IR90全液壓鐵鉆工夾持定位精度及其影響因素
2024-01-01 00:00:00李昊軒王清巖鐘蔚嶺盛潔李苓豪金贈伍
吉林大學學報(地球科學版) 2024年4期



摘要:鐵鉆工為先進的鉆井輔助作業設備,但國內鐵鉆工在自動化程度、夾持定位精度和工作平穩性方面有較多不足。為了解決此問題,本文設計了一種新型的鐵鉆工結構及其液壓控制系統。首先通過機液聯合仿真分析,研究了鐵鉆工上卸扣過程中鉆桿軸線的偏移角度和徑向力變化;然后在此基礎上對鐵鉆工的控制系統進行優化,采用同步分流馬達和PID(比例積分微分)控制,進一步分析液壓缸增加輸入流量對固定鉗和動鉗的液壓缸同步性能、夾持定位精度及接頭螺紋徑向力的影響。結果表明:采用PID控制時比同步分流馬達夾持效果更好,當單個液壓缸輸入流量為18 L/min時,固定鉗夾緊鉆桿時鉆桿軸線繞x、y軸偏角能控制在0.10°和0.06°以內,響應速度在6.8 s左右,上下鉆桿重心沿x和y軸方向的距離可以分別控制在1.93和2.85 mm之內,保證了固定鉗和動鉗的夾持定位精度以及動作快速性和穩定性。接頭螺紋徑向力曲線也表明了鐵鉆工沖扣時鉆桿接頭間產生的不平衡徑向力(17.2 kN)遠大于旋扣時(641.0 N),更易導致鉆頭磨損。
關鍵詞:鐵鉆工;定位精度;機液聯合仿真分析;不平衡徑向力;鉆井
doi:10.13278/j.cnki.jjuese.20220333
中圖分類號:P634.9
文獻標志碼:A
Supported by the National Deep Exploration Technology and Experimental Research Project (SinoProbe0905)
IR90 Full Hydraulic Iron Roughneck Clamping Positioning Accuracy and Its Influencing Factors
Li Haoxuan1, Wang Qingyan" Zhong Weiling1, Sheng Jie1, Li Linghao1, Jin Zengwu1
1. College of Construction Engineering, Jilin University, Changchun 130026, China
2. Key Laboratory of Complicated Conditions Drilling Technology (Jilin University), Ministry of Land and Resources, "Changchun 130026, China
Abstract:
Iron roughneck is advanced drilling auxiliary operation equipment, and domestic iron roughnecks have many shortcomings in automation degree, clamping positioning accuracy and work smoothness. In order to solve the problem,a new type of iron roughneck structure and its hydraulic control system are designed in this paper. Firstly, through the machine-hydraulic co-simulation analysis, the axis deviation angle and radial force change of the drill pipes during the makeup and breakout process of the iron roughneck were studied. Then, the control system of the iron roughneck is optimized on this basis, and the synchronous motor and PID (proportional integral differential) control are used to further analyze the influence of increasing hydraulic cylinders input flow rate on the synchronous performance of the hydraulic cylinders, clamping positioning accuracy and radial force of the joint thread of the fixed plier and moving plier. The results show that PID control has better clamping effect than synchronous motor. When the input flow rate of a single hydraulic cylinder is 18 L/min, the x and y axial deviation angles of the drill pipe can be controlled within 0.10°and 0.06°when clamped with fixed plier, and the response speed is about 6.8 seconds. The distance between the center of gravity of the upper and lower drill pipes along the x and y axis directions can be respectively controlled within 1.93 and 2.85 mm, which ensures the clamping positioning accuracy, rapidity and stability of the fixed plier and the moving plier. The radial force curve of the joint thread also indicates that the unbalanced radial force between the drill pipe joints during the iron roughnecks punching (17.2 kN) is much greater than that of the spinning (641.0 N), which is more likely to cause the drill bit to wear.
Key words:" iron roughneck; positioning accuracy; machine-hydraulic co-simulation analysis; unbalanced radial force;drilling
0 引言
隨著鉆井設備自動化水平的不斷提高,在深井鉆探作業中使用的自動化裝備也越來越多。鐵鉆工作為先進的鉆井輔助作業設備,代替了傳統的液壓大鉗,主要用于對鉆桿和套管進行旋扣、上緊扣、沖扣和卸扣等動作。其使用極大地降低了工作強度,提高了施工安全性和工作效率。國內關于鐵鉆工的研究才剛剛起步,相較于國外較先進的產品,國內鐵鉆工在自動化程度、夾持定位精度和工作平穩性方面仍有較大差距,其不足之處包括:本身的自動化、集成化程度較低;夾持速度慢、效率低;由于液壓缸存在同步誤差導致夾持定位精度低,在擰卸過程中鉆桿接頭螺紋因承受較大徑向偏載易產生磨損,需要進行多次人工微調;旋扣時偏扣、旋扣不到位等[17]。現有的鐵鉆工無法滿足日益增長的施工需求,應進一步開發適用性廣、定位精度高的產品。
本文擬開發一種新型的鐵鉆工結構及其液壓控制系統。
首先需要對全液壓鐵鉆工進行結構優化,保證其結構緊湊,以能夠很好地適應空間局限的鉆井平臺,提高空間使用率;然后進一步針對鐵鉆工的夾持定位精度進行分析,對液壓控制系統進行優化,提高夾持定位精度,確保同步完成不同點位的鉆桿及套管上卸扣,以期開發產品可更好地適應深井作業的需求。
1 全液壓鐵鉆工設計
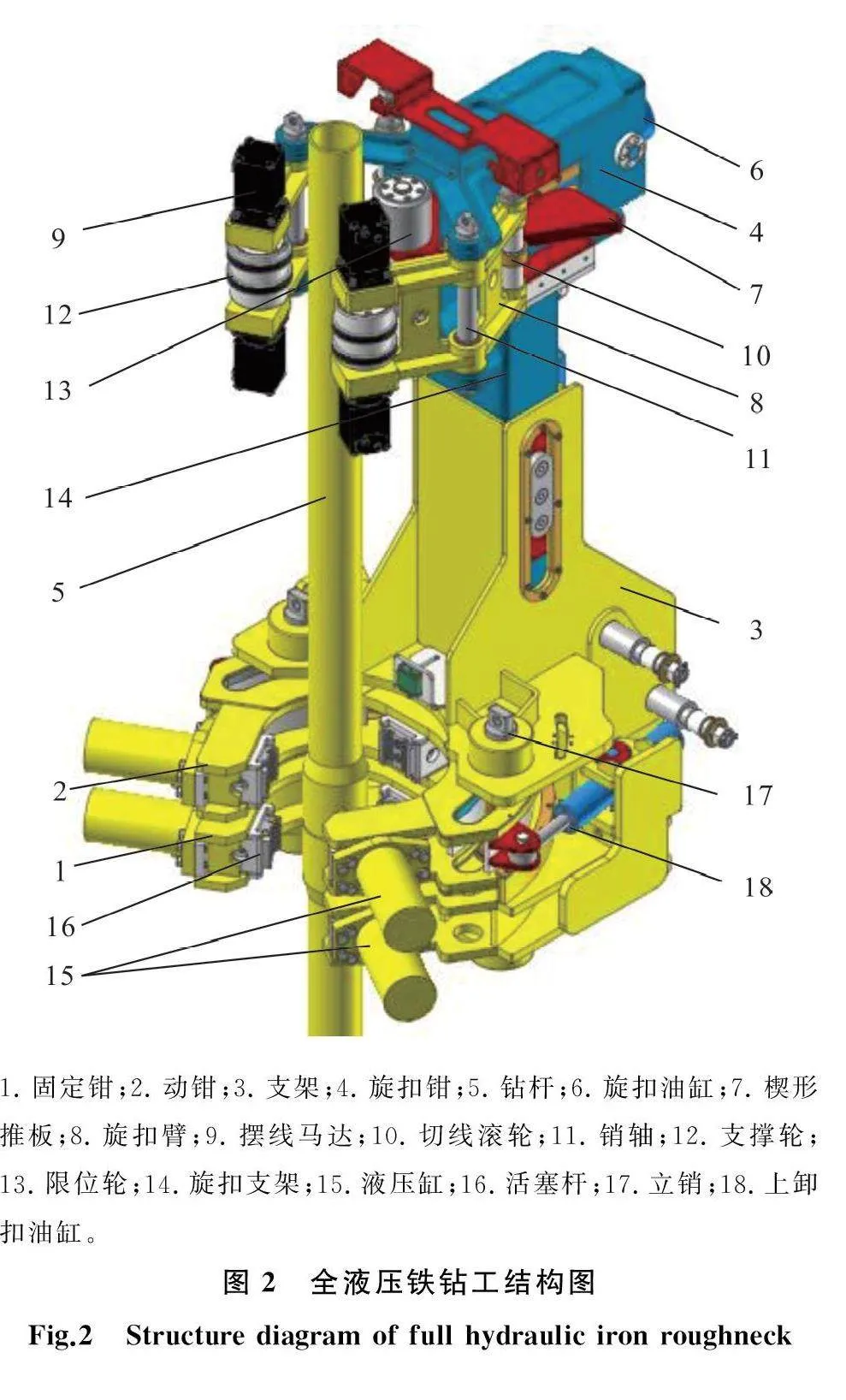
全液壓鐵鉆工實物如圖1所示。全液壓鐵鉆工結構如圖2所示。鐵鉆工由固定鉗、動鉗、支架和旋扣鉗組成。
固定鉗和動鉗均包含沿固定鉗和動鉗夾緊中心呈120°分布的三只液壓缸,活塞桿前端安裝有夾塊。固定鉗通過螺栓連接固定,固定鉗與支架的立銷進行孔軸配合。動鉗上有設計好的弧形槽,弧形槽與支架的立銷配合,使動鉗可以沿固定路線進行旋轉。動鉗和固定鉗之間安裝有浮動裝置,
使動鉗可以上下浮動,以補償鐵鉆工上卸扣時鉆桿接頭螺紋旋入旋出所產生的軸向位移。上卸扣油缸通過螺紋連接固定在固定鉗上,油缸桿通過孔軸連接與動鉗進行配合,從而驅動上卸扣油缸進行上卸扣動作。固定鉗和動鉗統稱為主鉗。旋扣鉗采用滾輪結構和曲面斜楔式結構,滾輪結構保留了鉆具的旋轉自由度,曲面斜楔結構提高了夾持鉆桿的平穩性。固定鉗和動鉗均采用三點對中式結構,相對于兩點式鉗體,三點對中式結構更適用于大轉矩工作。
旋扣鉗由旋扣油缸、楔形推板、旋扣臂、擺線馬達、切線滾輪、支撐輪和限位輪組成,旋扣鉗夾緊鉆桿后可以對鉆桿進行上卸扣動作。旋扣鉗夾持鉆桿時,液壓缸活塞桿伸出,先帶動楔形推板伸出,旋扣臂通過后端切線滾輪與楔形推板的接觸繞銷軸轉動,再通過旋扣臂前端的支撐輪和楔形推板上的限位輪夾緊鉆桿。旋扣鉗與支架間安裝有浮動油缸,使旋扣鉗在進行上卸扣動作時可以進行浮動,以補償上卸扣時鉆桿接頭螺紋旋入旋出所產生的軸向位移。上卸扣動作通過旋扣臂前端的擺線馬達帶動支撐輪旋轉實現。結束工作后,旋扣鉗通過夾持臂后端的碟簧進行復位。旋扣鉗可以沿旋扣支架上的導軌前后浮動,旋扣鉗夾持鉆桿時便于鉆桿與井口對中。
全液壓鐵鉆工工作原理為:上扣時,固定鉗夾緊下部鉆桿,旋扣鉗夾緊上部鉆桿進行對中,擺線馬達帶動夾持臂前端滾輪旋轉,驅動鉆桿進行旋扣;鉆桿旋合完成后,動鉗夾持鉆桿,旋扣鉗松開,通過上卸扣油缸帶動進行上緊扣動作。卸扣時,首先固定鉗夾緊下部鉆桿,動鉗夾緊上部鉆桿,通過上卸扣油缸帶動進行沖扣動作;然后旋扣鉗夾緊上部鉆桿,動鉗松開,旋扣臂前端的擺線馬達驅動鉆桿進行卸扣。
2 全液壓鐵鉆工液壓控制系統建模
由于動鉗需要對鉆桿進行卸扣或上緊扣動作,因此動鉗需要兩個液壓回路進行控制:一個是夾持動作控制回路,該回路控制動鉗夾緊待卸扣或待上緊扣的鉆桿;另一個是上卸扣動作控制回路,夾緊鉆桿后,該回路控制動鉗旋轉,對鉆桿進行卸扣或上緊扣動作。
2.1 固定鉗、動鉗夾持動作控制回路模型
2.1.1 液壓控制系統原理
固定鉗和動鉗夾持動作控制回路模型均如圖3所示,該液壓系統包括負載敏感變量泵、電液比例換向閥、平衡閥、蓄能器和液壓缸。
固定鉗和動鉗液壓系統控制回路采用了負載敏感變量泵,固定鉗夾塊伸出時,液壓泵輸出最大流量;當電液比例換向閥關閉或固定鉗夾緊鉆桿后,液壓泵輸出流量幾乎變為0,減少了液壓系統的損耗[89]。同時該回路采用了平衡閥,一方面可防止活塞桿伸出過快,導致鉆桿發生偏斜,提高定位精度;另一方面可起到鎖緊作用,防止因震動或碰撞導致活塞桿回彈,提高固定鉗夾持穩定性。液壓缸前設置了蓄能器,蓄能器既可以緩沖液壓系統中的壓力波動,又可以起到給液壓系統保壓的作用。
工作原理:固定鉗和動鉗液壓系統控制回路中電液比例換向閥均通過一組分段線性信號控制,在0到5 s內,信號控制電液比例換向閥閥芯逐漸打開,5 s后閥芯保持打開狀態不變;開始夾持時,分段線性信號控制所有電液比例閥處于右位,液壓油進入液壓缸左腔,三只液壓缸活塞桿伸出,帶動三個夾塊同時夾持鉆桿。
2.1.2 參數設置
該全液壓鐵鉆工夾持鉆桿時夾持管徑范圍取決于旋扣鉗,旋扣鉗能夾持的最大管徑Ф為298 mm。當液壓缸活塞桿前端夾塊與鉆桿的摩擦系數取0.15時,可以進一步計算單個液壓缸所需提供的最大作用力。液壓缸最大作用力Fmax計算公式為
Fmax=pnAn-plAl-vf 。
式中:pn和pl分別為液壓缸活塞兩側無桿和有桿的液體壓力,由于夾持鉆桿時液壓缸無桿腔通油箱,此時pl取0;An和Al分別為液壓缸活塞兩側無桿和有桿的面積,液壓缸內腔直徑為100 mm,活塞桿直徑為60 mm;v為活塞桿運動速率,夾緊鉆桿時活塞桿速率為0;f為動摩擦系數。
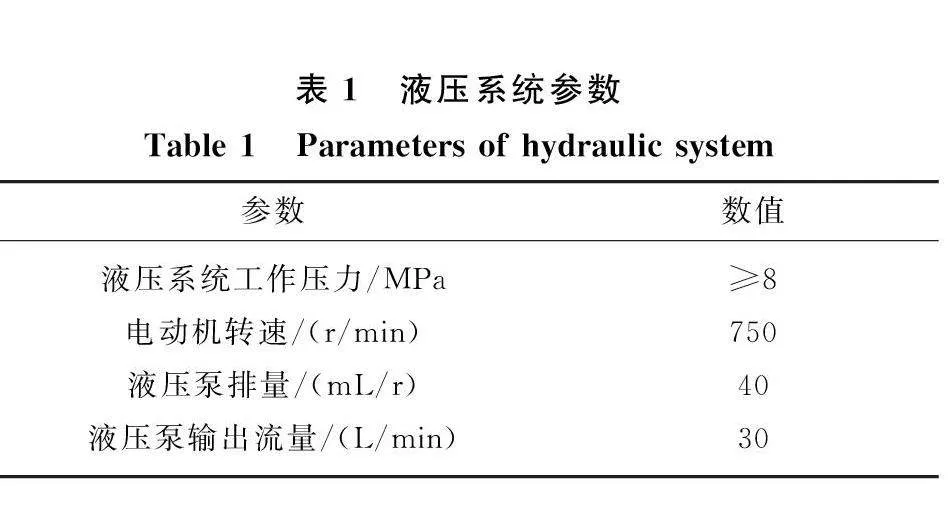
液壓系統參數如表1所示。負載敏感變量泵采用Danfoss公司的45系列開式軸向柱塞泵,由于液壓缸活塞桿行程小且行程終了后才會受到較大載荷,因此為變量泵設計一個較小的輸出流量,即電動機轉速為750 r/min,液壓泵的排量為40 mL/r,液壓泵的輸出流量為30 L/min,分流后每個液壓缸輸30入流量約為10 L/min。液壓回路中的蓄能器主要起到緩沖壓力波動的作用,其容積越大回路的響應速度越慢,因此其容積選擇1 L。
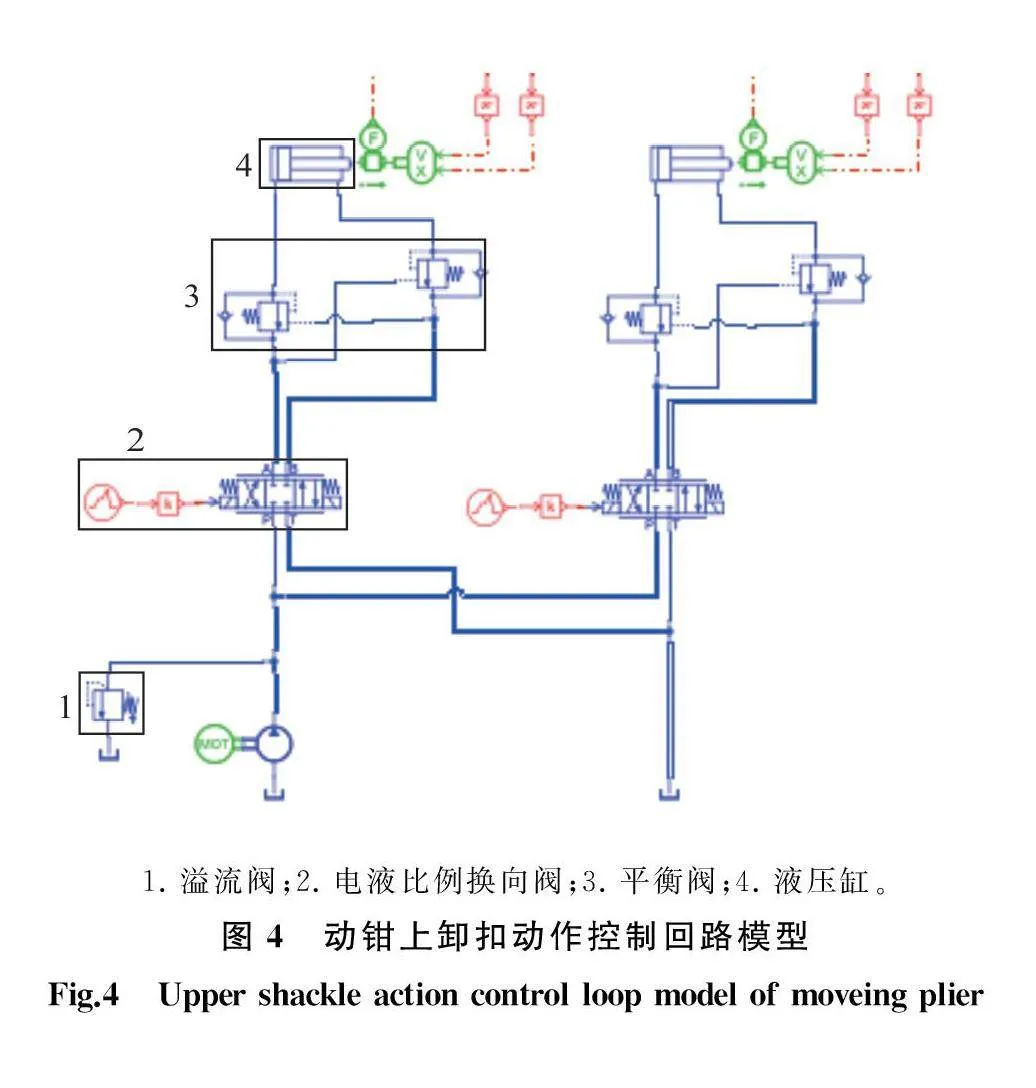
2.2 動鉗上卸扣動作控制回路模型
2.2.1 液壓控制系統原理
動鉗上卸扣動作控制回路模型如圖4所示。動鉗的上卸扣動作控制回路的工作原理為:動鉗夾緊鉆桿后,動鉗的上卸扣動作控制回路開始工作,分段線性信號控制兩個電液比例換向閥打開,其中一個處于右位,一個處于左位;兩個換向閥控制兩個液壓缸的活塞桿分別伸出和縮回,進而實現動鉗的上卸扣鉆桿動作。兩個液壓缸同時工作可以提高效率。
2.2.2 參數設置
由于上緊扣和沖扣動作需要很大的瞬間作用力, 因此為液壓泵設計一個較大的輸出流量,即電動機轉速為150 r/min,液壓泵的排量為40 mL/r,液壓泵的輸出流量為60 L/min,分流后每個液壓缸輸入流量約為30 L/min。
3 全液壓鐵鉆工機液聯合仿真分析
3.1 上扣時鉆桿定位精度
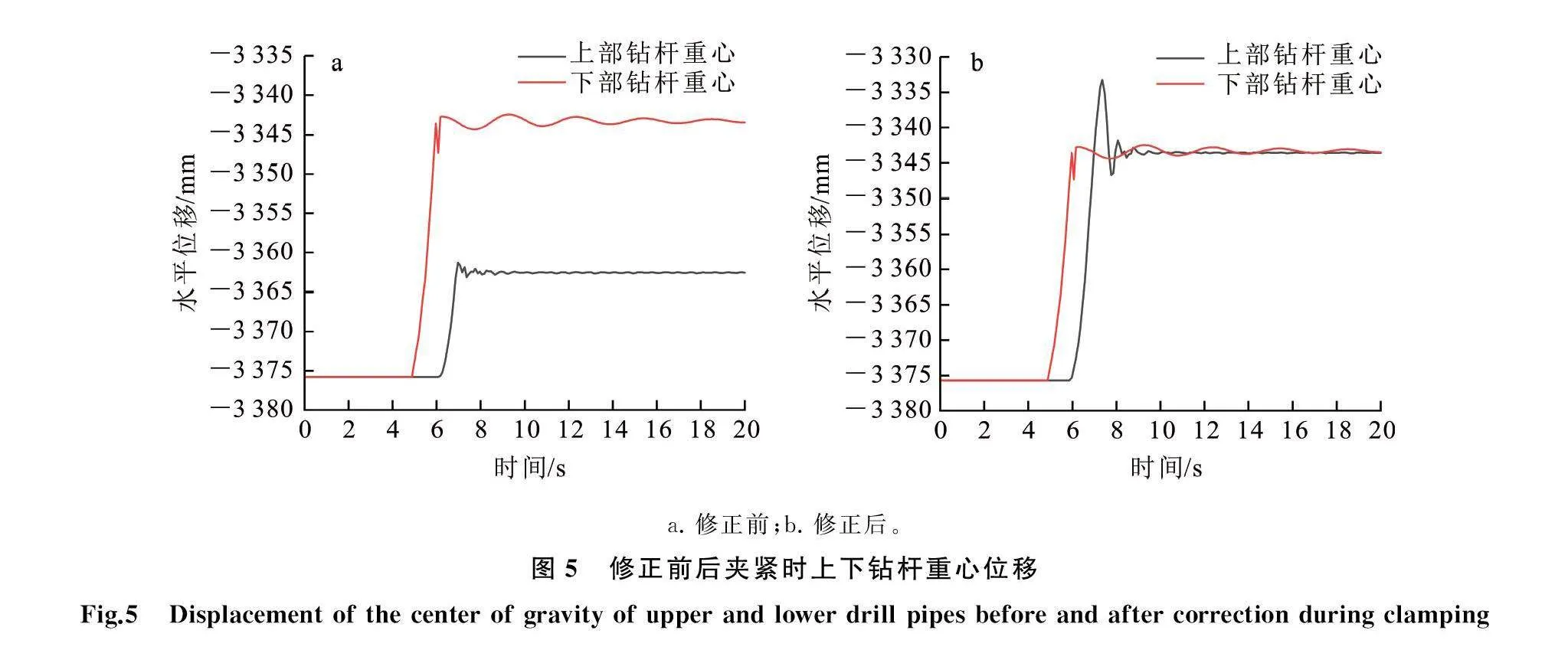
上扣過程中主要針對旋扣鉗夾持鉆桿時鉆桿的定位精度進行分析。假設固定鉗夾持下方鉆桿后,下方鉆桿處于中心位置,則鐵鉆工的定位精度主要通過上下鉆桿重心距離及鉆桿的軸線偏移角度進行判斷(圖5)。
上下鉆桿的重心位移曲線如圖5a所示。由圖5a通過計算可知,沿活塞桿伸出的方向,上下鉆桿重心位置偏差量約為19.07 mm。
旋扣鉗夾持鉆桿時,鉆桿直徑一定,鉆桿相對于旋扣鉗的位置固定。因此通過調節碟簧進行修正,使卸扣鉗沿支架導軌向遠離鉆桿的方向移動19.07 mm,從而使上下鉆桿可以更好地對中,調整后上下鉆桿的重心位移曲線如圖5b所示。可見安裝調節碟簧可使上下鉆桿水平位移基本相同,提高了旋扣鉗的對中效果。
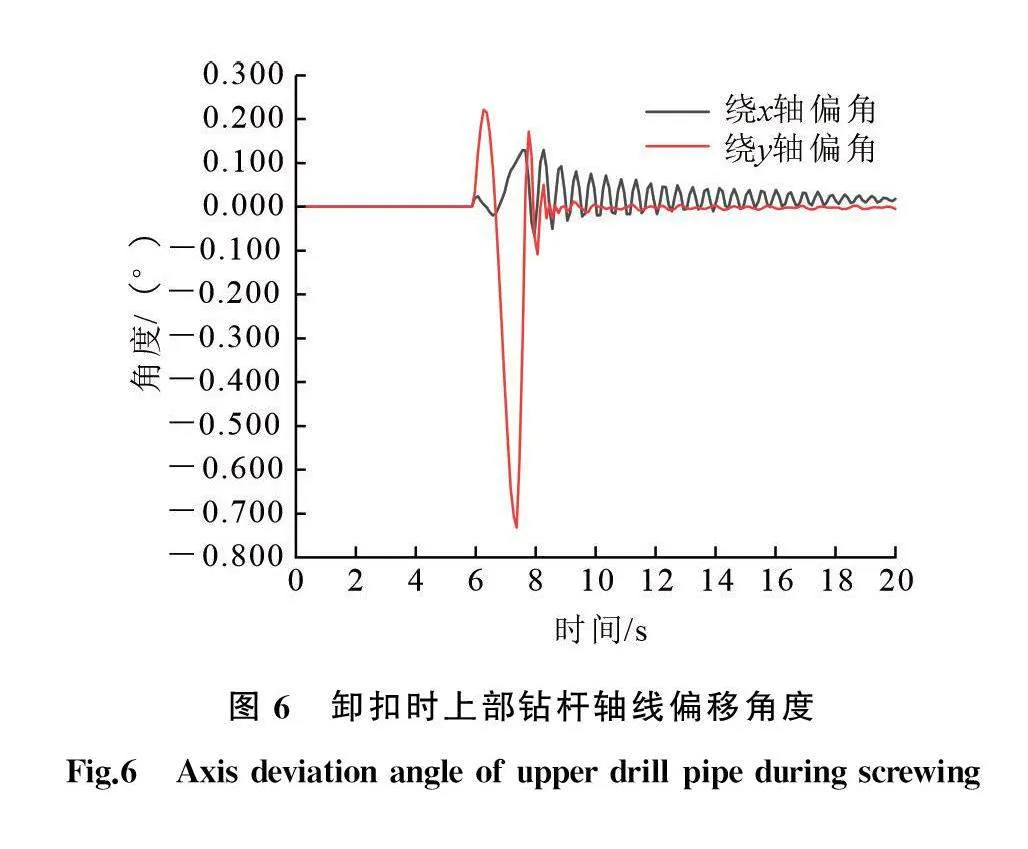
夾緊鉆桿后鉆桿會發生小幅度的擺動,上部鉆桿軸線偏移角度曲線如圖6所示。由圖6可知,旋扣鉗夾緊上部鉆桿20 s后,鉆桿沿x軸和y軸的偏角分別為0.018°和0.005°,軸線偏移角度較小;說明修正后的旋扣鉗夾持鉆桿時定位精度更高。
3.2 卸扣時鉆桿受力
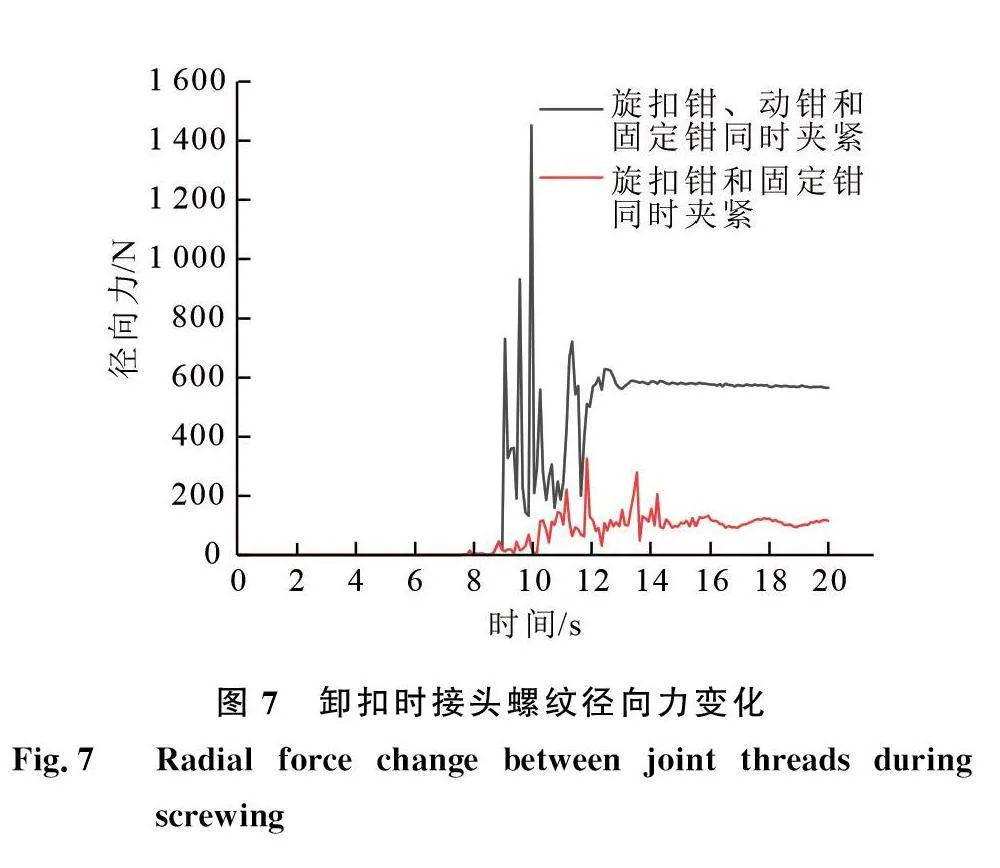
鐵鉆工進行卸扣動作時,固定鉗夾持下部鉆桿,先由動鉗夾緊上部鉆桿進行沖扣動作,再由旋扣鉗夾持鉆桿進行進一步的卸扣動作。該過程中主要考慮旋扣鉗、動鉗和固定鉗夾緊鉆桿時,上下鉆桿接頭螺紋間會產生不平衡徑向力。該不平衡徑向力會直接影響接頭螺紋的磨損情況,因此應進一步分析接頭螺紋徑向力情況,如圖7所示。
由圖7可知:旋扣鉗、動鉗和固定鉗同時夾緊鉆桿時接頭螺紋受到的徑向力峰值為1 452.21 N,終值應力為565.75 N;而旋扣鉗和固定鉗同時夾緊鉆桿時接頭螺紋受到的應力峰值為326.51 N,終值應力為115.48 N。可見動鉗和固定鉗同時夾緊鉆桿會導致接頭螺紋產生不平衡徑向力。這是因為鉆桿位置的隨機性,動鉗和固定鉗夾緊油缸活塞桿接觸鉆桿的時間不同,受到負載不同,產生了液壓缸同步位置誤差,進而導致兩者夾持中心偏差較大,形成了較大的徑向力;因此應進一步對鐵鉆工的液壓系統進行優化,提高動鉗和固定鉗液壓缸工作的同步性。
4 全液壓鐵鉆工固定鉗和動鉗液壓控制系統優化
4.1 基于同步分流馬達的多液壓缸同步控制
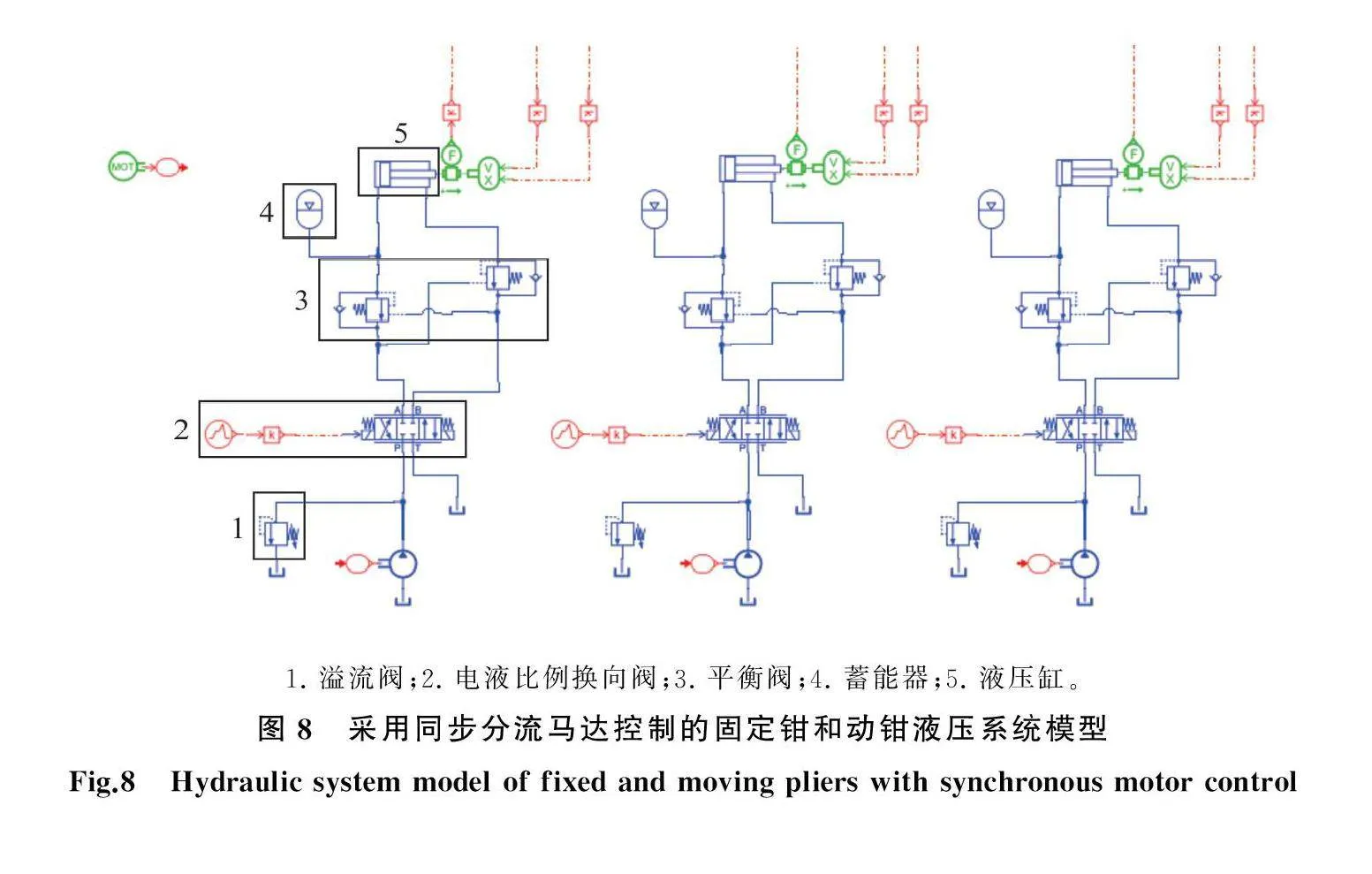
4.1.1 同步分流馬達液壓控制回路原理
同步分流馬達液壓控制回路如圖8所示。與原回路相比,該回路保留了電液比例換向閥、平衡閥和蓄能器的設計,不同的是采用了一組同步分流馬達。同步分流馬達由多個等排量液壓馬達組成,這些馬達的軸進行了剛性連接。
三個液壓缸通過同步分流馬達進行等流量分流,控制液壓缸活塞桿同步伸出,進而提高固定鉗及動鉗夾持鉆桿時的定位精度。該液壓回路的工作原理為:固定鉗和動鉗夾持鉆桿時,三個電液比例換向閥同時打開,電動機驅動馬達等流量輸出,進而控制液壓缸活塞桿端部夾塊同步夾緊鉆桿[1013]。
該同步分流馬達液壓控制回路相較于原回路采用了三個將軸剛性連接的馬達,因此電動機轉速設為250 r/min,液壓泵的排量仍為40 mL/r,液壓泵的輸出流量為10 L/min,保證每個液壓缸輸入流量仍為10 L/min。
4.1.2 夾持定位精度機液聯合仿真分析
軸剛性連接的同步分流馬達作為一個開環控制方式,在一般工況下其同步性控制好且方法簡單。但鐵鉆工夾持鉆桿時,由于鉆桿位置的隨機性,液壓缸受力情況不同,為研究同步分流馬達控制的液壓系統同步性能,先針對鐵鉆工固定鉗的夾持情況進行分析。
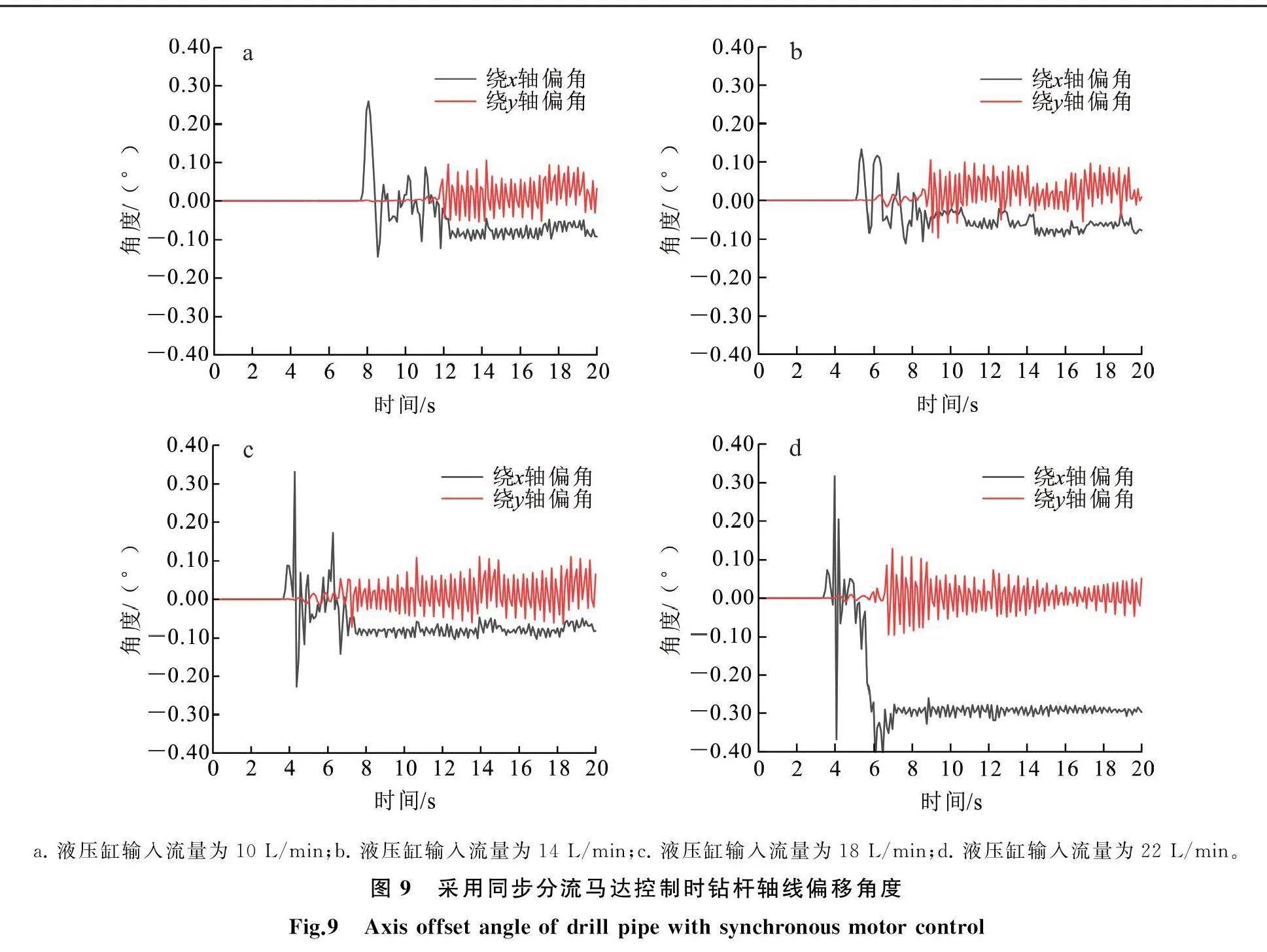
液壓缸輸入流量為10 L/min時,鉆桿的軸線偏移角度如圖9a所示。固定鉗夾持鉆桿時,鉆桿軸線偏移角度很小,在-0.10°~0.26°之間(圖9a),液壓缸同步性好。但由于固定鉗夾持鉆桿時夾持位置處于鉆桿端部,夾緊鉆桿后鉆桿會產生一定的波動,此時液壓缸輸入流量較小,液壓缸伸出速度慢,鉆桿波動角度小;因此應進一步分析增大液壓缸輸入流量時鉆桿軸線的偏移情況,證明液壓缸輸入流量對液壓缸同步性是否有影響。
液壓缸輸入流量為14、18和22 L/min時,鉆桿軸線偏移角度曲線如圖9b、c、d所示。在液壓缸活塞桿前端夾塊未接觸鉆桿時,活塞桿可以同步伸出;但由于鉆桿中心并不在井口處,先接觸鉆桿的液壓桿受到較大阻力,較其他液壓桿速度慢,導致固定鉗夾持鉆桿時鉆桿出現擺動的情況。對比圖9中出現鉆桿軸線繞x、y軸偏角的時間可知,在一定范圍內液壓缸輸入流量越大,液壓缸活塞桿伸出速度越快;但當流量達到22 L/min時,鉆桿軸線繞x軸偏角達到0.30°,偏角明顯增大,液壓缸輸入流量應小于22 L/min。液壓缸流量控制在18 L/min以內時,鉆桿軸線繞x軸偏角可以保持在0.10°左右,繞y軸偏角可以保持在0.10°以內。當液壓缸輸入流量為10、14、18和22 L/min時,固定鉗夾緊鉆桿的時間(響應速度)分別為11.8、8.5、6.6和6.1 s,液壓缸輸入流量超過18 L/min后,響應速度的提升幅度已經很小。
同時根據仿真分析可知,上下鉆桿重心沿x軸和y軸方向的距離分別可以控制在2.12和7.86 mm以內。因此,同步分流馬達控制液壓回路的等流量輸出,且當液壓缸輸入流量為18 L/min時,可以保證鐵鉆工固定鉗和動鉗有較快的響應速度和良好的夾持定位精度。
4.2 基于模糊PID的多液壓缸同步控制
4.2.1 PID控制原理
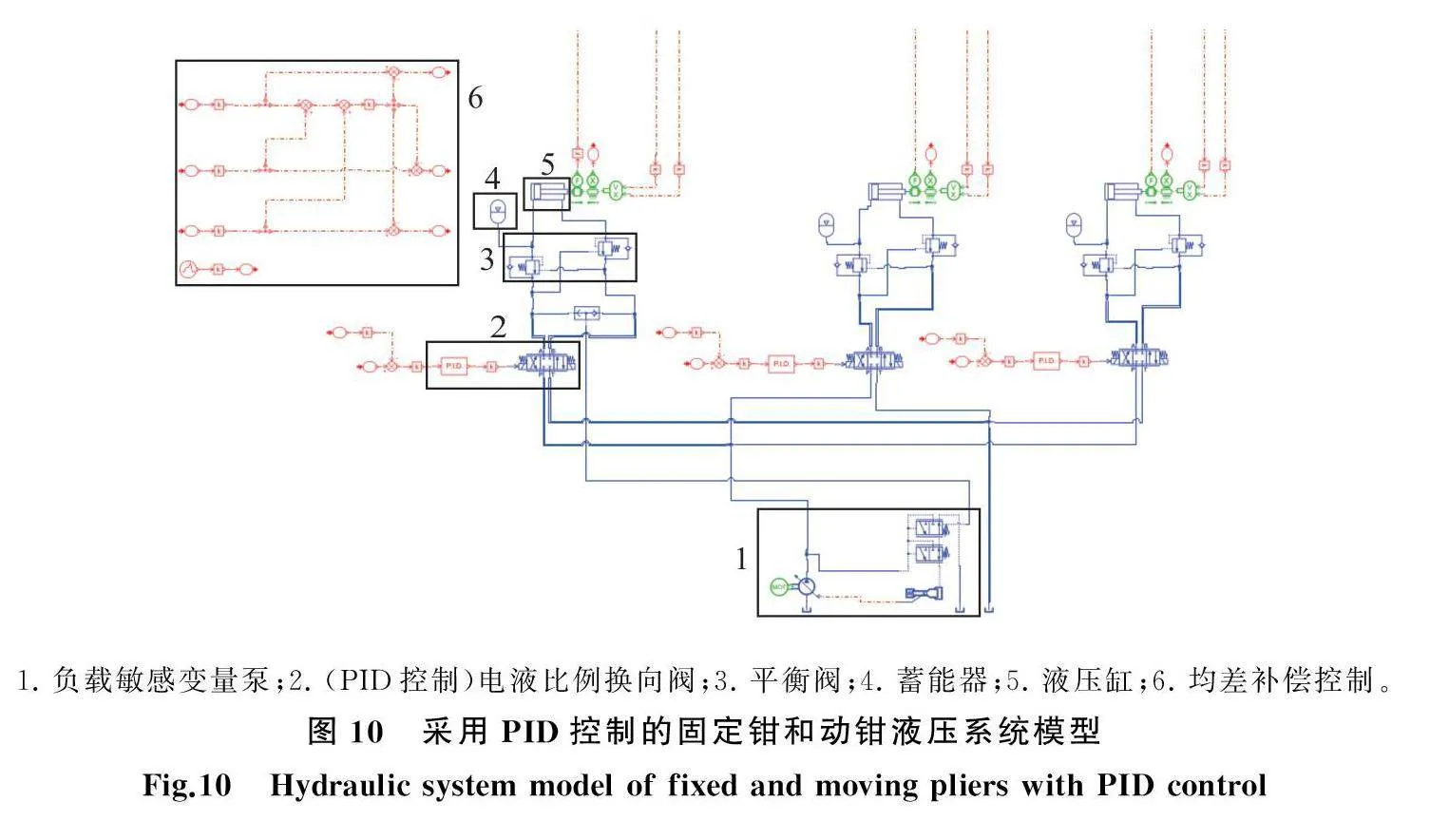
為提高固定鉗和動鉗液壓缸工作的同步性,對其液壓系統采用液壓閉環控制,使實際輸出與設計輸出實現同步,從而增加固定鉗和動鉗夾持定位精度,減小鉆桿接頭螺紋收到的徑向力。PID同步控制液壓控制回路如圖10所示,該回路采用了均差補償的控制策略,通過傳感器測得三個液壓缸的位移,取其平均值作為設定輸出,當液壓缸位移大于平均值時,液壓缸的輸入流量變小,活塞桿伸出速度變慢,反之則活塞桿伸出速度變快。液壓泵設定輸入流量為30 L/min。
PID控制公式為
i=Kpu+Ki∫tt0udt+Kddudt。
式中:i為輸出信號;u為輸入信號;Kp為比例系數; Ki為積分時間常數; Kd為微分時間常數
;t為時間;t0為初始時間。
比例系數Kp的作用是發生偏差時立即產生控制減少偏差;積分時間常數Ki的作用是消除靜差,提高系統誤差度;微分時間常數Kd的作用是加快系統動作速度,減少響應時間。由于固定鉗和動鉗從開始工作到夾緊鉆桿時間很短,因此可以忽略微分時間常數,僅設置比例系數和積分時間常數[1418]。
4.2.2 夾持定位精度及應力
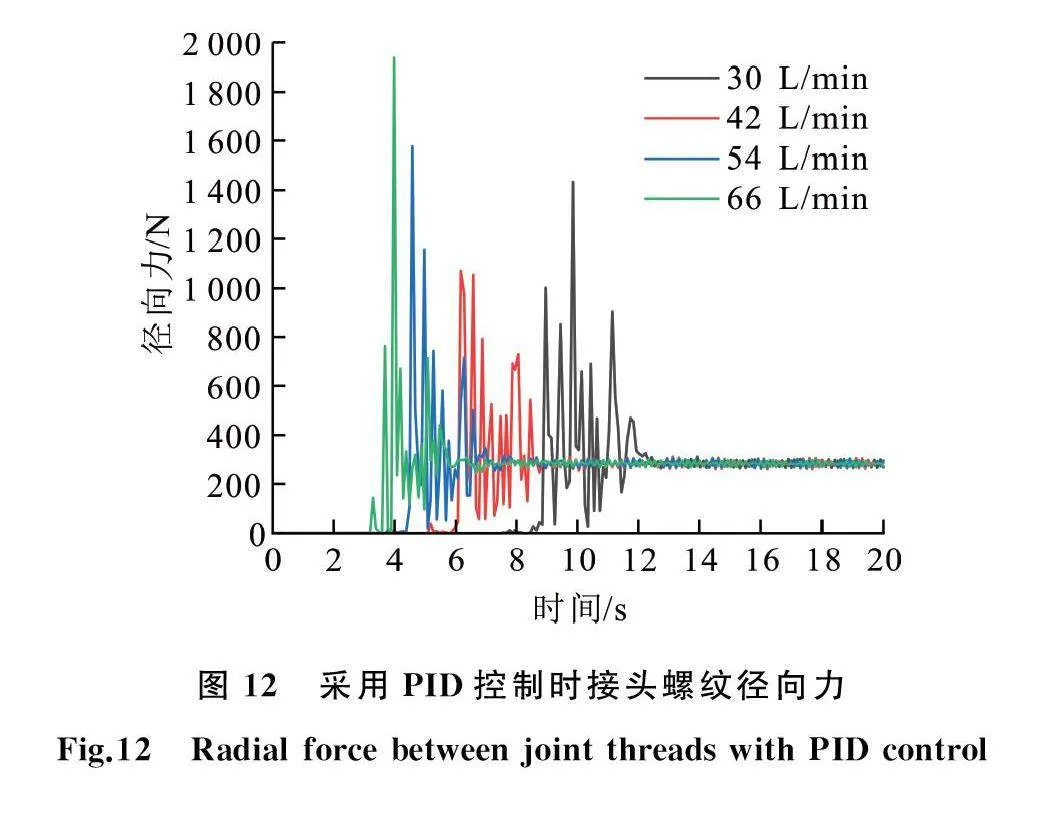
為研究PID控制液壓系統的同步性能,先針對鐵鉆工固定鉗的夾持情況進行分析, 當液壓缸輸入流量分別為30、42、54和66 L/min,即單個液壓缸輸入流量分別為10、14、18和22 L/min時,鉆桿軸線偏移角度如圖11所示。
通過圖11可知,隨著液壓缸輸入流量增大,鉆桿軸線偏移角度增大,但增加的幅度并不大,液壓缸輸入流量不超過54 L/min時,鉆桿軸線繞y軸偏角可以控制在0.10°以內,鉆桿軸線繞x軸偏角可以控制在0.06°以內。當液壓缸輸入流量分別為30、42、54和66 L/min時,固定鉗夾緊鉆桿的時間(響應速度)分別為11.8、8.5、6.8和5.5 s,液壓缸輸入流量越大,固定鉗響應速度越快,但響應速度的提升幅度越小。
根據仿真分析可知,當液壓缸輸入流量不超過54 L/min時,上下鉆桿重心沿x軸和y軸方向的距離分別可以控制在1.93和2.85 mm以內,其定位精度較高。因此在單個液壓缸輸入流量為18 L/min時,PID控制既可以保證固定鉗的響應速度,也可以使固定鉗夾持鉆桿保持較好的定位精度。
進一步對鉆桿間接頭螺紋徑向力進行分析,可研究液壓缸輸入流量與鉆桿間接頭螺紋徑向力的關系。接頭螺紋徑向力變化曲線如圖12所示。由圖12可知,隨著液壓缸輸入流量增大,夾持鉆桿速度變快,同時接頭螺紋徑向力峰值會增大,但徑向力終值基本不變。可見液壓缸輸入流量對鉆桿間接頭螺紋徑向力的影響不大。
綜上所述,同步分流馬達和模糊PID控制均可以保證鐵鉆工固定鉗和動鉗有較好的夾持定位精度;但想通過同步分流馬達使固定鉗和動鉗達到較高的夾持定位精度,還需要保證液壓缸負載均勻和管路對稱布置。在實際工作中,由于現場條件復雜和加工精度不高等原因,這些條件很難滿足;而PID控制可以對液壓缸工作時產生的誤差進行補償,因此基于模糊PID的多液壓缸同步控制更為實用。
5 優化后全液壓鐵鉆工上卸扣時鉆桿接頭螺紋受力
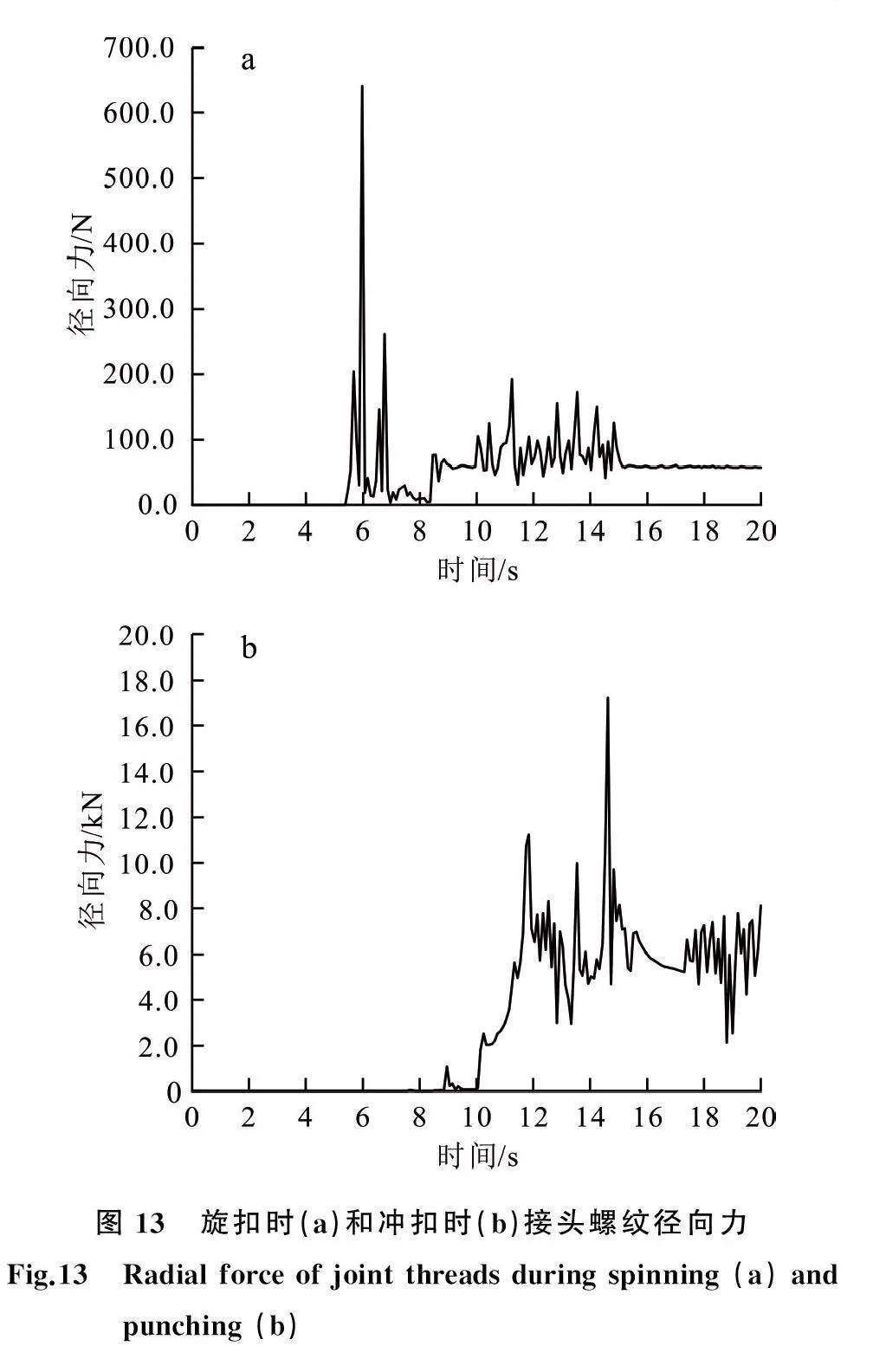
鐵鉆工主要功能是對鉆桿套管進行旋扣、上緊扣、沖扣和卸扣等動作,本文主要對鐵鉆工旋扣和沖扣過程進行鉆桿接頭螺紋徑向力分析。當鉆桿進行旋合時,首先由旋扣鉗夾緊鉆桿,10 s后旋扣鉗前端的擺線馬達帶動上部鉆桿進行旋扣,旋扣時鉆桿接頭螺紋徑向力變化曲線如圖13a所示。由圖13a可知,鐵鉆工進行旋扣動作時,鉆桿接頭螺紋會產生較大的不平衡徑向力,其峰值為641.0 N。
當上部鉆桿進行沖扣時,固定鉗夾緊下部鉆桿,動鉗夾緊上部鉆桿,10 s后卸扣油缸帶動動鉗旋轉沖扣,沖扣時鉆桿接頭螺紋徑向力變化曲線如圖13b所示。由圖13b可知,鐵鉆工進行沖扣動作時,鉆桿接頭螺紋也會產生較大的不平衡徑向力,其峰值為17.2 kN。
綜上所述,鐵鉆工進行上卸扣動作時,均會產生一定的不平衡徑向力,但進行沖扣動作時產生的徑向力遠遠大于旋扣鉆桿時產生的徑向力;這種較大的不平衡徑向力會加劇鉆桿接頭螺紋的磨損情況,甚至導致鉆桿接頭螺紋失效。
6 結論與建議
1)采用PID同步控制,使各液壓缸活塞桿位移相對于各液壓缸位移均值的偏差值進行流量補償,可以減小鉆桿位置隨機性導致的液壓缸同步誤差,在液壓缸輸入流量較大的情況下能有效提高鐵鉆工夾持鉆桿時固定鉗和動鉗液壓缸的夾持定位精度。
2)鐵鉆工上卸扣鉆桿時,會產生較大的不平衡徑向力。這種較大的不平衡徑向力會加劇鉆桿接頭螺紋的磨損情況,甚至導致鉆桿接頭螺紋失效。
針對分析得到的不平衡徑向力變化情況,可以進一步對鉆桿接頭螺紋的應力狀態進行有限元分析,以研究不平衡徑向力對鉆桿接頭螺紋磨損的影響,并進一步研究如何減弱這種不平衡徑向力。
參考文獻(References):
[1] 任紅偉. 深水海洋平臺自動化鐵鉆工研制[J]. 中國石油大學勝利學院學報, 2021, 35(3): 8588.
Ren Hongwei. Development of Automatic Iron Drillers for Deep-Water Offshore Platforms[J]. Journal of Shengli College China University of Petroleum, 2021, 35(3): 8588.
[2] 程曉麗,楊琨,黃元元,等. 三點直推式鐵鉆工沖扣鉗殼體關鍵制造技術[J].機械工程師, 2021(7): 161162,167.
Cheng Xiaoli, Yang Kun, Huang Yuanyuan, et al. Key Manufacturing Technology for Three-Point Direct-Push Iron Roughneck Clamping Plier Housing[J]. Mechanical Engineer, 2021(7): 161162,167.
[3] 鄭顯赫,王清巖,盛潔,等. HIR90型全液壓鐵鉆工自動定位過程分析[J].世界地質, 2022, 41(3): 664674.
Zheng Xianhe, Wang Qingyan, Sheng Jie, et al. Analysis of Automatic Positioning Process of HIR90 Fully Hydraulic Iron Roughneck[J]. World Geology, 2022, 41(3): 664674.
[4] 李權. 鐵鉆工旋扣裝置優化及其滾輪性能研究[D]. 長春:吉林大學,2022.
Li Quan. Research on Optimization of Iron Roughneck Spinner Mechanism and Performance of Spin-Roller[D]. Changchun:Jilin University, 2022.
[5] 景佐軍,徐小鵬,南樹歧,等.鐵鉆工旋扣鉗碳纖維滾輪優化與試驗[J].機械工程師, 2021(3): 7578.
Jing Zuojun, Xu Xiaopeng, Nan Shuqi, et al. Optimization and Testing of the Carbon Fiber Roller in an Iron Roughneck’s Spinner[J]. Mechanical Engineer, 2021(3): 7578.
[6] 甘心.頁巖氣鉆井用機械式螺桿沖擊器結構設計與應用[J].吉林大學學報(地球科學版), 2022, 52(4):12151222.
Gan Xin. Structural Design and Application of Mechanical PDM Impactor Used in Shale Gas Wells[J]. Journal of Jilin University (Earth Science Edition), 2022, 52(4):12151222.
[7] 馬銀龍,張詩彧,周福軍,等.孕鑲金剛石鉆頭優化設計及其在甘青隧道應用[J].吉林大學學報(地球科學版), 2023, 53(6):18451853.
Ma Yinlong,Zhang Shiyu,Zhou Fujun,et al. Impregnated Diamond Bit Optimal Design and Application in Ganqing Tunnel[J]. Journal of Jilin University (Earth Science Edition), 2023, 53(6):18451853.
[8] 鮑繼兵,李捷,王毫旗.基于AMESim的液壓挖掘機負載敏感液壓控制系統仿真分析[J].工程機械, 2022, 53(7): 5663.
Bao Jibing,Li Jie,Wang Haoqi. Simulation Analysis of Load Sensing Hydraulic Control System of Hydraulic Excavator Based on AMESim[J]. Construction Machinery and Equipment, 2022, 53(7): 5663.
[9] 潘鋒.電液雙控負載敏感比例多路閥先導回路研究[J].煤礦機械, 2022, 43(10): 2931.
Pan Feng. Study on Pilot Circuit of Electro-Hydraulic Double Control Load Sensitive Proportional Multi-Channel Valve[J]. Coal Mine Machinery, 2022, 43(10): 2931.
[10] 付景超,韓澤昱.基于滑模的三維Coullet系統魯棒控制[J].吉林大學學報(理學版),2023,61(4):943949.
Fu Jingchao,Han Zeyu. Robust Control of Three-Dimensional Coullet System Based on Sliding Mode[J]. Journal of Jilin University (Science Edition),2023,61(4):943949.
[11] 劉向陽,蔣眾,何寥,等.同步分流馬達選型分析及試驗研究[J].液壓氣動與密封, 2020, 40(12): 5054.
Liu Xiangyang, Jiang Zhong, He Liao, et al. Selection Analysis and Experiment Research of Hydraulic Synchronous Motor[J]. Hydraulics Pneumatics amp; Seals, 2020, 40(12): 5054.
[12] 王貴橋,高揚,張福波,等. 基于同步馬達的液壓多缸同步提升系統仿真研究[J]. 機床與液壓, 2022, 50(19): 148152.
Wang Guiqiao, Gao Yang, Zhang Fubo, et al. Simulation Research of Hydraulic Multi-Cylinder Synchronous Lifting System Based on Gear-Motor Flow-Divider[J]. Machine Tool amp; Hydraulics, 2022, 50(19): 148152.
[13] 錢韡愷,卞永明,馬利忠,等. 基于AMESim的雙液壓缸同步提升系統仿真分析[J]. 機電一體化, 2022, 28(1): 1521.
Qian Weikai, Bian Yongming, Ma Lizhong, et al. Simulation Analysis of Double Hydraulic Cylinder Synchronous Lifting System Based on AMESim[J]. Mechatronics, 2022, 28(1): 1521.
[14] 王剛,宋英杰,唐武生,等.基于串級PID的機器魚位姿控制算法[J].吉林大學學報(理學版),2022,60(3):734742.
Wang Gang,Song Yingjie,Tang Wusheng,et al. Posture Control Algorithm of Robotic Fish Based on Cascade PID[J]. Journal of Jilin University (Science Edition),2022,60(3):734742.
[15] 吳翠紅,郝芯.多缸液壓機的模糊自整定積分分離PID同步控制[J].鍛壓技術, 2022, 47(3): 146153.
Wu Cuihong, Hao Xin. Fuzzy Self-Tuning Integral Separation PID Synchronous Control on Multi-Cylinder Hydraulic Press[J]. Forging amp; Stamping Technology, 2022, 47(3): 146153.
[16] 陳杰,泮進明.基于誤差反饋的雙缸液壓系統同步模糊PID控制系統設計[J].鍛壓技術, 2022, 47(3): 142145,168.
Chen Jie, Pan Jinming. Design on Synchronous Fuzzy PID Control System for Double-Cylinder Hydraulic System Based on Error Feedback[J]. Forging amp; Stamping Technology, 2022, 47(3): 142145,168.
[17] 周山旭,羅艷蕾,杜黎.水田整平機驅動液壓缸模糊PID同步控制仿真設計[J].液壓氣動與密封, 2021, 41(11): 2932.
Zhou Shanxu,Luo Yanlei,Du Li. Fuzzy PID Synchronous Control Simulation Design of Driving Hydraulic Cylinder for Paddy Field Leveler[J]. Hydraulics Pneumatics amp; Seals, 2021, 41(11): 2932.
[18] 涂凌志.多點同步液壓頂升系統研究與應用[J].起重運輸機械, 2022(10): 5863.
Tu Lingzhi. Research and Application of Multi-Point Synchronous Hydraulic Jacking System[J]. Hoisting and Conveying Machinery, 2022(10): 5863.
