基于ANSYS Workbench的鈦制管子管板焊接工藝參數探究
2024-01-03 11:50:26李凌郭瀟瀟忻紅波虞世君葉志高
山東化工 2023年21期
李凌,郭瀟瀟,忻紅波,虞世君,葉志高
(鎮海石化建安工程股份有限公司,浙江 寧波 315200)
常減壓蒸餾是煉油化工裝置中第一道工序,由于原油質量下降,作為常減壓蒸餾裝置中的原油-常頂油氣重要設備的換熱器,也面臨著更為惡劣的工況[1]。換熱器最主要的失效形式為管子與管板的連接失效,換熱管與管板接頭也是換熱器腐蝕泄露最嚴重的部位,這是換熱管與管板接頭處結構連接形式以及復雜的應用環境導致的。本次論文即來源于國內某常減壓蒸餾裝置中的換熱器由于工況惡劣,經常性發生管子管口泄漏及管板應力腐蝕開裂的問題,為提高設備使用周期,換熱器管子管板均更換為TA2材質[2],為了從制造階段提高管子管口質量,降低泄漏風險,本文擬運用CAE仿真分析結合實驗分析手段對目前合理的焊接工藝進行優化,通過探究出最優焊接工藝參數,指導實際生產,進而提高產品質量[3]。
通過前人經驗及本文試驗性研究[4],發現焊接工藝參數中的電流無論是對焊后殘余應力或是接頭強度都有較大的影響,因此本文擬將目前合理的焊接工藝中的電流參數細化為三種,通過ANSYS Workbench仿真分析軟件模擬三種工藝參數下鈦制管子管板焊后殘余應力及變形情況,再通過試驗手段對不同焊接工藝參數下的試樣進行機械性能分析和金相分析,結合模擬結果進行驗證進而得出結論[5]。
1 有限元分析
本文使用SolidWorks三維建模軟件進行建模,建模完成后將模型導入ANSYS Workbench進行網格劃分及仿真分析得到管子管板焊后殘余應力分布情況[6]。
1.1 有限元模型建立及網格劃分
根據實際生產情況,取模型管板厚度δ=20 mm,換熱管規格φ25 mm×1.5 mm,同時考慮到本次用于模擬的硬件能力有限,建立完整的管子管板模型分析不切實際,因此本文有限元模型是依據實際鈦管板厚度、材質、布管形式等,建立單一管口模型,模型選取直徑φ55 mm,確保熱影響母材等在分析區域內,模型繪制如圖1所示。

圖1 三維模型
將模型導入ANSYS Workbench軟件進行網格劃分,單元格尺寸確定為1 mm,單元格類型選擇20節點六面體單元。應該注意的是,網格的精度、密度決定了模擬分析結果的準確性,也決定著計算效率和計算成本,本文借鑒前人的經驗,在網格劃分過程中,進行反證驗證計算,通過網格無關性驗證,最終確定網格的劃分尺寸及單元格類型[7]。網格劃分如圖2所示。

圖2 網格劃分圖
1.2 熱源模型及邊界條件設置
本次熱源模型選用高斯表面熱源,實際試焊時采用脈沖氬弧焊,根據預制件取樣測定熔深、熔寬等數據后,設定熱源模型[8]。工藝參數劃分見表1。

表1 焊接工藝參數
在焊接模擬過程中,邊界條件是極為重要的,邊界條件的合理與否決定了模擬結果能否真實反映實際焊接情況[9]。為確保試驗結果準確性,在熱傳導邊界條件上,將模型與空氣接觸的面施加10 W/(m2·K)的對流換熱系數,在側向整個環面施加20 W/(m2·K)的對流換熱系數,模擬鈦材之間的熱量傳遞。在約束方面,模擬采用單管口模擬,相當于從整個管板中切割出受力分析模型,因此在模型柱坐標“切割面”上施加Y方向的位移約束,同理在模型底面施加X、Z方向的位移約束,模擬切割件與管板主體連接時的受力情況。
1.3 材料參數設定
焊接仿真分析結果的準確性同樣依賴于準確的材料性能參數,本次模擬使用的是TA2材質,且焊接仿真是熱固耦合的一個分析過程,因此材料性能參數隨溫度變化是同樣重要的,本文經過資料查閱,其抗拉強度約為500 MPa,屈服強度約為520 MPa,泊松比0.33,其隨溫度變化的材料參數,包括比熱容、彈性模量、導熱系數及線膨脹系數,見圖3。

圖3 材料參數隨溫度變化曲線
1.4 模擬結果及數據分析
焊接是一個對焊件局部迅速加熱繼而逐漸冷卻的過程。在實際焊接過程中,焊件各個部位的溫度不一,不均勻溫度分布導致不均勻變形,焊件內部靠近焊縫部分變形較大,而遠離焊縫部位變形較小,從而在焊件內部產生了焊接殘余應力[10]。焊接殘余應力的危害有很多,但主要體現在對構件變形的影響、對受壓焊接穩定性的影響、對結構剛度的影響、對疲勞強度的影響。本文在軟件中設定好焊接相關參數、邊界條件及熱源參數后,進行熱固耦合分析,本文焊接殘余應力場云圖是通過以溫度場作為溫度載荷,進行熱-固耦合分析得到的[11],其依據是第四強度理論(Von Mises),焊后殘余應力分布見圖4。

圖4 焊后殘余應力分布圖
分析焊后殘余應力云圖,隨著焊接電流的增大,焊后殘余應力最大值也越大,環焊縫引起的焊接區域應力分布具有局部性特點,具有較高的應力值區域集中在焊縫及焊縫周圍區域。焊縫及焊縫周圍較大的集中應力分布是焊縫及熱影響區是管板出現裂紋重災區的主要原因,因此考察不同焊接工藝參數這一區域下的應力分布特征是具有一定意義的[12]。同時考慮到起焊處會受到更多的焊接熱循環,為進一步分析焊縫及熱影響區的應力分布情況,本文通過結果后處理在起焊處提取圖5所示的路徑R1、R2的節點及其殘余應力值。

圖5 路徑R二維示意圖
將提取出來的結果,利用origin制圖軟件繪制成圖6所示的節點應力曲線。
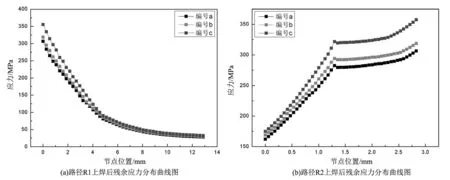
圖6 路徑R上等效應力分布曲線圖
通過觀察曲線圖,可以發現:1)分析路徑R1上焊后殘余應力分布情況,三種工藝參數沿著管橋方向分布情況基本一致,逐漸減小,在焊縫與管板相接位置殘余應力最大;2)編號a、b的焊接工藝參數最大殘余應力值基本相同,約320 MPa左右,編號c最大殘余應力約為374 MPa,明顯上升;3)分析路徑R2上焊后殘余應力分布情況,沿著焊縫方向,焊后殘余應力分布趨勢相同都逐漸減小,但在距離管子管板相接位置處約1.5 mm位置處出現一個短暫的波峰,考慮本次模擬焊縫為兩道,第一道焊縫應力沿管橋方向未完全釋放時,第二道焊縫的加載使得應力出現短暫值上升,這與實際情況是吻合的,焊縫上層級熱影響區域的焊后殘余應力較大,可以間接驗證實際生產中應力腐蝕開裂主要集中在這一區域中。通過對編號a、b、c三組工藝進行橫向比較,可以發現編號c的焊后殘余應力明顯高于編號a、b,因此就焊縫應力分布結果來看,當焊接電流過大超過某一范圍時,焊后應力會極具增大。
2 試驗分析
通過有限元仿真分析以及焊后殘余應力的分析,可以得出編號a、b焊接工藝參數更優,為進一步確定編號a、b工藝參數的優良,本文通過制備焊接試樣,驗證試樣的機械性能,同時對金相組織進行分析。試樣預制如圖7所示。其中分別以編號a、b、c焊接工藝進行常規布孔焊接4個管孔,同時制備2件拉伸試件。

圖7 焊后實物圖
2.1 拉脫力試驗
拉脫試件依據GB/T 228進行拉脫試驗,測定抗拉強度Rm及Rp0.2(0.2%非比例延伸強度),試驗結果見表2。

表2 拉脫試驗(試驗標準:GB/T 228)
通過拉脫力試驗結果可以發現,編號b的焊接工藝參數下的試樣抗拉強度及0.2%非比例延伸強度要優于編號a及編號c。
2.2 金相檢測
對檢測完畢后的管板進行線切割,在適當位置切取金相試樣,試樣的切取應完整保留焊縫,以便對焊縫的金相組織進行進一步的分析。取樣是通過切割,在較大的材料或結構件上取下所選擇的樣品,目前切割的方法主要有砂輪片切割、刃具切割、電火花切割、激光切割、火焰切割等,本文選取線切割的方式從管板接頭上切取金相試樣。
鈦及鈦合金的金相制備與一般金相試樣的研磨方法不同,用普通的方法研磨后的金相試樣表面暗淡無光,也無法進行拋光[13]。結合前人經驗,本文采用機械研磨加化拋光的方法,利用800#-2000#砂紙、金剛石研磨膏、氧化鋁拋光劑、絲絨拋光布以及一種化學溶液,其中溶液為V(HF)∶V(HNO3)∶V(乳酸)=1∶1∶3。第一步,使用浸水砂紙將試樣從800#-2000#進行打磨,注意打磨過程中需要保持砂紙始終處于潤濕狀態;第二步,利用金剛石研磨膏(顆粒度為2.0 mm)及金相研磨機進行粗拋光后再使用氧化鋁拋光機進行精拋光;第三步,用化學溶液擦拭試樣表面幾秒,再利用顆粒度為1 mm和帶有絲絨拋光布的研磨機將試樣拋光至有光澤的鏡面。若經過上述第一步,已得到較為光滑的金屬表面,可略去第二步,直接進行第三步驟即可。侵蝕液的選取依據《金屬材料金相圖譜》選擇溶液V(HF)∶V(HNO3)∶V(H2O)=1∶12∶50,侵蝕時間為20~30 s,侵蝕完畢后應立即用酒精擦拭并進行風干。
按上述操作方法制備完成后,采用LEICA金相顯微鏡對侵蝕好的試樣進行金相觀察得到圖8~10所示的金相組織圖。
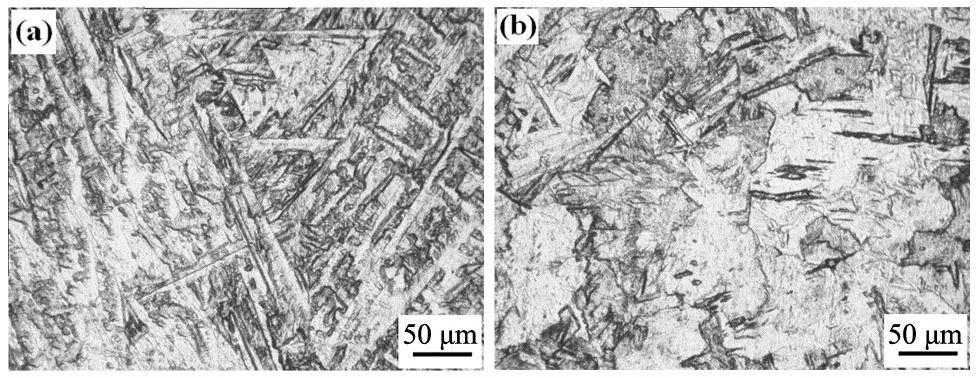
(a)焊縫;(b)熱影響區

(a)焊縫;(b)熱影響區

(a)焊縫;(b)熱影響區
通過對金相組合圖進行分析可以發現,編號a、b、c焊接工藝參數下金相組織成份基本相同,焊縫組織主要有α′相(六方馬氏體)、少量片狀α組織及針狀α[14];其次,發現電流越大,熱輸出越大,而鈦的導熱系數小,高溫停留時間長,焊縫及熱影響區組織明顯粗化,馬氏體組織增多、增大,這對接頭質量顯然是有影響的,適當增大電流可以增加焊縫中的這種針狀馬氏體α′,通過觀察編號a、b焊縫金相組織圖可以發現,后者焊縫金相圖中針狀馬氏體α′數量較多,且較為粗壯,分布狀態以多向針或呈籃網狀,這在一定程度上提高了焊接接頭的強度。當電流進一步增大后,觀察編號c焊縫金相組織圖,可以發現針狀α′馬氏體組織繼續長大,成為板條狀,這種粗大的組織反而會降低接頭的強度及塑性。金相組織圖的分析結果也在一定程度上印證拉脫試驗結果。因此就金相組織圖觀察結果而言,編號b的焊接工藝參數要優于編號a、c。
3 結論
本文通過運用模擬與試驗相結合的方法,研究了平接接頭形式下合理的焊接工藝范圍內更優的工藝參數并得出以下結論:
1)在本文所描述的接頭形式、規格參數等條件下的TA2管子管板,使用上述編號b代表的焊接工藝參數可以得到更優異的焊接質量,不但有效降低焊縫及管橋上的焊后殘余應力,同時能提高焊接接頭強度。
2)利用CAE仿真分析手段對管子管板焊后殘余應力進行分析提高了驗證效率,降低了試驗難度,為后續相關工藝性探究提供了一定借鑒依據。
3)文中對于焊接殘余應力的數值模擬結果,由于受到計算機CPU處理數據能力的限制,不能處理復雜的網格結構,因此對模型進行簡化處理,只模擬了單個管頭的模型,若是可以按照排列形式模擬1/4管板,模擬結果將會更加具有說服力。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24