
超聲相控陣管座角焊縫檢測方法
2024-01-09 05:09:20李雁南蔡慶生
機電工程技術 2023年12期
駱 琦,孔 傲,李雁南,王 黎,蔡慶生
(廣州多浦樂電子科技股份有限公司,廣州 510700)
0 引言
管座角焊縫是一種常見結構,在鍋爐設備、核電管道、石油管道等領域中均有大量使用[1]。由于該結構容易形成應力集中,如果存在焊接缺陷,在使用過程中就極易發生擴展而導致焊縫開裂失效。因此在使用時,需要對管座角焊縫內部的缺陷進行檢測。
在實際檢測過程中,由于管座角焊縫的幾何結構非常復雜,管座角焊縫外表面相對于支管是一個曲面,該表面結構會在相控陣圖譜中產生反射信號,且其位置不斷變化,嚴重影響缺陷的評定[2]。采用常規超聲相控陣檢測方法很難準確、有效地對其進行無損檢測,無法準確地確定缺陷的位置。近年來,超聲相控陣技術在管座角焊縫檢測領域取得了顯著的研究成果。諸多學者在該領域開展了深入的研究,提出了一系列具有創新性和實用性的方法。張義磊等[3]探究了相控陣技術在插入式管座角焊縫檢測中各類缺陷的識別方法。錢盛杰等[4]提出了一種將柔性相控陣探頭置于管子內壁進行水浸檢測的新方法,理論分析了水鋼界面凸面相控陣聲場的波束聚焦模型,同時利用CIVA 軟件對柔性相控陣所激發的聚焦聲束進行了仿真,并在插入式管座角焊縫模型中添加常見的典型缺陷,得到缺陷響應圖譜。祁玲敏等[5]分別用相控陣超聲檢測、常規超聲檢測和射線檢測這3 種方法對小徑管座角焊縫模擬試塊的缺陷尺寸進行評定,表明相控陣超聲檢測是小徑管座角焊縫缺陷檢測的最佳選擇。羅萬光等[6]基于超聲相控陣的原理對集箱管座角焊縫缺陷檢測的可行性進行分析并通過試驗加以論證。王杜等[7]開發了一套插入式管座角焊縫超聲波機械掃查裝置。夏舞艷等[8]研究了將相控陣技術用于安放式和插入式管座焊縫的檢測并對相控陣檢測技術的應用效果進行說明。Byung-Sik Yoon 等[9-10]研究了相控陣超聲在核電管座角焊縫檢測的應用。Xu Qian 等[11]研究了TFM 在管座角焊縫檢測中的應用。
另外,支管插入部分的端頭容易產生端角反射,會給正常缺陷的檢測分析帶來干擾,容易導致漏檢和誤檢。因此,對于管座角焊縫的超聲相控陣無損檢測來說,如何準確地判斷缺陷的位置,以及區分哪些是真實缺陷、哪些是端角反射一直是無損檢測的一個難點。現有的方法通過CIVA 模擬仿真軟件對管座角焊縫相控陣超聲檢測進行優化工藝設計,指導實際檢測工作[12-20],這種方式不利于集成到儀器軟件中,不便于實時檢測過程中進行缺陷分析。模擬或仿真的方法會存在一定的誤差,誤差還是會導致誤判的可能。模擬和仿真的過程需要事先進行準備,工作量比較大,且效果較好的仿真軟件價格非常昂貴,因此,本文提出了一種高效簡便的超聲相控陣管角焊縫檢測方法。
1 問題描述
1.1 存在的問題
管座角焊縫是指在兩個或多個金屬管道交接的位置進行焊接的區域,焊縫位于兩個管道的接口處。其結構剖面圖如圖1 所示,從圖中可以看出,掃查截面和支管內外壁及焊接區域的交線是較為復雜的曲線,且不同截面曲線的形態各不相同。在進行超聲檢測時,這些不規則曲線對應的結構有時會產生反射回波,干擾正常缺陷的分析。另外,由于結構的曲線不規則且在不同的掃查截面動態變化,導致檢測人員無法準確區分結構回波和真實缺陷回波,給缺陷分析帶來了非常大的困擾。
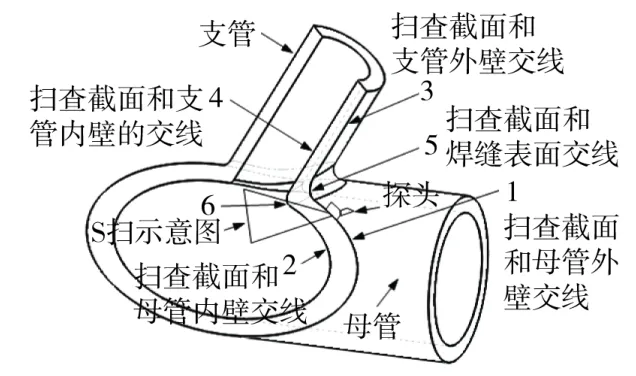
圖1 管座角焊縫剖面
管座角焊縫廣泛應用于各種工程領域,如石油、化工、核能、航空航天等行業,用于連接輸送介質的管道系統。管座角焊縫的質量要求非常嚴格,通常要求焊縫表面光滑,無裂紋、氣孔、夾渣等缺陷,以確保焊接接頭的強度和密封性。
1.2 定義掃查方式
為了獲取后續幾何分析所需要的數據,需要按以下掃查方式設置掃查架和進行掃查。
掃查架采用兩軸掃查方式:一軸是旋轉軸,通過固定在支管上的軌道控制探頭在母管上繞支管中軸線進行旋轉;另一軸是水平軸,水平軸的一端連接到旋轉軸,另一端通過支臂連接到探頭,通過移動支臂在水平軸上的位置可以控制母管上探頭離支管外表面的距離。掃查過程中探頭始終朝向支管的中軸線,即掃查斷面始終經過支管的中軸線。掃查方式如圖2 所示。
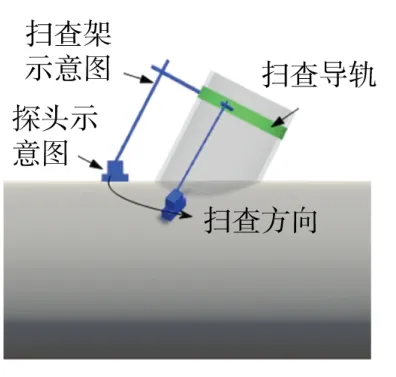
圖2 掃查方式示意圖
1.3 定義參數
如圖3 所示,橫著擺放的是母管,支管從上方插入母管。支管可以直插,也可以斜插。定義參數如下:母管壁厚為H;母管外半徑為R;支管壁厚為h;支管外半徑為r;探頭繞支管中軸線旋轉角度為θ;探頭離支管外表面距離為d;母管和支管焊接夾角為α。其中探頭繞支管中軸線旋轉角度θ通過掃查軸的旋轉軸進行記錄,當探頭位于母管中軸線和支管中軸線所在平面且在支管左側時,θ=0°。探頭按逆時針方向繞支管中軸線旋轉。探頭離支管外表面距離d通過掃查軸的水平軸進行記錄。

圖3 參數定義示意圖
焊接弧區域可以近似成圓弧的一部分。母管外壁和支管外壁交接區域為外接圓弧,定義外接焊接弧半徑:WOR。母管內壁和支管內壁交接區域為內接圓弧,定義內接焊接弧半徑:WIR。如圖4 所示。
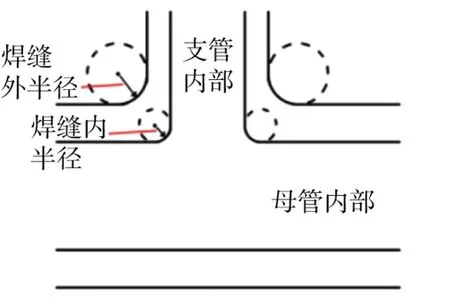
圖4 焊接弧參數定義
2 計算管座相貫線解析方程
2.1 在當前掃查斷面建立平面中心直角坐標系
當前掃查斷面指探頭位置所在的點和支管中軸線組成的平面。以支管的中軸線為y 軸,支管中軸線和母管中軸線的交點為坐標原點,坐標原點為點O,在當前掃查斷面建立平面中心直角坐標系。
2.2 計算中心直角坐標系下掃查斷面和母管外壁的交線方程
假設掃查斷面和母管外壁的交線上一點A 的坐標(x,y),該問題即為求x,y滿足關系的方程,為了求解該方程,先做以下輔助平面和輔助線:過母管中軸線和支管中軸線做平面M;過母管中軸線做垂直于平面M 的平面N;在當前掃查斷面L過點A(x,y)做平行于y軸的直線l0,l0交x軸于點A′,l0交平面N 于點A″;在平面M中過坐標原點做垂直于y軸的直線l1,過點A′做直線l2垂直于l1,l2和l1相交于點B′;在平面M過B′做直線l3垂直于l1,l3交平面N于點B″,連接點A″和點B″。輔助平面和輔助線示意圖如圖5 所示。
通過對該輔助線進行分析,可以得到以下關系:因為y軸垂直于x軸,y 軸垂直于OB′,所以y 軸垂直于平面A′OB′,在平面M中,B′B″平行于y軸,所以B′B″垂直于平面A′OB′,B′B″垂直于A′B′。B′B″垂直于A′B′,又因為A′B′垂直于OB′,所以A′B′垂直于平面M。因為平面N 垂直于平面M,A′B′垂直于平面M,所以A′B′平行于平面N。在平面M 中,B′B″平行于y軸,在平面L中,AA′平行于y軸,所以B′B″平行于AA′,B″B′A′A″構成平面四邊形。因為A′B′平行于平面N,A″和B″在平面N上,所以A′B′平行于A″B″,B″B′A′A″是平行四邊形。
2.3 計算中心直角坐標系下掃查斷面和母管內壁的交線方程
前面同2.2 節分析,可知掃查斷面和母管內壁的交線方程:
2.4 計算中心直角坐標系下掃查斷面和支管外壁的交線方程
由于掃查斷面經過支管中軸線,可知掃查斷面和支管外壁的交線為平行于y軸的直線,該直線方程為:
2.5 計算中心直角坐標系下掃查斷面和支管內壁的交線方程
同2.4 節分析,可知掃查斷面和支管內壁的交線方程為:
2.6 計算中心直角坐標系下掃查斷面和外壁焊縫表面的交線方程
因為外壁焊縫表面是圓弧的一部分,設圓的中心點坐標為(Rx,Ry),因半徑為WOR,則其交線方程為:
求解該交線方程的關鍵在于計算坐標(Rx,Ry),其思路是有限元分析法,在方程上分析從x =r 開始,x 依次步進(WOR/100)長度的每一個點P(Px,Py),從點P做WOR為半徑的圓和方程(1)相切,計算此時的(Rx,Ry)。
因為點P在方程(1)上,已知Px,代入方程(2),可計算出Py和此時P點切線的傾斜角k,因為圓和方程(1)的曲線相切,所以圓在P 點切線的傾斜角也是k,可知,此時:
當Rx≥r +WOR時,此時的P點就是圓和方程(1)切點,此時的(Rx,Ry)就是外壁焊縫表面外接圓的中心點。
2.7 計算中心直角坐標系下掃查斷面和內壁焊縫表面的交線方程
分析同2.6 節,掃查斷面和內壁焊縫表面的交線方程為方程:
3 相貫線繪制
得到了相貫線的方程后,還需將相貫線繪制到成像視圖上才能更好地輔助檢測工程師進行缺陷分析。由于相貫線存在于掃查截面,在S 掃成像視圖上對應的位置繪制相關線參考。
繪制方式如下:根據成像范圍要求,計算出每一段相貫線繪制的x 范圍,然后根據設定的取點步長,從最小x開始,依次增加步長,得到相應點的y 值,并將這些點連起來,得到相貫線成像。
以掃查斷面和母管外壁的相貫線繪制為例。該相貫線段對應的方程為式(1),假設計算出該斷需成像的x范圍為x1x2,假設成像步進為0.1 mm。則共需計算出(x2-x1)/ 0.1 共n個點。第一個點的x值為x1,將x1代入式(1)得到第一個點的y值。第二個點的x值為(x1+0.1),將該值代入到式(1),得到第二個點的y 值。依次計算,第n個點的x值是[x1+0.1×(n-1)],將該值代入到式(1)得到第n個點的y值。在二維平面成像視圖中,將這n個點的坐標依次用線段連起來即得到該相貫線段對應的圖像,當成像步長越小,成像就會越細膩過度越自然。
圖6 中兩條紅色的曲線是基于上述方法繪制出的相關線。該相貫線疊加在S 掃視圖上,可以直觀地作為缺陷相對位置和結構回波信號的參考。
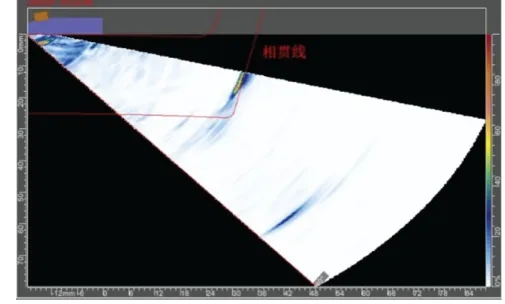
圖6 相貫線示意
4 實驗分析
搭建環境,定制管座角焊縫試塊,內置人工缺陷。儀器、探頭、掃查架均使用某公司的產品。儀器型號為Robust32-128 板卡,掃查架型號為MOS07,探頭型號為D2-5L32-0.5X10,楔塊型號為SD2-N55S-H。實驗環境如圖7 所示。

圖7 實驗環境
借助本文算法在S 掃成像視圖繪制的相貫線,可以很直觀地看出結構回波的干擾,如圖8 所示,結構回波緊靠相貫線且和相貫線的走勢一致。
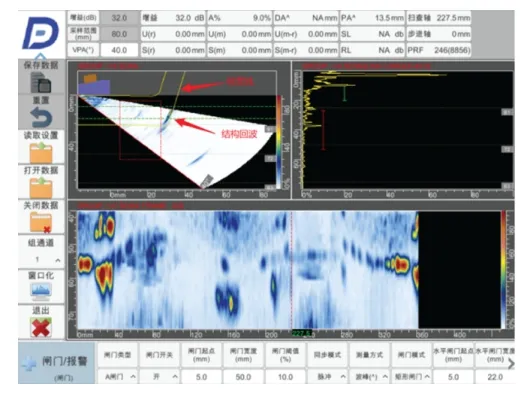
圖8 結構回
圖9顯示了真實缺陷的情況,該真實缺陷位于母管上,接近母管和支管交接位置,深度在母管壁厚一半的位置。
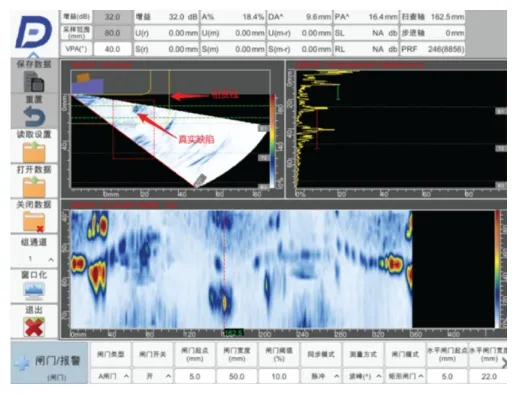
圖9 真實缺陷
5 結束語
本文設計了一種超聲相控陣管座角焊縫檢測方法,使用兩軸掃查裝置對管座角焊縫進行檢測,并通過幾何分析的方式,得到了該掃查方案下不同掃查斷面的管座角焊縫相貫線曲線方程。通過設定相關的工件參數和掃查參數,即可計算出相應的方程。得到相貫線方程后,使用成像算法在超聲相控陣S 掃視圖中根據該方程繪制出對應的相貫線曲線,該曲線即可作為工件輪廓的參考。
通過實驗對該方法進行了驗證,實驗結果表明,該方法計算出來的相貫線和實際情況匹配,從S 掃成像中可以清晰看出緊靠相貫線且和相貫線走勢一致的結構回波信號。
該方法無需事先仿真,計算時間短。這種幾何計算的方式可以轉化成程序實現,無縫集成到超聲相控陣無損檢測儀器中,在S掃視圖中根據曲線方程繪制對應的相貫線,滿足實時檢測和分析管座角焊縫缺陷的需求。該方法可通過純幾何計算分析實現,計算精度高,無需借助仿真軟件,節省使用成本。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
