陶瓷壓磚機的壓力閉環控制研究
2024-01-03 07:29:48蘇龍保楊金輝周恩杰
佛山陶瓷 2023年12期
關鍵詞:生產
蘇龍保,楊金輝,周恩杰
(佛山市恒力泰機械有限公司,佛山 528000)
1 前言
陶瓷壓磚機是以液壓驅動部件進行壓制粉料成型的設備,在使用過程中,粉料的成型壓力是產品質量的關鍵因素。因此對陶瓷壓磚機的成型壓力控制也是設備性能的關鍵指標。也是生產產品的關鍵之一,壓力的穩定性對產品的成型以及質量穩定起到決定性的作用。低壓壓力決定了產品的分層與否,最終成型壓力穩定決定了磚坯厚度尺寸的穩定性。當前市場磚坯規格尺寸越做越大,對壓力的控制要求越來越高,一點點的不穩定直接導致磚坯的質量出現問題。所以在實際生產過程中,對人員的要求也是極高,而且需要頻繁檢測粉料的情況以防造成壓力波動引起磚坯質量問題。針對此種情況,需要研究一種新型的壓力控制方法,以便降低生產人員的要求以及工作強度。
2 當前壓力控制方法
當前陶瓷壓磚機有普通插裝閥控制與比例閥控制,普通插裝閥控制壓力普遍用于小機型以及對產品質量要求不高的場合,大部分場合均需要比例閥控制,以完成更精準的壓力控制要求,以達到高質量的產品。
本文主要針對比例閥控制壓力的場合進行研究。常規的比例閥控制均是到達壓力即開始關閉比例閥,此種控制簡單明了。如圖1 所示:開始加壓時,按照設定開度給到比例閥;當達到設定壓力P1 時,開始給定比例閥0的指令讓比例閥關閉;當比例閥完全關閉時,壓力上升到P2,至此一個加壓過程完成。整個控制過程簡單明了,是最為簡單的一種壓力控制,但是此種壓力控制存在很多不確定因素:比例閥完全關閉后的最終成型壓力P2跟需要的成型壓力P1 可能存在較大差距,對磚坯的影響比較大,特別是第一次加壓過程。隨著比例閥開度的給定越大,最終比例閥完全關閉后上升增加的壓力會越多,跟實際需求的壓力偏差會越大,完全靠人為去判斷及預估。此種控制最終的壓力偏差完全超過了薄磚能承受的壓力波動,磚坯質量很難達標。
圖1 濕法水玻璃濾渣生產零水偏硅酸鈉工藝流程圖
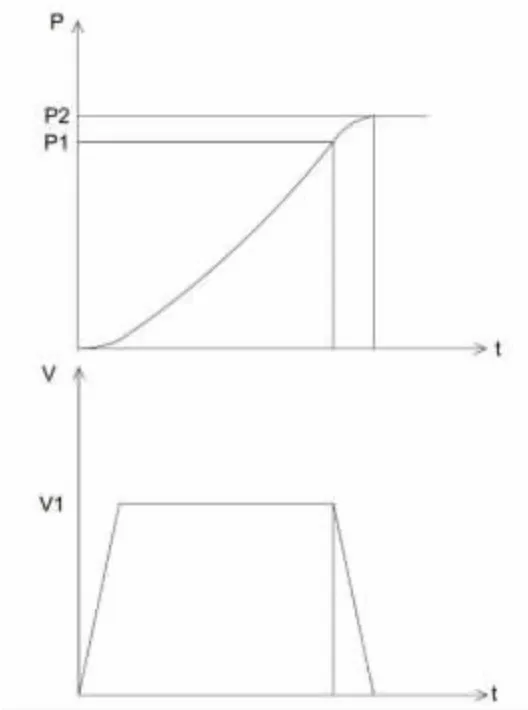
圖1 壓力控制模型1
3 壓力閉環控制方法
要想最終達到精準的目標壓力,必不可少的需要進行過程控制,因為在整個控制回路中很多因素會影響壓力的變化,比如管道的長短、供油壓力的波動、比例閥的閥芯磨損、其他閥的泄露等。以下著重介紹一種閉環控制方法,如圖2 框圖所示,根據目標壓力P 以及設定的比例閥開口度V 通過算法計算出預控系數K,當開始加壓時,直接給定比例閥開度V,當實時壓力達到K*P 時,則開始切入PID 控制,進一步精準控制.
圖2 濕法水玻璃濾渣生產零水偏硅酸鈉設備相對位置示意圖
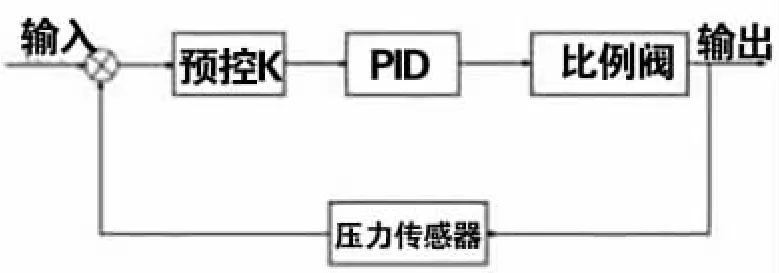
圖2 壓力閉環控制框圖
此種控制模式,增加一個預控K,保證加壓開始時能盡量多的往油缸里充油,節省時間,待達到一定壓力切入PID 閉環控制進行控制最終的目標壓力。避免直接使用PID 控制在剛開始加壓時耗費很多時間進行油缸充油,影響整機性能。
PID 控制模塊如下:
e(k):目標壓力與實時壓力的差值
比例環節:根據壓力偏差,成比例產生控制信號
積分環節:對過程誤差進行累積
微分環節:消除靜態誤差
進入PID 控制模式,相當于控制壓力增長的一個減速過程,在此過程需要合適的PID 參數,保證最終壓力的準確以及消耗時間最少。同時在連續運行過程中需要加入參數自適應,防止出現粉料波動等情況導致加壓時間加長,影響設備的生產效率。
4 壓力閉環控制試驗測試
在現場進行了大量的試驗,來驗證以及完善過程PID 控制參數的優化。根據設定壓力、給定閥開度,確定合適的PID 參數,同時在連續運行過程中再進行在線識別并修正參數,達到壓力控制更精準、時間更少。控制效果如圖3 所示。此種控制模式,能夠有效解決當前大規格磚坯壓制過程中的壓力不穩定導致的分層、尺寸波動大等問題。進一步提升的產品質量,從而提高了生產設備的性能。
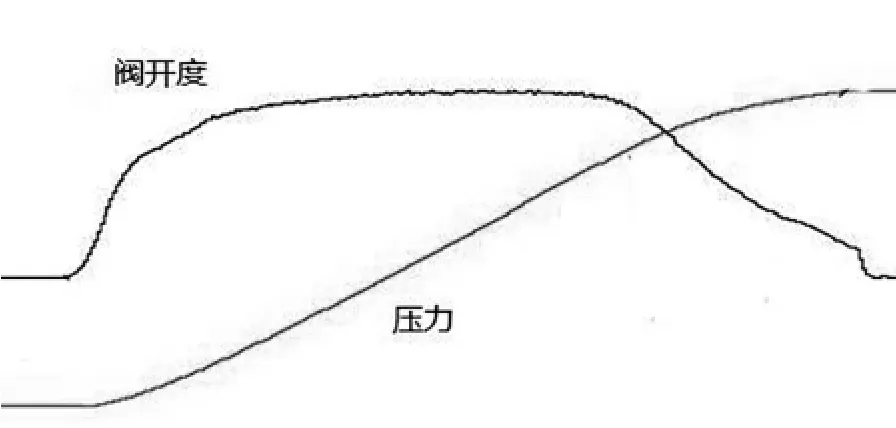
圖3 壓力閉環控制曲線
5 壓力閉環控制的推廣應用
通過實際現場試驗以及連續生產驗證了壓力閉環控制是可行的,并且得到了顯著的效果。結合高速運算能力的控制器,其控制效果更加優異,目前此種壓力閉環控制方法已經應用到恒力泰的配備比例閥壓力控制的壓機,進一步降低了客戶的使用要求,提高客戶的產品生產效率和產品質量。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16