鍍鎳石墨烯增強復合焊料的制備及增強相存留率研究
2024-01-09 02:20:42陳小明夏伶勤
新疆鋼鐵 2023年3期
陳 光,李 堯,陳小明,高 煜,夏伶勤
(1.浙江機電職業技術學院,浙江 310059;2.杭州江河機電工程裝備有限公司,浙江 310012)
引言
IGBT 等功率模塊在智能電網、電動汽車、伺服控制器等諸多領域有廣泛應用。典型的功率模塊封裝結構中,通常包含兩到三層具有不同熔點的焊料層,以實現芯片、端子、絕緣襯底等元器件之間的機械、熱力學和電氣互連[1][2]。目前,由于焊料無鉛化的持續推進,無鉛焊料開始廣泛地應用到功率模塊結構中。然而,隨著模塊集成度的不斷提高,各焊料連接層厚度也隨之不斷降低,且由于封裝結構中材料構成多元,模塊服役過程中產生的大量焦耳熱會不可避免地導致焊料層內部出現較大的溫度梯度,在外部復雜工作條件的共同作用下,將驅使焊料中的金屬原子加速擴散,導致封裝互連結構失效。因此,開發高性能無鉛焊料及配套封裝工藝具有重要的科學意義和社會價值。
本研究采用自蔓延焊接技術對預成型的復合焊料片進行互連。首先,選擇自行開發的鍍鎳石墨烯(GNS-Ni)作為增強相制備復合焊料。其次,采用濕法鋪設法制備增強相均勻分布的復合焊片。焊接時利用自蔓延反應熱源溫度高、熔化/凝固過程短等特點,突破熔融焊料表面張力和界面能的限制,使增強相最大程度上均勻分散在焊料基體中,并大幅降低焊料層內增強相的損失量,從而最大程度上保證增強相對無鉛焊料性能的提升。
1 實驗部分
1.1 材料
鍍鎳石墨烯增強相為本團隊前期自行設計研發的增強相材料(其中Ni 質量分數占比約為94.3%),該增強相的實物圖與掃描電鏡照片如圖1和圖2所示。

圖1 自行制備的鍍鎳石墨烯增強相實物圖
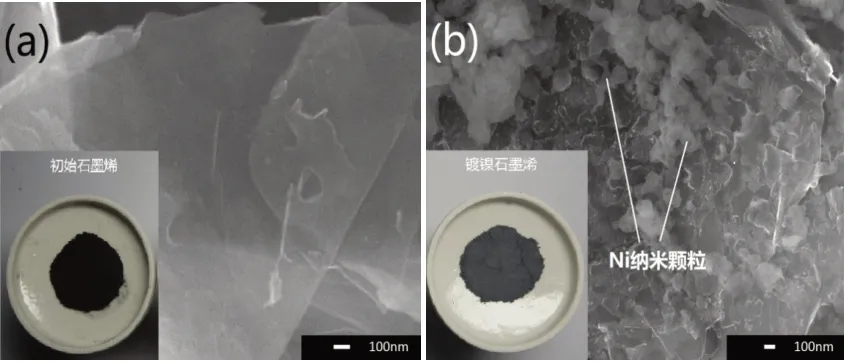
圖2 (a)初始石墨烯(b)鍍鎳石墨烯(GNS-Ni)
本文采用Indium Corporation制造的Al/Ni薄箔進行互連實驗。Al/Ni 薄箔的整體厚度為40 μm,其中Al、Ni 納米層的厚度分別為60 nm 和40 nm 以保證Al、Ni 原子的整體原子比例為1:1。其余使用的SAC305 焊料(粉材,平均粒徑約為30 μm)以及化學試劑均為普通商用材料。
1.2 復合焊料的制備
首先,進行復合焊料的濕法制備時應制備復合焊料漿,稱取一定量的GNS-Ni 和一定量的SAC305焊粉,其中GNS-Ni 的質量分數為0.15 %,余量為無鉛焊粉。然后,向GNS-Ni 和焊粉中加入適量水溶性助焊劑,使得助焊劑和固體粉末的體積比為3:1-5:1,對該混合液體進行充分機械攪拌使其均勻混合,制得復合焊料漿備用。
其次,進行復合結構焊料片的內部架構預制。將處理好的SAC305 焊料片(厚度100 μm)放置于超聲振動操作臺上,在其表面涂覆一層助焊劑,然后用滴管吸取約4 ml 復合焊料漿涂于焊片表面,同時施加X 和Y 兩個方向的超聲振動,使其鋪展均勻,待懸濁液均勻鋪滿焊片表面后,將其進行真空40°烘干20~30 min。隨后,采用類似方法將制得的復合焊料漿滴涂于焊片表面,并同時施加X和Y兩個方向的超聲振動10 min,再施加Z 方向超聲振動15 min,之后進行真空40°烘干,烘干后,兩層涂覆物總厚度應為50~100 μm。然后,再次用滴管吸取約4 ml復合焊料漿涂于焊片表面已有的涂覆物表面,同時施加X和Y兩個方向的超聲振動,使其鋪展均勻,待懸濁液均勻鋪滿表面后,將其進行真空40°烘干20~30 min,此時三層涂覆物總厚度應為55~120 μm。然后,再將另一張清洗好的焊片(厚度100 μm)取出,表面均勻涂覆助焊劑,并將涂覆助焊劑的一面朝下覆蓋于上述多層涂覆物表面,得到類似“三明治”結構,此時,“三明治”結構總厚度約為250~350 μm。
最后,將該“三明治”結構置于熱壓機中的焊片成型模具中,熱壓機預熱到200 °開始進行熱壓加工,熱壓加工壓力為6~12 Mpa,并在200~220 ℃下保壓2~5 min,將“三明治”結構壓至100~150 μm。隨后,取出該焊片空冷至80~100 ℃時進行熱軋,制成50~100 μm 的焊料片。最后,取出焊料片,去除表面污物,即得到復合焊料片產品。
1.3 自蔓延和回流互連結構的制備
進行自蔓延互連時,將所制得的復合焊料片(厚度為50 μm)置于自蔓延薄膜上下兩層,基板為鍍錫銅板,對基板施加壓力和預熱處理后直接通電短接激發自蔓延薄膜進行焊接。為同時進行增強相在焊縫中的存留率對比分析,實驗還進行了傳統回流試樣的制備,進行回流焊接時,直接將100 μm厚的復合焊料片置于兩塊鍍錫銅片間,用自制夾具緊固后置于回流爐中進行回流焊接即可得到所需試樣。
1.4 增強相存留率檢測
為了研究不同方法焊接前后焊縫中GNS-Ni 的存留率變化,分別將三組(原始復合焊料組、回流組和自蔓延組)試樣采用ICP-OES(Varian-720)系統進行元素分析,并基于其中Ni 元素的原子量分數進行量化對比。
1.5 內部焊接質量檢測
為了解復合焊料在兩種焊接工藝下的焊接效果,采用CASM 對互連焊接結構進行了測試,并對焊縫內部缺陷情況進行分析。
2 結果與討論
2.1 復合焊料及互連結構效果
基于濕法鋪設和半固態軋制工藝制備的鍍鎳石墨烯增強復合焊料片及其微觀結構如圖3 所示。研究團隊制備了50 μm和100 μm兩種厚度的復合焊料片,分別用于自蔓延焊接和回流焊接,從SEM 微觀形貌照片可以看到,該復合焊料片內部結構致密,晶粒細小,無明顯缺陷。
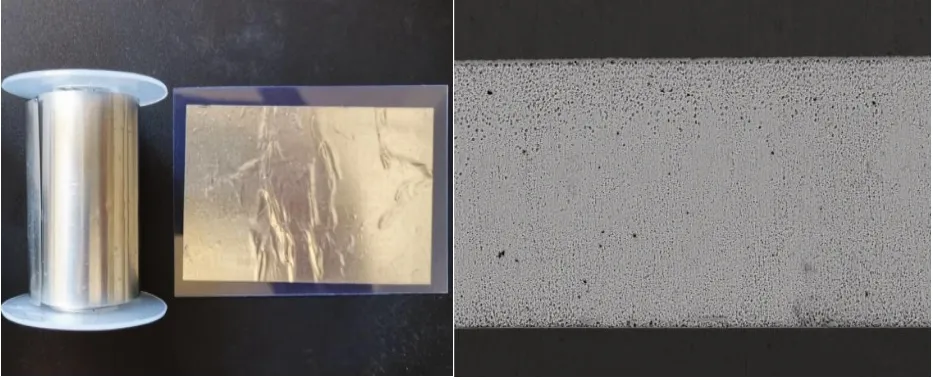
圖3 濕法制備復合焊料片成品及SEM微觀結構
2.2 增強相存留率結果及分析
為研究增強相在焊接過程中的溢出情況,進行回流和自蔓延焊接后,首先對焊縫外觀進行了光學顯微鏡分析,兩種工藝下的試樣焊縫形貌如圖4所示。
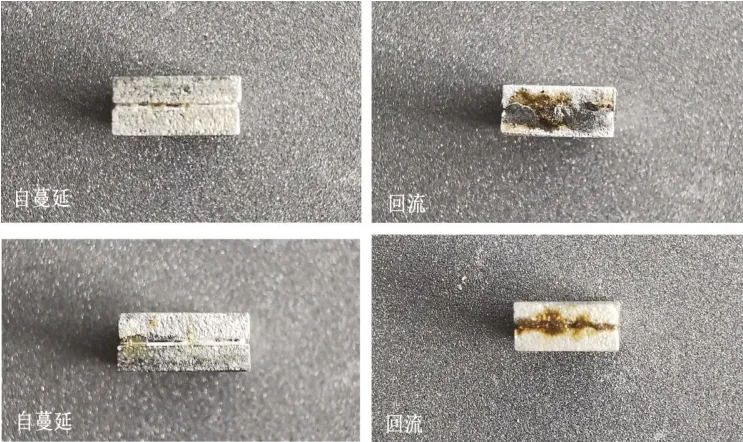
圖4 兩種互連焊接工藝制備的復合焊料互連結構焊縫典型外觀
從圖4中可以明顯發現,采用自蔓延焊接得到的焊縫外觀較為整潔,除有少許助焊劑正常溢出外,無多余肉眼可見的增強相溢出現象。相比之下,采用回流焊接得到的焊縫表面則出現了大量的黑色溢出物,為檢測這些物質的構成,采用能譜儀對隨機選取的兩份黑色溢出物進行了元素分析,分析結果見圖5。可以發現,該溢出物中含有大量鎳元素和碳元素,這些正是GNS-Ni 的構成元素,這也說明焊縫表面的溢出物主要為所添加的GNS-Ni增強相。
為進一步定量研究兩種焊接互連工藝條件下焊接前后增強相的存留率變化,采用ICP-OES 對兩組焊縫的鎳元素變化進行了分析,分析結果見表1。
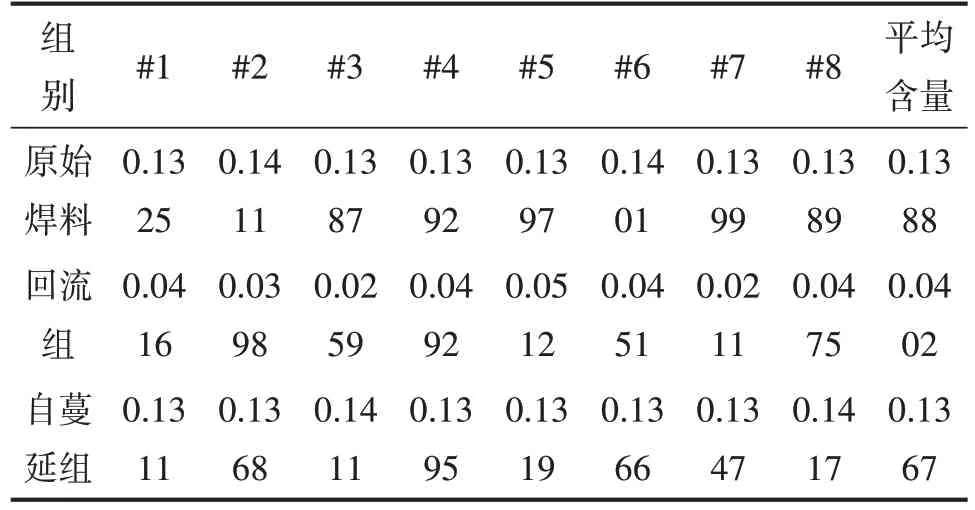
表1 鎳元素含量(wt.%)ICP-OES分析結果
從ICP-OES 結果來看,原始焊料中的鎳元素平均含量約為0.1388 %。從回流組的數據可以發現,焊接后焊縫中鎳元素的含量大幅縮減,平均含量僅為0.04%,且該組的鎳元素數據較為分散,說明大部分GNS-Ni 在焊接過程中隨助焊劑的揮發而溢出到焊縫外,除了會造成GNS-Ni 存留率的大幅下降外,還會因溢出路徑不規則導致存留的增強相在焊縫內部發生團聚。而對自蔓延組的分析結果顯示,該組試樣中鎳元素的存留率雖稍低于原始數據,但含量極為接近,這是因為自蔓延焊接過程非常短,焊料片通常僅在互連界面處熔融完成互連,而焊料片內部來不及熔化,所添加的增強相不會因與熔融焊料不潤濕而被排出到焊縫外,因此增強相在互連焊縫中會保持比較高的存留率和初始分布狀態。
2.3 內部焊接質量結果及分析
為了檢測兩種互連工藝下的內部焊接質量,采用CASM 對兩組試樣進行了分析,分析結果如圖6 所示。根據測試結果,回流焊縫中的孔隙率達到了46.8%,主要來源于焊縫內部孔洞和大量裂紋,這些缺陷主要歸因于回流過程中增強相溢出(含團聚)行為。而自蔓延焊縫中的孔隙率僅為8.3%,主要來源于焊接區域邊緣由于焊料溢出引發的裂紋。由這些結果可以認為采用自蔓延工藝進行復合焊料焊接能夠在同樣條件下獲得更高的焊接質量。
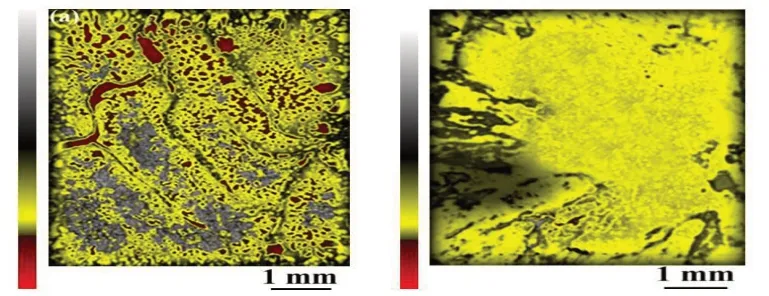
圖6 兩種互連工藝得到的復合焊料互連結構內部CASM分析結果
3 結論
本文采用濕法鋪設工藝制備了GNS-Ni 摻雜的無鉛復合焊料,采用自蔓延互連和回流焊接工藝制備了兩組互連結構。通過對互連焊縫區的形貌、化學成分以及內部結構進行研究,發現自蔓延焊接工藝能夠更好的減少復合焊料中增強相的溢出行為,且得到的焊縫內部結構更加完整,孔洞和裂縫缺陷更少。針對含有增強相的復合焊料而言,采用自蔓延互連封裝工藝是一種極具潛力的工藝方案。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24