基于凱恩帝數(shù)控系統(tǒng)的桁架式自動(dòng)上下料系統(tǒng)設(shè)計(jì)
2024-01-04 11:53:50趙修祥
機(jī)械管理開發(fā) 2023年11期
關(guān)鍵詞:智能化
趙修祥, 張 金
(濟(jì)南四機(jī)數(shù)控機(jī)床有限公司, 山東 濟(jì)南 250000)
0 引言
隨著工業(yè)制造技術(shù)發(fā)展及智能制造概念的提出,智能化工廠對(duì)數(shù)控機(jī)床技術(shù)的發(fā)展起到了巨大的推動(dòng)作用,數(shù)控機(jī)床智能化的應(yīng)用已成為智能化工廠的主流,在這樣智能化大環(huán)境的背景下,該項(xiàng)目基于KND 1000TF1i 數(shù)控系統(tǒng)“MJK1312×250 經(jīng)濟(jì)型數(shù)控外圓磨床”為應(yīng)用對(duì)象,利用該項(xiàng)目的伺服運(yùn)動(dòng)開發(fā)系統(tǒng)、數(shù)控系統(tǒng)、桁架式機(jī)械手自動(dòng)上下料機(jī)構(gòu)等設(shè)備的硬件和軟件資源,結(jié)合伺服運(yùn)動(dòng)的優(yōu)化控制工程,KND 1000TF1i 數(shù)控系統(tǒng)伺服通信和系統(tǒng)參數(shù)的設(shè)置,數(shù)控磨床和桁架自動(dòng)上下料機(jī)構(gòu)一起構(gòu)成整個(gè)智能自動(dòng)化生產(chǎn)線,實(shí)現(xiàn)自動(dòng)取料、尾架自動(dòng)頂緊、自動(dòng)磨削工件、自動(dòng)放料,不需要工人重復(fù)操作生產(chǎn)的單機(jī)自動(dòng)化磨削生產(chǎn)線,以節(jié)約用人成本,提高產(chǎn)品附加值[1]。
KND 1000TF1i 數(shù)控系統(tǒng)使用KSSB 伺服總線,配置SD310 進(jìn)給伺服,可適合直切床身磨床等多種機(jī)型;主要應(yīng)用于磨削軸類零件,特別是在精加工領(lǐng)域,成本低可靠性高等優(yōu)點(diǎn)。桁架部分中KPC200 除控制桁架移動(dòng)外,還要負(fù)責(zé)料盤運(yùn)動(dòng),自動(dòng)運(yùn)行中流程控制,是自動(dòng)上下料的控制核心;KPT200 是配套的手持式示教器,可自定義桁架示意圖,點(diǎn)位注釋,動(dòng)態(tài)顯示桁架點(diǎn)位等。單機(jī)自動(dòng)上下料整體結(jié)構(gòu)作為普通磨床及其他機(jī)型數(shù)控機(jī)床越來越受到機(jī)床生產(chǎn)商和零部件制造商的重視,整個(gè)智能化工業(yè)能力得到了進(jìn)一步的發(fā)展;該智能化單機(jī)生產(chǎn)線實(shí)際上是基于數(shù)控機(jī)床中最典型的創(chuàng)新和研發(fā),對(duì)零件定位精度、傳動(dòng)效率高的要求進(jìn)行了技術(shù)研發(fā),集通信、氣動(dòng)、傳感器檢測(cè)、機(jī)械結(jié)構(gòu)、數(shù)控功能于一體,將桁架與數(shù)控磨床的功能有效結(jié)合,降低了工人的勞動(dòng)強(qiáng)度,由于取料、卸料的緊密結(jié)合和零件的自動(dòng)加工,大大提高了工作效率,具有非常大的推廣利用價(jià)值。
1 單機(jī)桁架機(jī)械手系統(tǒng)的組成及機(jī)械結(jié)構(gòu)設(shè)計(jì)
單機(jī)桁架機(jī)械手系統(tǒng)主要由數(shù)控系統(tǒng)、外圓磨床主機(jī)、兩軸桁架機(jī)械手自動(dòng)送料機(jī)構(gòu)、桁架控制系統(tǒng)等輔助部件組成,其布局如圖1 所示。
1.1 數(shù)控系統(tǒng)
數(shù)控系統(tǒng)由KND 1000TF1i 數(shù)控系統(tǒng)、SD310 交流伺服驅(qū)動(dòng)器、頭架主軸伺服驅(qū)動(dòng)器、遠(yuǎn)程I/O 單元模塊、伺服電機(jī)和頭架主軸電機(jī)等組成,其中KND 1000TF1i 數(shù)控系統(tǒng)主要用于工件磨削和系統(tǒng)參數(shù)調(diào)試。
1.2 外圓磨床主機(jī)
主要由MJK1312×250 型外圓磨床床身、上工作臺(tái)、下工作臺(tái)、滑鞍、動(dòng)靜壓砂輪箱、頭架、尾架、液壓油箱、靜壓油箱、水箱和封閉罩等各個(gè)部件組成[2]。
1.3 兩軸桁架機(jī)械手自動(dòng)送料機(jī)構(gòu)
主要由2 個(gè)氣缸(分別是上料臂氣缸和下料臂氣缸),2 個(gè)氣缸帶動(dòng)夾爪(分別是取料爪氣缸和下料爪氣缸)和一個(gè)擺料架組成。其中上下料氣缸帶氣動(dòng)料爪是由桁架軸X 軸交流伺服電機(jī)經(jīng)減速器減速后驅(qū)動(dòng)在水平方向運(yùn)動(dòng)的,由2 個(gè)氣缸分別控制上下料臂上升或下降,另外2 個(gè)氣缸分別控制取放料爪夾緊或松開;擺料架可最多放32 個(gè)未加工零件,由料倉Y軸交流電機(jī)驅(qū)動(dòng),擺料位上安裝可拆卸的活動(dòng)放料板,遇到不同長度的零件可以自由排列,當(dāng)桁架走到未加工零件位置時(shí),上料臂氣缸下來抓取毛胚零件放置在磨床2 個(gè)頂尖的中心位置后尾架頂緊;磨削加工完成后的合格零件由下料臂氣缸下來抓取后放置在卸料傳送帶上。上下料系統(tǒng)的輔助部件主要由氣壓檢測(cè)繼電器、磁環(huán)傳感器、氣泵、電磁閥、氣管及連接線等組成,上下料氣缸配有帶磁環(huán)傳感器,可輕松調(diào)整氣缸到位檢測(cè)位置[3]。起到安全保護(hù)作用;取放料爪采用V 型結(jié)構(gòu),為了實(shí)現(xiàn)夾緊工件能更牢靠,夾爪頭部采用齒型連接能更方便的調(diào)節(jié)夾爪間隙;這種方案主要用于夾緊圓柱形零件,使用這種結(jié)構(gòu),可以實(shí)現(xiàn)工件的快速定位和夾緊,以適應(yīng)不同直徑的零件,避免零件松動(dòng);同時(shí)采用節(jié)流閥控制上下料臂氣缸的速度,調(diào)節(jié)上下料節(jié)拍,提高生產(chǎn)效率,機(jī)械手送料機(jī)構(gòu)的結(jié)構(gòu)示意圖見圖2。
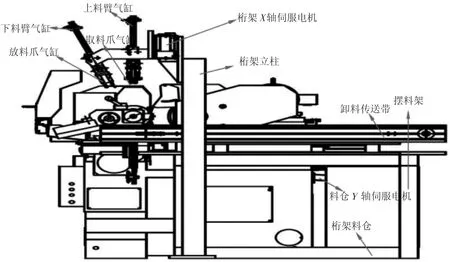
圖2 機(jī)械手送料機(jī)構(gòu)示意圖
1.4 桁架控制系統(tǒng)(觸摸屏)
包括KPT200 觸摸屏、KPC200 控制器、交流伺服驅(qū)動(dòng)器、伺服電機(jī)等電氣元件組成,其中KPT200 觸摸屏主要用于設(shè)置兩軸桁架的系統(tǒng)參數(shù)和動(dòng)作指令以及運(yùn)動(dòng)速度和方向控制等。
2 基于數(shù)控系統(tǒng)的桁架機(jī)械手與磨床聯(lián)機(jī)程序的設(shè)計(jì)
通過KND 系統(tǒng)的位置開關(guān)來確認(rèn)機(jī)床位置是否在上下料安全位;當(dāng)機(jī)床位置在安全位置后,利用系統(tǒng)變量判定機(jī)床聯(lián)機(jī)按鈕是否按下;當(dāng)安全位置確認(rèn),桁架聯(lián)機(jī)開啟后,夾具反轉(zhuǎn)打開工件,利用M 指令來給桁架發(fā)換件請(qǐng)求信息,桁架接收到信息后會(huì)到機(jī)床側(cè)換料,換料完成后會(huì)給機(jī)床換件完成信號(hào),機(jī)床接收到完成信號(hào)后會(huì)啟動(dòng)磨削程序,磨削完成后會(huì)再次判定是否聯(lián)機(jī),如果沒聯(lián)機(jī)程序直接結(jié)束,如果聯(lián)機(jī)會(huì)調(diào)到開頭判斷一下安全位置,周而復(fù)始,數(shù)控系統(tǒng)的桁架機(jī)械手與磨床聯(lián)機(jī)程序的流程圖見圖3。
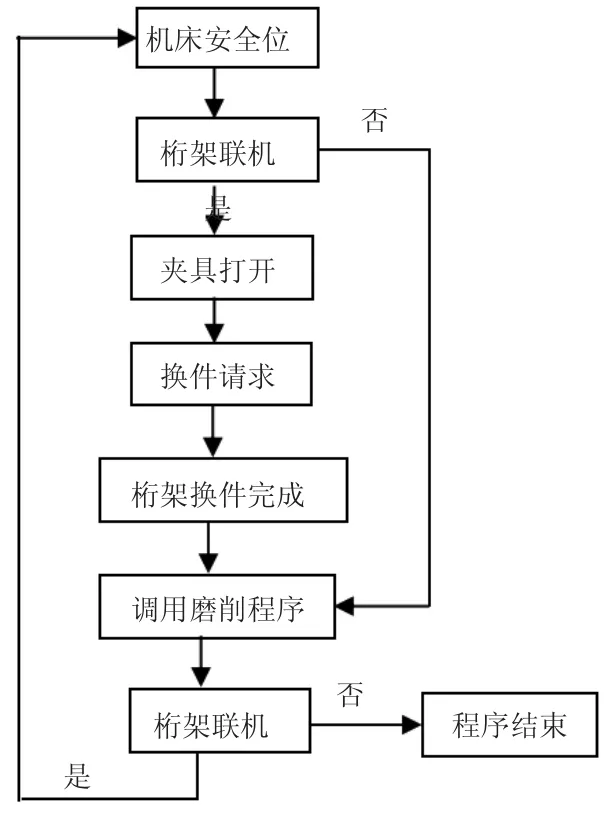
圖3 數(shù)控系統(tǒng)的桁架機(jī)械手與磨床聯(lián)機(jī)程序的流程圖
3 結(jié)語
在自動(dòng)化設(shè)計(jì)中,基于KND 1000TF1i 總線數(shù)控系統(tǒng)的磨床單機(jī)自動(dòng)化,不僅調(diào)試簡(jiǎn)潔與方便,而且價(jià)格便宜;適用于很多中小企業(yè)單機(jī)自動(dòng)化的生產(chǎn)車間,該型式的磨床自動(dòng)化的開發(fā)已經(jīng)在電機(jī)、汽配、晶體、五金等行業(yè)得到廣泛應(yīng)用,并取得了很好的效果,得到終端用戶的高度認(rèn)可;在不久的將來會(huì)成為各種機(jī)加工行業(yè)的首選,具有廣闊的推廣應(yīng)用前景。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發(fā)展導(dǎo)向(2021年13期)2021-07-28 07:14:34
建材發(fā)展導(dǎo)向(2021年10期)2021-07-16 07:13:24
印刷工業(yè)(2020年4期)2020-10-27 02:46:02
印刷工業(yè)(2020年4期)2020-10-27 02:45:52
中國儲(chǔ)運(yùn)(2019年5期)2019-05-15 09:37:40
能源(2018年10期)2018-12-08 08:02:52
汽車觀察(2018年10期)2018-11-06 07:05:08
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國公路(2017年12期)2017-02-06 03:07:25
