修磨機磨頭振紋產(chǎn)生的原因及控制方法
2024-01-04 11:53:50劉博
機械管理開發(fā) 2023年11期
關(guān)鍵詞:振動
劉 博
(中國寶武太鋼集團不銹冷軋廠, 山西 太原 030003)
0 引言
不銹鋼因其較高的耐蝕性及裝飾性而得到廣泛的應用,尤其在醫(yī)療用具、食品工業(yè)用具、餐具、廚房用具等方面得到普及與推廣。太鋼冷軋廠2 號修磨機組生產(chǎn)的拋光板在電梯裝飾板、地鐵車廂裝飾板、冰箱面板等方面得到了廣泛的應用。但振紋引起的表面缺陷,成了影響帶鋼表面的重要問題。結(jié)合筆者的實際經(jīng)驗探討修磨機振紋產(chǎn)生的原因,以及從設(shè)備維修方面提出對振紋的控制方法。
1 研究對象說明
太鋼不銹冷軋廠2 號修磨機組是太鋼唯一的1 臺對冷軋退火酸洗后的不銹鋼成品鋼帶進行拋光研磨的機組,可生產(chǎn)AISI NO.3 和AISI NO.4 等級表面的不銹鋼拋光板或發(fā)紋板。其主要配備開卷機,焊機,2 臺下表面磨頭,4 臺上表面磨頭,發(fā)紋機,脫脂、卷取機以及修磨油過濾器等。磨頭,是該機組的關(guān)鍵設(shè)備,由美國HILL ACME 公司生產(chǎn)。
作為拋光研磨的核心部件磨頭,就是利用砂帶的高速旋轉(zhuǎn)來修磨或拋光帶鋼表面的設(shè)備,其結(jié)構(gòu)如圖1 所示,其中擺動輥、接觸輥、被壓輥垂直排列,偏導輥位于出入口側(cè)。

圖1 磨頭結(jié)構(gòu)
它的各個組成部分的功能說明如下:
1)擺動輥:在其驅(qū)動側(cè)配有一擺動氣缸,配合砂帶對中系統(tǒng)來控制擺動輥往復擺動,達到砂帶前后擺動的目的。另外,擺動輥兩端由大直徑立柱來支撐,通過其上下的運動來崩緊砂帶,通過其后部的氣缸運動來保證砂帶的張力恒定。當砂帶張力變化時,氣缸就運動,直到產(chǎn)生的砂帶張力克服了氣缸內(nèi)氣體的壓力為止,氣壓維持砂帶的張力恒定,即使由于砂帶被拉長而引起砂帶長度的變化,張力也保持不變。鋼輥規(guī)格尺寸為Φ403 mm×1 473 mm。
2)接觸輥:其高速旋轉(zhuǎn)帶動砂帶高速運動來完成對鋼帶表面的修磨。接觸輥配有驅(qū)動電機,經(jīng)過V 帶傳動接觸輥主軸,主軸帶動接觸輥旋轉(zhuǎn)。接觸輥的操作側(cè)有一個向下?lián)u擺的軸承支撐架。這個支撐架在修磨的過程中確保穩(wěn)定支撐,向下?lián)u擺用于快速更換砂帶。膠輥規(guī)格尺寸為Φ216 mm×1 422 mm。
3)被壓輥:可以平行和橫向調(diào)節(jié),其上下運動由液壓缸來完成,其上下運動可以使鋼帶產(chǎn)生傾角張力,以貼緊砂帶。依據(jù)磨削壓力可調(diào)節(jié)被壓輥軸承座,通過伺服電機來控制。鋼輥規(guī)格尺寸為Φ203 mm×1 472 mm。
4)偏導輥:安裝在每臺修磨機的進口端與出口端,其上下運動調(diào)節(jié)可以使鋼帶產(chǎn)生0°~20°的傾角,傾角越大,帶鋼修磨程度越大,大的傾角用于修磨(如20°的傾角),而小的傾角用于拋光(如5°~10°的傾角),膠輥規(guī)格尺寸為Φ305 mm×1 370 mm。
5)砂帶自動對中系統(tǒng):當修磨砂帶運轉(zhuǎn)時,一套氣動對中系統(tǒng)可以確保砂帶在一定控制范圍內(nèi)運動。砂帶對中系統(tǒng)是利用一個可以產(chǎn)生壓力的“氣眼盒”來檢測砂帶的邊緣,當砂帶在輥道上運轉(zhuǎn),其邊緣通過空氣噴射管和2 個銅片之間,當砂帶位于中央時,砂帶就會擋住噴向后邊銅片的空氣,而不會擋住空氣對前面銅片的沖擊,前邊的銅片與一個常閉微動開關(guān)相聯(lián),這個微動開關(guān)閉合,此時,微動開關(guān)發(fā)出一個信號使一個氣動電磁換向閥換向,使壓縮空氣進入擺動輥后部的氣缸內(nèi),氣缸運動使擺動輥向后擺動,這樣砂帶就會向后運動,重新對中;一旦砂帶又重新對中,此時常閉微動開關(guān)又打開,電磁閥不動作,一個彈簧機構(gòu)使托輥的后部復位,氣缸回到中間位置;如果砂帶向后運功,空氣噴射到后邊銅片,使常閉微動開關(guān)閉合,使氣動電磁換向閥換向,氣缸運動使擺動輥向前擺動,從而確保砂帶在一定控制范圍內(nèi)運動。
2 振紋產(chǎn)生的原因
因為拋光板多用于一些裝飾面板上,所以表面的缺陷對于鋼板來說就成了致命缺陷。振紋,就是帶鋼表面出現(xiàn)一種明暗相間、與帶鋼運動方向垂直的條紋,是由板面振波由于對光的不同反射角度而引起的一種視覺現(xiàn)象[1]。
振紋的產(chǎn)生就是由于設(shè)備的振動,通過與鋼板接觸的接觸輥傳導到鋼板表面,從而產(chǎn)生明暗相間的視覺效果。所以想要控制振紋,就是要控制設(shè)備的振動。但是由于磨頭部分,包含機械、電氣、液壓和控制等多個組成部分的復雜系統(tǒng),凡是能對系統(tǒng)造成沖擊或引起作用力變化的因素都可能導致振動的發(fā)生[2-3]。
3 振動排查和控制方法
振動源的查找利用排除法來完成。具體分為以下幾個步驟:
1)降低機組運行的線速度,如果振動有改善,說明被壓輥出現(xiàn)故障,可檢查輥子軸承是否良好、輥子平直度、輥軸兩端同軸度等。經(jīng)長期的觀察,這種故障情況很少,并且可以通過換輥馬上排除故障。
2)單機空載旋轉(zhuǎn)時,可通過拆下砂帶比較振動情況,如果振動有改善,基本可以肯定是由于擺動輥故障產(chǎn)生的,可主要檢查以下幾個方面:一是擺動輥本體有故障的前提下,可檢查軸承是否良好。更換軸承或者更換輥子即可排除故障。二是修磨油進入輥筒內(nèi),擺動輥高速旋轉(zhuǎn)時,由于油液產(chǎn)生的附加離心力破壞了輥子平衡,會造成振動。這種故障均是由于輥子軸頭油封損壞造成的,排出輥體中的油液,更換密封即可排除故障。三是擺動輥的升降是為了保證砂帶的張力恒定,如果張力不恒定,也會帶來振動。如圖2所示,擺動輥A 是由氣缸B 拉動齒條,由齒條驅(qū)動齒輪,再由齒輪驅(qū)動擺動輥兩端帶有齒條結(jié)構(gòu)的立柱來實現(xiàn)升降的。所以想要保持張力恒定,必須保證氣缸無泄漏,并且氣源壓力穩(wěn)定。另外,還要檢查機械結(jié)構(gòu)傳動無卡阻。四是砂帶自動對中時,擺動輥擺動沖擊過大,造成振動。擺動輥的擺動是由一個裝在擺動輥驅(qū)動側(cè)的單作用氣缸與彈簧的結(jié)構(gòu)來完成擺動的。這時可調(diào)整氣缸節(jié)流閥,降低擺動的換向速度,以達到減小沖擊、減輕振動的目的。

圖2 擺動輥結(jié)構(gòu)
3)單機空載旋轉(zhuǎn)時,通過拆下砂帶比較振動情況,如果振動沒有改善,可判斷是接觸輥故障產(chǎn)生的,可主要檢查以下幾個方面:一是如圖3 所示,接觸輥與主軸的連接是靠輥端的錐頭與主軸端的錐母緊密配合,才能使輥子與主軸同軸。如果同軸情況稍有偏差,在高速運轉(zhuǎn)中就會引起振動。所以錐體部分必須為50 號的7∶24 錐度體,并且錐度體結(jié)合面要有較小的粗糙度、較高的硬度。在每次更換接觸輥前都應該用標準環(huán)規(guī)檢查接觸輥錐頭錐度,用干凈的布子擦拭外錐面,用風管吹掃主軸內(nèi)錐母,保證無磨屑黏附后方可安裝。二是螺栓要有足夠的預緊力。足夠的預緊力,也是為了輥子和主軸的錐度體有緊密的配合,從而防止振動的產(chǎn)生。三是接觸輥操作側(cè)軸承型號是NU312ECM,NU 型號軸承是內(nèi)圈無擋邊滾子軸承,軸承滾動體可以相對于軸承內(nèi)套在軸向方向移動。這樣要求軸承內(nèi)套必須是過盈配合,安裝需熱裝,保證在運轉(zhuǎn)時軸承內(nèi)套與輥軸無相對運動。該軸承為油霧潤滑,必須保證潤滑可靠,可通過觀察透明的油霧潤管道中油霧的流動情況,來判斷潤滑量是否足夠。四是如圖4 所示接觸輥操作側(cè)軸承座與外側(cè)支撐必須同為60 號的7∶24 錐度體且螺栓鎖定可靠。五是傳動皮帶恰當?shù)膹埦o力,能夠起到過載保護和隔絕主電機振動的作用。在修磨機拋光作業(yè)時,磨削力相對較小,可以適度減小張緊力。六是主軸操作側(cè)的徑向圓跳動必須控制在0.03~0.05 mm 之間,傳動側(cè)的徑向圓跳動必須控制在0.10~0.15 mm 之間。這是由于前端軸承(7222)為兩盤背靠背安裝的角接觸軸承,可以用絲圈調(diào)整微量游隙。但后端軸承(N319)為外圈無擋邊的滾子軸承,該軸承游隙略大,且不能調(diào)整。如果跳動量超過控制范圍要求,需要拆下主軸軸承箱,檢查軸及軸承有無磨損等的失效形式。軸承損壞,需一次性全部更換4 盤軸承,不能只更換失效軸承。主軸磨損,一般在前端軸承內(nèi)圈處,可使用熱輻射影響較小的激光焊堆焊,然后再磨削至原始尺寸,安裝后基本可以滿足圓跳動需求。
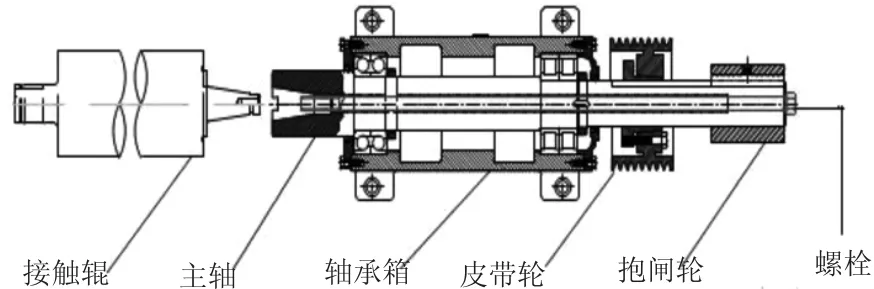
圖3 接觸輥結(jié)構(gòu)

圖4 接觸輥潤滑部位結(jié)構(gòu)
4)其他方面:同樣為了隔絕振動,可以選用輥面為邵氏硬度55、接觸面為寬10 mm×10 mm、傾角45°的接觸輥。并在1 800 r/min 轉(zhuǎn)速下轉(zhuǎn)動平衡;鋼帶穩(wěn)定的張力,可以減少振動的產(chǎn)生;修磨油的噴射壓力穩(wěn)定,噴射均勻。良好的潤滑也可以減少振動的產(chǎn)生;接觸輥主動電機需要有較好的動平衡,較小的振動;為了提高軸承箱的裝配精度,裝配需采用定向裝配的方法,可參考車床主軸的裝配;軸承箱的軸承選用,需P5 及以上精度等級軸承。
4 對設(shè)備的改進
1)因為原有螺栓預緊力不足,操作工經(jīng)常發(fā)現(xiàn)有振紋產(chǎn)生,這樣就需要重新緊固螺栓。針對這一設(shè)備的不足,研發(fā)人員設(shè)計了“修磨接觸輥鎖定裝置”,如圖5 所示。該設(shè)計選用M24×1215 的雙頭螺柱,M24×2RH 的液壓螺母(amtec H-9405)。利用液壓螺母+雙頭螺柱替代原有螺栓,用液壓頂力替代了傳統(tǒng)的扭力螺紋鎖緊,受力壓環(huán)產(chǎn)生軸向的頂緊力,實現(xiàn)了無耗件、低維護。另外,為減少高速運轉(zhuǎn)下液壓螺母自身帶來的跳動,在距離液壓螺母約20 mm 處專門設(shè)計一個8 mm 寬凸起的小臺階,與軸承箱主軸孔緊密配合,在如此短距離下,由于液壓螺母的壓力很大,即使在高速運轉(zhuǎn)下也可以讓液壓螺母與雙頭螺柱、軸承箱處于相對靜止狀態(tài),最大限度地減少因自身重量造成的振動。此裝置使接觸輥錐面與軸承箱主軸錐面配合更緊密,穩(wěn)定性更高,解決了原先由于螺栓松動而引起的兩錐度配合軸線不共線的問題,使振動得到了有效控制。此裝置已經(jīng)在太鋼不銹冷軋廠2 號修磨機組的6 臺磨頭上安裝使用,使用后證明此裝置安全可靠,同時縮短了勞動時間,提高了產(chǎn)品質(zhì)量和成材率。此裝置已于2013 年3 月獲得專利——《修磨接觸輥鎖定裝置》(專利號:ZL201220398675.2)。

圖5 改進后的接觸輥裝置結(jié)構(gòu)
2)如圖6 所示,接觸輥的操作側(cè)有一個向下?lián)u擺的軸承支撐架。這個支撐架在修磨的過程中可以確保穩(wěn)定支撐,向下?lián)u擺用于快速更換砂帶。支撐架經(jīng)常需要拆裝,螺栓使用頻繁,使接觸輥軸承座的螺栓孔“脫扣”。針對這一問題,研發(fā)人員對軸承座端蓋進行了改造:如圖6 所示,用鑲套法對原有端蓋進行了改造,在原有端蓋M24 孔位上擴孔后攻一個M48 的內(nèi)絲。再另外加工一個內(nèi)絲為M24、外絲為M48 的高強度絲套。然后把絲套旋入端蓋,增加了絲扣的強度,加大了端蓋承受扭力,這樣端蓋螺栓就不會輕易產(chǎn)生松動,外支撐架能夠與軸承座緊密配合,減少了振動。本方案已經(jīng)在太鋼不銹鋼冷軋廠2 號修磨機組6 臺磨頭上投入使用,經(jīng)過歷時28 個月實際運行,使用情況正常良好。

圖6 軸承支撐架
3)原有擺動輥的擺動缸為單作用缸,回程靠彈簧復位。復位時擺動沖擊過大,會帶來額外的振動沖擊,并且彈簧頻繁壓縮,經(jīng)常需要更換,頻繁地造成停車,嚴重影響了機組的生產(chǎn)效率。針對這一問題,研發(fā)人員設(shè)計了“修磨機擺動輥的驅(qū)動裝置”,如圖7 所示。利用現(xiàn)有的安裝位置,制作支架和撥頭,把風缸1 安裝在擺動輥支撐座上方,利用原有風缸2推出,用風缸1 代替原有彈簧復位,實現(xiàn)純氣動控制,取消了原有的彈簧,實現(xiàn)了無耗件、低維護。另外,在兩個風缸的入口處增加了節(jié)流閥,可以方便地控制換向速度,減小了換向沖擊,降低了產(chǎn)生振動的可能。此裝置已經(jīng)在太鋼不銹冷軋廠2 號修磨機組的6 臺磨頭上安裝使用,經(jīng)過使用后驗證了此裝置安全可靠,同時能夠縮短勞動時間,明顯提高產(chǎn)品質(zhì)量和成材率。
5 結(jié)論
通過長期觀察、研究、試驗,總結(jié)出了一套查找振紋和控制振紋的方法,并把此方法推廣使用以后,經(jīng)過了實際運行效果驗證,表明該方法可靠有效,減小了振動,降低了振紋產(chǎn)生,滿足了冷軋廠2 號修磨機對拋光板生產(chǎn)的要求。主要的研究結(jié)論如下:
1)控制振紋,就是要控制設(shè)備的振動。
2)控制接觸輥的振動尤為關(guān)鍵。
3)日常維護時要注意每一個細節(jié),每一個小的問題都有可能匯集成大問題。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學物理學報(2018年4期)2018-09-14 03:40:58
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
