利用超聲相控陣檢測技術(shù)對2 個含自然缺陷的試樣開展檢測后可知,超聲相控陣檢測技術(shù)對管道環(huán)焊縫內(nèi)常見缺陷的檢測結(jié)果較為準(zhǔn)確,能實(shí)現(xiàn)缺陷的定量和定位分析。趙遠(yuǎn)[8]對電廠鍋爐受熱面的小直徑密集管排對接接頭進(jìn)行超聲相控陣檢測,并利用射線檢測進(jìn)行驗證后可知,超聲相控陣技術(shù)檢測靈敏度較高,探頭小巧、靈活,可為缺陷定性提供一定依據(jù)。目前針對管道相控陣超聲檢測方面的研究主要是通過對比超聲相控陣檢測結(jié)果與常規(guī)超聲檢測或射線檢測結(jié)果,得出超聲相控陣檢測技術(shù)的優(yōu)勢,未對不同探頭位置對超聲相控陣檢測結(jié)果差異性進(jìn)行分析研究。本文為探究出不同探頭位置時管道超聲相控陣檢測結(jié)果差異的原因,利用相控陣超聲檢測技術(shù)對一段含缺陷的常減壓管道焊接接頭分別在焊縫上下兩側(cè)的6個不同位置進(jìn)行無損檢測。
1 常減壓管道參數(shù)
本文選取一段福建某煉油廠的常減壓管線,對該管道的焊接接頭進(jìn)行超聲相控陣檢測。該管道材質(zhì)為20#鋼,規(guī)格為159 mm×6 mm,坡口型式為V 型。經(jīng)過簡單測量,焊縫外表面寬度為12 mm,根部寬度為6 mm,外表面余高為1 mm,根部余高為1.5 mm。為了便于后續(xù)檢測,對焊接接頭處進(jìn)行打磨拋光處理,如圖1 所示。
2 相控陣檢測工藝
2.1 相控陣檢測設(shè)備
本文選用以色列Sonotron NDT 公司生產(chǎn)的ISONIC2009 相控陣檢測儀對常減壓裝置管道進(jìn)行無損檢測。該相控陣檢測儀器擁有高亮彩色超大顯示屏幕,可清晰呈現(xiàn)所有檢測數(shù)據(jù),如圖2 所示。

圖2 ISONIC2009相控陣檢測儀
2.2 探頭與鍥塊的選擇

表1 楔塊參數(shù)
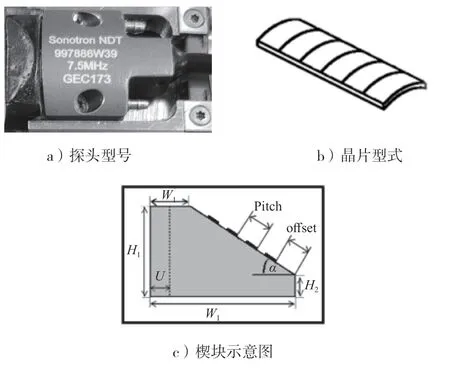
圖3 探頭與楔塊圖
2.3 TCG曲線的制作與聲場設(shè)置
TCG(Time Corrected Gain)距離增益補(bǔ)償曲線是一條深度補(bǔ)償曲線。由于TCG 曲線的功能是通過對A 掃描回波幅度進(jìn)行深度補(bǔ)償后,使得同一尺寸反射體的回波幅度與其在被檢材料中的深度無關(guān),均顯示在同一回波高度[9],因此在TCG 模式下,當(dāng)探傷儀增益條件不變時,更有利于發(fā)現(xiàn)位于材料內(nèi)部較深位置的缺陷。儀器設(shè)置時一次激發(fā)16 個陣元,采用PGS-8 試塊制作TCG 曲線,如圖4 a)所示,聚焦位置設(shè)置在檢測掃查面。聲場設(shè)置采用二、三、四波進(jìn)行扇掃描檢測,如圖4 b)所示。
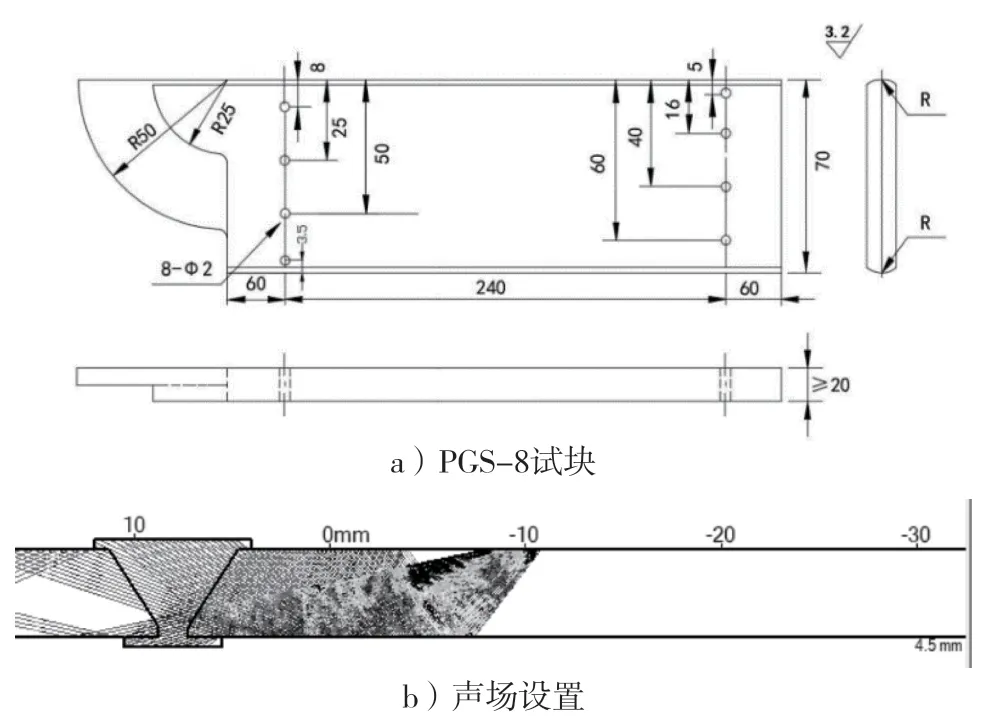
圖4 TCG曲線的制作與聲場設(shè)置(單位:mm)
2.4 掃查裝置的選擇
檢測掃查時采用專用的掃查裝置,該裝置一般由探頭夾持部分、驅(qū)動部分、導(dǎo)向部分及位置傳感器(如編碼器)構(gòu)成,主要用于固定、驅(qū)動或輔助檢測探頭,使其沿預(yù)定路徑移動進(jìn)行掃查。掃查裝置與掃查實(shí)物如圖5 所示。
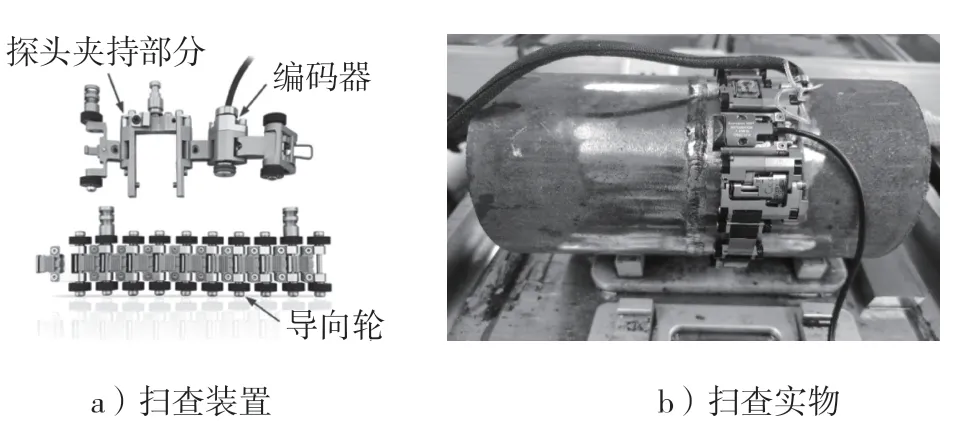
圖5 掃查裝置及掃查實(shí)物圖
2.5 靈敏度設(shè)置與檢測結(jié)果的質(zhì)量分級
檢測時按表2 中的評定線設(shè)置掃查靈敏度。根NB/T 47013.15—2021《據(jù)承壓設(shè)備無損檢測 第15部分:超聲相控陣檢測》標(biāo)準(zhǔn)[10],按照表3 的內(nèi)容對焊接接頭的檢測結(jié)果進(jìn)行質(zhì)量分級。

表2 靈敏度設(shè)置

表3 焊接接頭質(zhì)量分級
2.6 不同探頭位置的確定
為了探究不同探頭位置時管道超聲相控陣檢測結(jié)果差異的原因,分別在管道焊縫上下兩側(cè)采用焊縫單面雙側(cè)掃查對其進(jìn)行相控陣超聲檢測,兩側(cè)各掃3次,共6 次。以焊縫中線為軸偏移零點(diǎn),單側(cè)3 次的偏移量分別為9 mm、11 mm 和13 mm,檢測探頭位置可見圖6。其中將上側(cè)定義為S側(cè),下側(cè)定義為X側(cè),圖6 中1、3、5 分別表示距探頭偏焊縫S 側(cè)9 mm、11 mm 和13 mm 處;2、4、6 分別表示距探頭偏焊縫X 側(cè)9 mm、11 mm 和13 mm 處。焊縫總寬為12 mm,單側(cè)分別偏離焊縫邊線3 mm、5 mm、7 mm。

圖6 相控陣檢測不同探頭位置示意圖
3 檢測圖譜與數(shù)據(jù)分析
3.1 檢測圖譜
(1)以焊縫中線為偏移零點(diǎn),使得探頭位置分別在焊縫上、下兩側(cè)偏移9 mm 進(jìn)行掃查,檢測圖譜如圖7 所示。
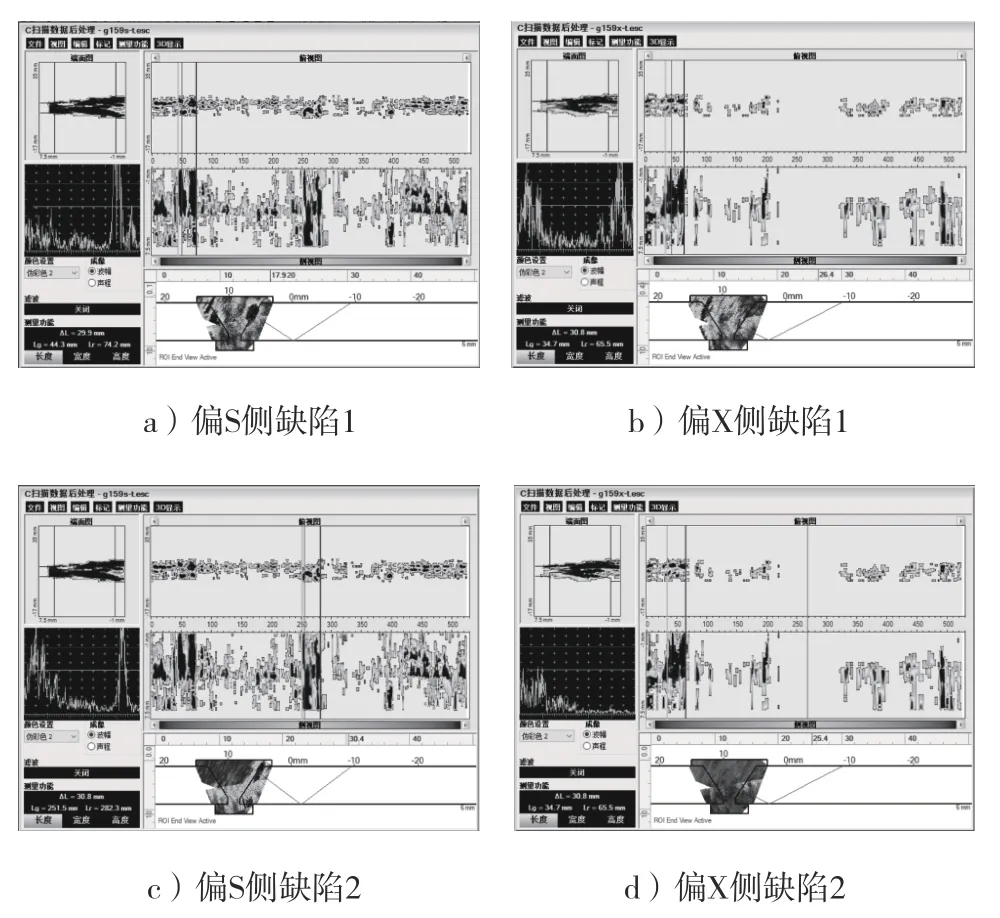
圖7 探頭偏移9 mm缺陷檢測圖譜
此時,1#缺陷在焊縫兩側(cè)均能檢測到,2#缺陷僅能在S 側(cè)檢出,X 側(cè)未檢出缺陷。
(2)以焊縫中線為偏移零點(diǎn),使得探頭位置分別在焊縫上、下兩側(cè)偏移11 mm 進(jìn)行掃查,檢測圖譜如圖8 所示。

圖8 探頭偏移11 mm缺陷檢測圖譜
此時,1#缺陷在S 側(cè)檢出,而在X 側(cè)不明顯。2#缺陷僅能在S 側(cè)檢出,X 側(cè)未檢出,圖8 中X 側(cè)所檢出缺陷不是S 側(cè)檢出缺陷,需進(jìn)一步檢測。
(3)以焊縫中線為偏移零點(diǎn),使得探頭位置分別在焊縫上、下兩側(cè)偏移13 mm 處掃查,檢測圖譜如圖9 所示。
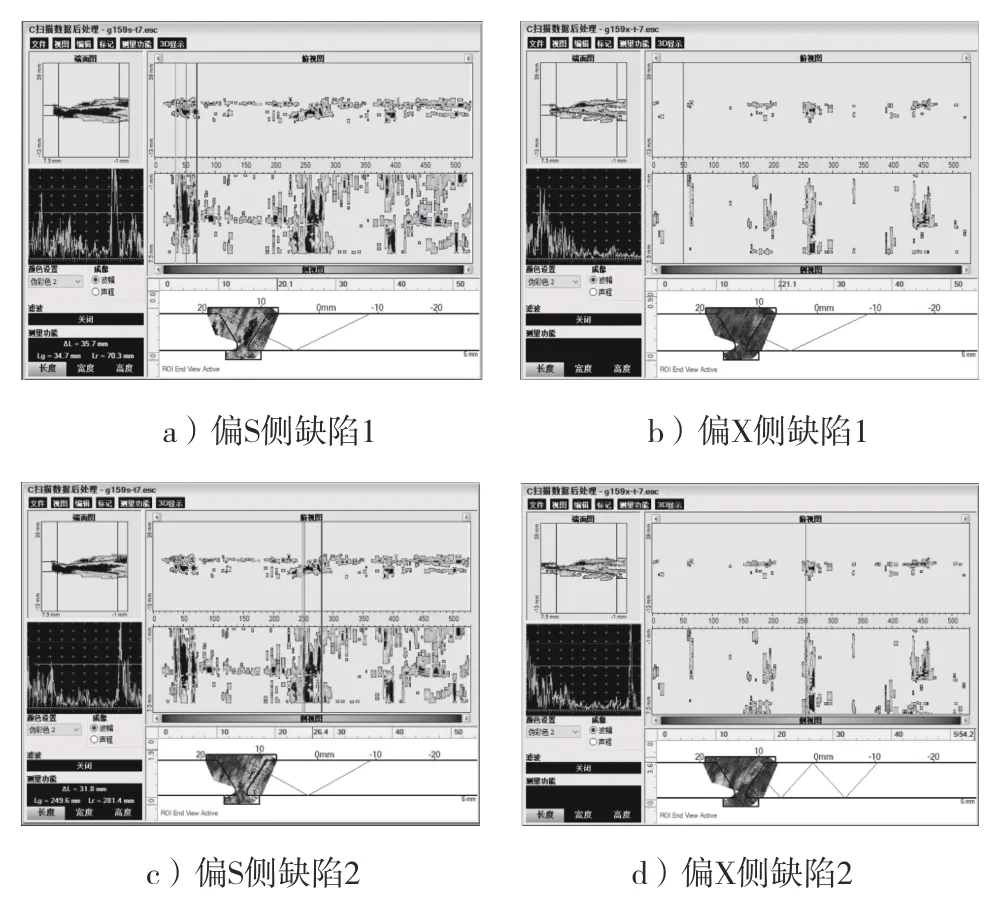
圖9 探頭偏移13 mm缺陷檢測圖譜
此時,1#缺陷僅能在S 側(cè)檢出,X 側(cè)未檢出。2#缺陷僅能在S 側(cè)檢出,X 側(cè)未檢出,圖9 中X 側(cè)所檢出缺陷不是S 側(cè)檢出缺陷,需進(jìn)一步進(jìn)行檢測。
3.2 圖譜數(shù)據(jù)分析
由上述不同探頭位置檢測圖譜可知,該常減壓管道在焊縫處共存在兩處缺陷,1#缺陷為裂紋缺陷,缺陷深為2.3 mm,長為34.7 mm,高為3.0 mm;2#缺陷為未焊透缺陷,缺陷深為2.2 mm,長為30.8 mm,高為3.1 mm。按照缺陷能否通過超聲相控陣檢測方法檢出進(jìn)行匯總,結(jié)果可見表4。其中,“√”表示缺陷可檢出,“—”表示缺陷未檢出或所檢測缺陷不同。

表4 相控陣檢測缺陷結(jié)果表
3.3 檢測結(jié)果綜合分析
由超聲相控陣檢測圖譜可知,探頭位置設(shè)置對缺陷檢出有較大影響,如1#缺陷,隨著探頭距離焊縫的增大,缺陷波幅逐漸減小直至消失。主要有以下2個原因:(1)隨著距離增大,聲波衰減加大,缺陷波幅減小;(2)隨著距離增大,聲波入射到缺陷的角度發(fā)生變化,對于1#平面型缺陷,聲波與缺陷面垂直時反射波強(qiáng)度最大,而隨著聲波與缺陷面夾角增大,聲波反射強(qiáng)度會快速減少。
由表4 可知,在焊縫兩側(cè)的檢測結(jié)果差異較大,如2#缺陷,探頭偏置9 mm 時,在S 側(cè)能檢出缺陷,在X 側(cè)未能檢出。這主要是由于2#缺陷屬于體積型缺陷,而且方向性較強(qiáng),只有聲波垂直或接近垂直于缺陷面,聲波發(fā)射回探頭的強(qiáng)度大時缺陷才能檢出;如果聲波垂直于缺陷面角度,聲波發(fā)射回探頭的強(qiáng)度小,則缺陷難以檢出。
4 結(jié)語
對含缺陷的一段常減壓管道焊接接頭分別在焊縫上下兩側(cè)的6 個不同位置進(jìn)行超聲相控陣檢測,得出以下結(jié)論:
(1)超聲相控陣檢測圖譜成像直觀,通過簡單的判斷可知該常減壓管道焊接接頭共存在2 處缺陷,分別是缺陷深為2.3 mm,長為34.7 mm,高為3.0 mm的1#裂紋缺陷和缺陷深為2.2 mm,長為30.8 mm,高為3.1 mm 的2#未焊透缺陷,由表3 焊接接頭質(zhì)量分級數(shù)據(jù)可知,該焊接接頭質(zhì)量為Ⅲ級;
(2)由檢測結(jié)果可知,不同的探頭位置對缺陷的檢出影響較大,尤其是體積型缺陷。這是因為隨著探頭距離增大,聲波入射到缺陷的角度發(fā)生變化,導(dǎo)致聲波反射回探頭的強(qiáng)度也隨即發(fā)生變化。由檢測圖譜對比結(jié)果可知,只有聲波垂直或接近垂直于缺陷面,聲波發(fā)射回探頭的強(qiáng)度大時缺陷才能檢出;如果聲波垂直于缺陷面角度,則會導(dǎo)致聲波發(fā)射回探頭的強(qiáng)度小,難以檢出缺陷,為超聲相控陣檢測技術(shù)在不同探頭位置的應(yīng)用導(dǎo)致檢測結(jié)果提供參考。建議在對管道進(jìn)行超聲相控陣檢測時,應(yīng)確定好合適的探頭位置,以免出現(xiàn)漏檢;
(3)本文的檢測結(jié)果中,探頭位置偏離焊縫11 mm 和13 mm 時,雖然2#缺陷在X 側(cè)未測出,但是檢測出了其他缺陷,為明確其他缺陷的種類和尺寸還需對該管道焊接接頭在X 側(cè)做進(jìn)一步的檢測。建議后續(xù)研究人員在對管道進(jìn)行超聲相控陣檢測時,至少應(yīng)在管道焊縫上下兩側(cè)對其進(jìn)行檢測,以免對缺陷的判斷出現(xiàn)重大失誤。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
少先隊活動(2021年4期)2021-07-23 01:46:22
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
