低溫復合滲鉻對鋼鐵材料硬度的影響
2023-12-25 10:19:42劉曉朱洪雷
金屬加工(熱加工) 2023年12期
關鍵詞:工藝
劉曉,朱洪雷
廣州工程技術職業學院機電工程學院 廣東廣州 510075
1 序言
隨著現代工業和技術的發展,材料表面技術在滿足機械零件對材料使用性能要求、保證機械產品質量和可靠性等方面日益凸顯出其重要地位和作用[1]。材料表面技術是通過改變基體材料表面的化學成分,或者采用某些工藝改變基體表面的組織結構并獲得高的硬度、疲勞強度、耐磨性、耐蝕性,以及抗高溫氧化性與絕緣、導電、抗輻射等基體材料本身所不具備的特殊的物理或化學性能[2],以滿足零件使用性能要求的工程技術。對金屬材料而言,其使用性能的要求主要以力學性能為主,而對于機械零件和工具,表面技術主要集中在表面改性強化方面,以提高金屬材料的表面硬度、耐磨性、耐蝕性及抗高溫氧化性等。
鋼基零件表面滲金屬是一種應用較早且富有應用前景的表面處理技術。滲入的金屬原子或固溶到基體中或與基體中元素形成化合物,因此界面結合牢固,滲層不易從基體脫落[3,4],這是其他一些表面處理方法難以媲美的。為獲得更高的硬度、強度、耐磨性和抗疲勞性,用滲鉻工藝對普通鋼進行滲鉻來代替昂貴的不銹鋼等措施,仍是目前研究的主要目的。
在滲鉻過程中,科學工作者發現進行合理的預處理能提高滲鉻速度,即鉻與其他元素進行復合滲能獲得綜合性能更好的共滲層。倪宏昕[5]與林祥豐[6]等在鋼滲鉻之前進行碳氮共滲,發現預處理可提高滲鉻速度和滲層的厚度。馮淦等[7]在鋼滲鉻之前利用超聲波噴丸使鋼的表面納米化,發現該工藝與普通滲鉻溫度相比可降低50℃左右,且獲得的滲鉻層也比普通滲鉻層的力學性能有所提高。
基于以上研究成果,本文通過對20鋼、T10鋼及H13鋼進行低溫復合滲鉻,以探究低溫復合滲鉻對鋼基材料硬度及耐磨性的影響。
2 試驗設備與條件
本試驗的工藝過程所用試驗設備有:罩式離子滲氮爐和4kW井式爐,其中4kW井式鹽浴爐用于滲鉻,其結構如圖1所示。試驗中的溫度測量分兩部分:鹽浴溫度采用K型熱電偶及XMT-101數顯溫度計組成測溫系統直接測量,爐膛溫度則用另一個相同的測溫系統進行檢測,并通過溫控器和調壓器控制爐膛溫度來控制鹽浴溫度,鹽浴溫度誤差為±5℃。
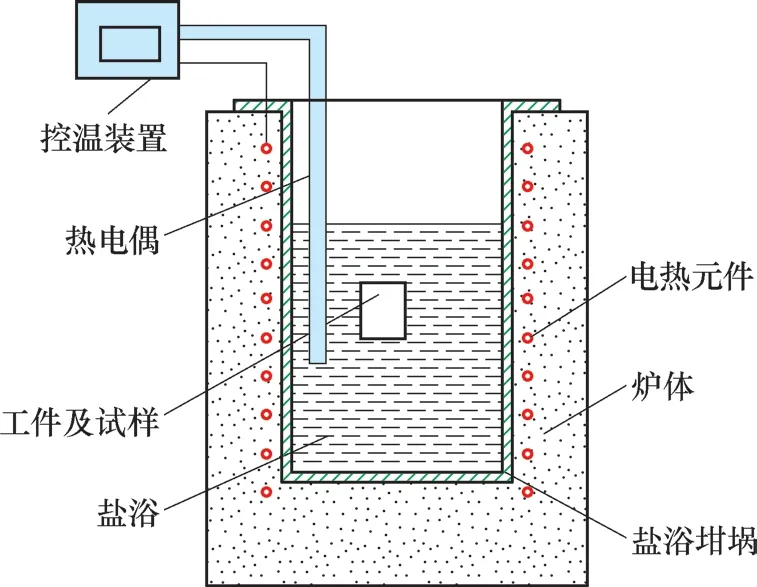
圖1 鹽浴滲鉻4kW井式爐結構示意
2.1 硬度檢測
滲層的硬度用HVS-1000型數顯顯微硬度計進行檢測。檢測表面硬度時,表面需經拋光布拋光,檢測橫截面硬度分布時,試樣按照橫截面金相試樣要求制作,但不經腐蝕或經輕微腐蝕。
2.2 耐磨性測試
耐磨性試驗在MM200磨損試驗機上進行,試樣切割為10mm×10mm×10mm的立方體,分別進行淬火+回火、離子滲氮、離子滲氮后鹽浴滲鉻的熱處理工藝,對比不同熱處理工藝對材料耐磨性的影響。滲鉻裝夾方式如圖2所示,標準試樣采用材料為G C r15鋼加工成直徑為40m m的圓環。試驗選用147N的正壓力,無潤滑、高速磨損,轉速400r/min。試樣要求磨損面尺寸相同且表面粗糙度相同;每間隔相同的時間量取磨痕的尺寸,按統計法得出試樣的磨損曲線,并計算比磨損率,然后進行相對耐磨性對比。
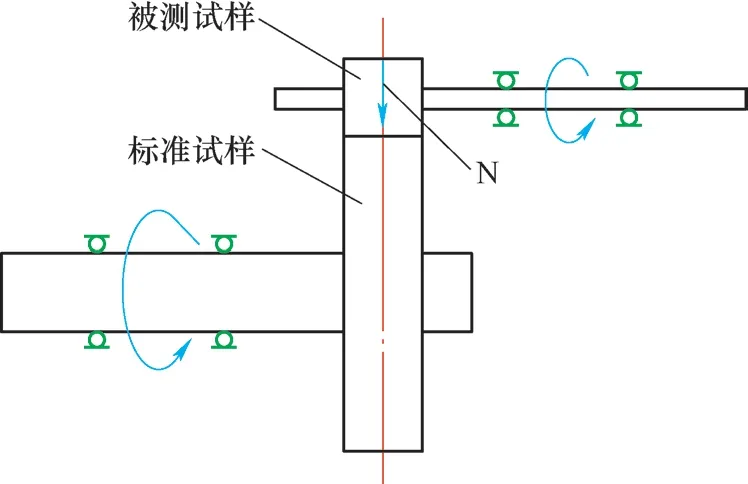
圖2 耐磨性試驗試樣裝夾示意
低溫復合滲鉻工藝:在610℃時保溫6h能夠獲得較為理想的滲鉻層[8],故在此工藝下進行低溫復合滲鉻層的硬度及其耐磨性研究,為低溫復合滲鉻工藝在生產中的實際應用提供科學依據。
3 試驗結果及分析
3.1 低溫復合滲鉻層硬度檢測
不同材料低溫復合滲鉻表面顯微硬度檢測結果見表1。由表1可看出,試樣在低溫復合滲鉻后能夠獲得高于單獨離子滲氮的硬度。這是由于低溫復合滲鉻后試樣表面生成了高硬度鉻的氮化物。且試樣經過預先滲氮后,過渡區內同時存在氮和鉻的濃度梯度,因此高溫下氮原子向心部方向擴散的瞬間也會將與其鄰接的鐵原子推擠至高能不穩定狀態,從而促進鉻原子置換高能態的鐵原子,使鉻原子向心部方向進行置換擴散。
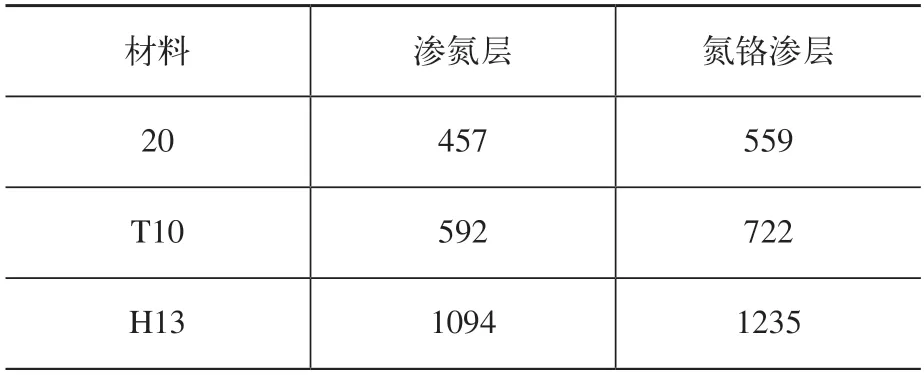
表1 不同基材低溫復合滲鉻表面顯微硬(HV0.05)
試驗采用試樣表面各檢測15個不同的點,取其平均值作為表面顯微硬度值。對某些試樣,低溫復合滲鉻后的表面硬度出現很大的波動,如T10鋼試樣,最高可達1362HV0.05,最低只有362HV0.05,這主要是因為復合化合物層較薄,而基體較軟,因此在HV0.05的載荷下因壓痕崩塌所致。
圖3所示為20鋼與H13合金鋼在低溫復合滲鉻層的橫截面顯微硬度的分布對比。從圖3可看出,碳素鋼和合金鋼的低溫復合滲鉻化合物層都能獲得1500HV以上的硬度,擴散層中20鋼的顯微硬度下降得很快,擴散層顯微硬度略高于基體,而H13合金鋼的橫截面顯微硬度則呈現從化合物層到擴散層再到基體較為緩慢下降的趨勢。這是由于碳素鋼復合滲鉻后較單純滲氮后的擴散層深度減小、而合金鋼的深度增加的緣故,因為碳素鋼不含合金元素,其滲氮層中形成的氮化物只有鐵的氮化物,而合金鋼的滲氮層能形成非常細小的合金氮化物[9,10]。
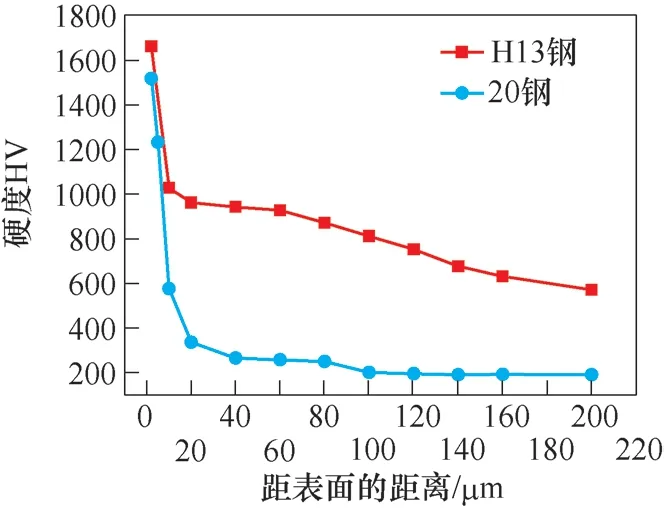
圖3 20鋼與合金鋼低溫復合滲鉻層的橫截面顯微硬度分布對比
3.2 低溫復合滲鉻層耐磨性對比試驗
磨損測量方法用測長法,本試驗用萬能工具顯微鏡測量磨痕的寬度,并根據公式計算出比磨損量,比較其耐磨性能。
比磨損率計算公式為
式中ω——比磨損率;
△V——磨損體積(mm3);
W——法向載荷(N),取147N;
L——相對滑動距離(mm)。
圖4所示為3種不同工藝試樣獲得的不同磨損時間測量的磨痕寬度。從圖4可看出,離子滲氮和低溫復合滲鉻可以顯著提高T10鋼的耐磨性,這是由于離子滲氮和低溫復合滲鉻都獲得了耐磨性能良好的化合物層;離子滲氮后鹽浴滲鉻能夠獲得優于離子滲氮試樣的耐磨性,證明鉻氮化合物層比單一滲氮層能獲得更好的耐磨性,也證明了鉻氮合金化合物的硬度比單一滲氮層的硬度高。
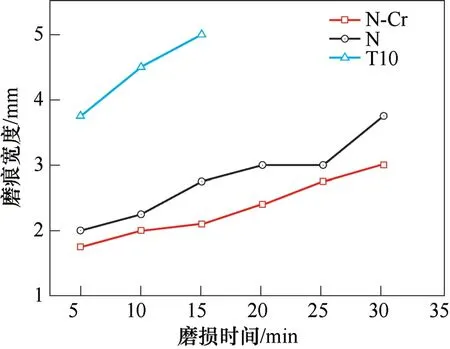
圖4 T10鋼3種不同工藝試樣耐磨性對比
3種試樣磨損15min后的比磨損率見表2。從表2數據可以更加準確地對比3種不同工藝試樣的相對耐磨性,離子滲氮能夠獲得比淬火+回火試樣高約6倍的耐磨性,低溫復合滲鉻能夠獲得比淬火+回火試樣高約13倍的耐磨性。
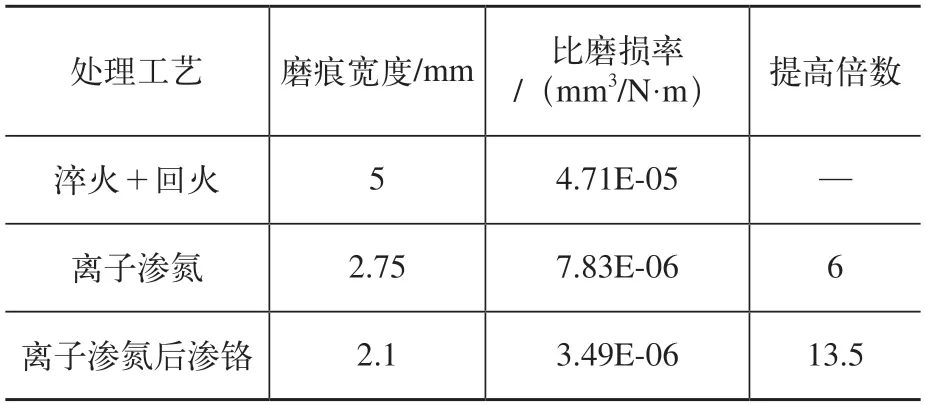
表2 磨損15min后3組試樣比磨損率對比
4 結束語
1)試樣在低溫復合滲鉻后能夠獲得高于單一離子滲氮的硬度,說明復合滲鉻后表面生成了硬度高的鉻氮合金化合物。
2)碳素鋼及合金鋼進行低溫復合滲鉻后均可獲得硬度較高的鉻化合物層,擴散層區間的顯微硬度下降,且合金鋼比碳素鋼下降得緩慢,這是由于碳素鋼復合滲鉻后比單純滲氮后的擴散層深度減小、而合金鋼的擴散層深度增加的緣故。
3)T10鋼進行單一滲氮或低溫復合滲鉻后,試樣的磨痕寬度大幅度減小,低溫復合滲鉻的耐磨性約為常規熱處理的13倍。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52