海洋風(fēng)電樁用EH36-Z25鋼厚板雙絲埋弧焊工藝研究
2023-12-25 10:19:34戚建偉姜昊
金屬加工(熱加工) 2023年12期
戚建偉,姜昊
唐山海運(yùn)職業(yè)學(xué)院 河北唐山 063200
1 序言
隨著海洋風(fēng)電單機(jī)容量逐漸提升,對(duì)海洋風(fēng)電樁基礎(chǔ)的要求也越來越高,樁基礎(chǔ)逐漸走向厚板及大型化。目前,樁基礎(chǔ)焊接結(jié)構(gòu)越來越多的采用EH36鋼,此次針對(duì)厚度90mm的板材焊接進(jìn)行工藝研究。在實(shí)際生產(chǎn)中,為了提高大厚板焊接生產(chǎn)的效率,采用了雙絲埋弧焊。該焊接方法減少了焊接層數(shù),焊接效率與單絲埋弧焊相比可提高65%以上。通過前后絲焊接參數(shù)的合理調(diào)整,能夠在較寬范圍內(nèi)控制焊接熱輸入,滿足不同使用條件下的性能要求[1]。
目前,雙絲埋弧焊應(yīng)用越來越廣,工藝更加完善,尤其是在厚板焊接中應(yīng)用廣泛。生產(chǎn)中一般采用的是縱列式雙絲埋弧焊,即兩根焊絲沿著焊接方向前后分布。這種方法適用于高速焊接,且焊接時(shí)不易產(chǎn)生咬邊、氣孔及未熔合等缺陷。從焊縫成形上看,縱列式埋弧焊焊縫深而窄。采用雙絲埋弧焊焊接時(shí),前電弧可用足夠大的電流焊接,以保證熔深;后電弧則采用較小的焊接電流及較高的電弧電壓調(diào)整焊縫成形。雙絲埋弧焊不僅可提高焊接效率,且焊接過程中由于熔池體積大,相對(duì)于單絲埋弧焊,熔池金屬液態(tài)形式存在的時(shí)間較長(zhǎng),所以有利于液態(tài)金屬中的氣體從內(nèi)部逸出,確保液態(tài)金屬的冶金反應(yīng)更充分。
2 工藝研究
2.1 母材材料分析
本次焊接工藝的研究,針對(duì)的是海洋風(fēng)電樁常用材料,即GB/T 712—2011《船舶及海洋工程用結(jié)構(gòu)鋼》中規(guī)定的EH36-Z25鋼,厚度90mm。材料出廠供貨為正火態(tài),其化學(xué)成分及力學(xué)性能分別見表1、表2。

表1 EH36-Z25鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 EH36-Z25鋼力學(xué)性能
某種材料焊接性的優(yōu)劣,就是指焊接熱影響區(qū)的淬硬及冷裂紋傾向大小,材料的焊接性與其化學(xué)成分有關(guān),因此在研究材料焊接性時(shí),利用化學(xué)成分對(duì)冷裂紋傾向貢獻(xiàn)度來間接地評(píng)估鋼材焊接性。將鋼中合金元素(包括C元素)的含量,按其作用換算成碳的相當(dāng)含量(以碳的作用系數(shù)為1)作為粗略評(píng)定鋼材冷裂傾向的一種參考指標(biāo),即所謂碳當(dāng)量法[2]。一般認(rèn)為,隨著碳當(dāng)量的增大,被焊鋼材的淬硬傾向逐漸增大,被焊鋼材的焊接熱影響區(qū)產(chǎn)生冷裂紋的傾向越大。因此,可根據(jù)材料的碳當(dāng)量推測(cè)出其焊接性的優(yōu)劣。
根據(jù)經(jīng)驗(yàn),當(dāng)碳當(dāng)量<0.4%時(shí),鋼材的淬硬傾向不大,焊接性好。焊接這類鋼材時(shí),一般不需要采取其他工藝措施也能獲得較高質(zhì)量的焊縫;當(dāng)碳當(dāng)量為0.4%~0.6%時(shí),鋼材容易淬硬,焊接性變差,焊接前要采取預(yù)熱措施防止冷裂紋的產(chǎn)生;當(dāng)碳當(dāng)量>0.6%時(shí),鋼材的焊接性極差,焊接預(yù)熱需要更高的溫度,且焊后需要保溫緩冷。
根據(jù)表1化學(xué)成分,EH36-Z25鋼的碳當(dāng)量Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0.37%,屬于淬硬傾向較小的材料,焊接性好。但當(dāng)碳當(dāng)量接近0.4%時(shí),在鋼板厚度較大或環(huán)境溫度較低的情況下,仍然需要焊前預(yù)熱。
2.2 焊接時(shí)容易出現(xiàn)的問題
(1)焊接變形 焊接過程中的溫度場(chǎng),會(huì)導(dǎo)致焊接構(gòu)件產(chǎn)生變形,熔池中的溫度場(chǎng)不同,結(jié)構(gòu)件產(chǎn)生的焊接變形也不同。溫度場(chǎng)不均勻會(huì)使焊件的熱脹冷縮受到約束,較高溫度的焊縫周圍金屬被壓縮,因此當(dāng)焊縫冷卻凝固后,殘余應(yīng)力釋放,焊件產(chǎn)生變形。為了減少焊接構(gòu)件變形,在設(shè)計(jì)焊接結(jié)構(gòu)時(shí),可以充分考慮提高結(jié)構(gòu)的整體剛性,布置足夠的加強(qiáng)結(jié)構(gòu)等。另外,對(duì)焊接參數(shù)進(jìn)行必要的優(yōu)化,也可以避免焊接變形,例如焊前預(yù)熱、多層多道焊接等。
對(duì)厚板或淬硬傾向較大的材料進(jìn)行焊接時(shí),一般采用以下幾種措施防止產(chǎn)生較大內(nèi)應(yīng)力或變形。
1)采用熱輸入相對(duì)較小的多層多道焊接。
2)采用小參數(shù)焊接,減少熱輸入。
3)采用反變形,即先預(yù)制反方向的變形,以抵消焊接變形。
4)為減小內(nèi)應(yīng)力導(dǎo)致的變形,焊接后可以錘擊焊縫,使焊接應(yīng)力充分釋放。
(2)冷裂紋 因?yàn)楹癜搴附訒r(shí)容易出現(xiàn)冷裂紋,所以在結(jié)構(gòu)件焊接完成后,要同時(shí)保證焊縫金屬和焊接熱影響區(qū)的強(qiáng)度和韌性,這樣焊接接頭的各項(xiàng)物理性能才能滿足使用要求。焊縫中的冷裂紋,主要是氫致裂紋。在焊接過程中,由于一些有機(jī)物或水分的存在,致使焊縫中的氫含量增加,焊縫冷卻后,這些氫元素殘留在焊縫中,經(jīng)過一段時(shí)間的擴(kuò)散,H元素集聚,導(dǎo)致了裂紋的產(chǎn)生。
2.3 焊接材料選用
在選用埋弧焊焊絲及焊劑時(shí),除要使焊縫與母材等強(qiáng)度外,還要特別注意提高焊縫的塑性和韌性。焊絲和焊劑這兩種材料都直接參與焊接過程中的冶金反應(yīng),因此會(huì)對(duì)焊縫金屬的化學(xué)成分、組織和性能產(chǎn)生影響。本著等強(qiáng)度和等化學(xué)成分的原則,依據(jù)母材合金元素含量,藥芯焊絲氣體保護(hù)焊的焊絲選用CHT-71Ni,埋弧焊選用錳含量較高的CHW-S14(H10Mn2)焊絲匹配焊劑CHF101,其化學(xué)成分及熔敷金屬力學(xué)性能分別見表3、表4。

表3 CHW-S14焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表4 熔敷金屬力學(xué)性能
2.4 焊接工藝
(1)焊前準(zhǔn)備 焊前準(zhǔn)備內(nèi)容包括坡口制備及工件清理。
1)為了滿足焊后對(duì)焊縫質(zhì)量檢測(cè)時(shí)的取樣要求,選定的試板尺寸為1000mm×600mm×90mm。采用雙絲埋弧焊,選取平焊位置進(jìn)行對(duì)接焊。綜合考慮鋼板厚度及自身設(shè)備的加工能力,采用X形坡口。由于風(fēng)電樁在正式生產(chǎn)時(shí)是圓筒狀結(jié)構(gòu),圓筒內(nèi)部通風(fēng)較差,因此為了改善勞動(dòng)條件,坡口形式采用“內(nèi)小外大”的不對(duì)稱形式,將大部分焊接工作量放在外環(huán)縫。具體的坡口形式如圖1所示。
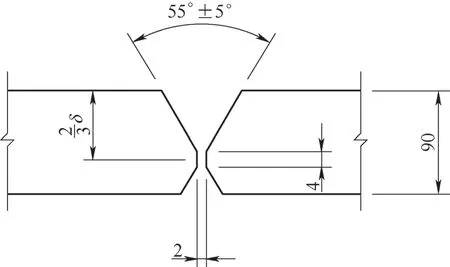
圖1 坡口形式
2)對(duì)焊接接頭坡口及其兩側(cè)40mm內(nèi)的表面進(jìn)行清理,主要包括油、鐵銹及水等雜質(zhì)。清理時(shí)可以采用角磨機(jī)打磨,清理后要完全露出金屬光澤。
(2)焊接方法及焊接參數(shù) 由于海洋風(fēng)電樁基礎(chǔ)筒體由板材卷制而成,且最大直徑達(dá)9m,如此大型的結(jié)構(gòu)件無論是縱縫還是環(huán)縫,組對(duì)時(shí)難免會(huì)存在誤差而導(dǎo)致間隙不均勻,所以焊接時(shí)采用藥芯焊絲氣體保護(hù)焊和雙絲埋弧焊組合焊的焊接方式進(jìn)行。藥芯焊絲氣體保護(hù)焊打底可采用直線焊接或者擺動(dòng)焊接手法來彌補(bǔ)間隙不一致的組對(duì)偏差。雙絲埋弧焊進(jìn)行正面和背面的填充蓋面,可以充分發(fā)揮雙絲埋弧焊高效率的特點(diǎn)。焊接時(shí),先焊圓筒內(nèi)部焊縫,然后焊接外部較大坡口。焊接外側(cè)焊縫時(shí),首先用碳弧氣刨清除焊縫根部間隙處的夾雜,角磨機(jī)打磨坡口內(nèi)部及兩側(cè),直至完全露出金屬光澤,然后采用雙絲埋弧焊進(jìn)行背面的填充和蓋面焊。
雙絲埋弧焊焊接時(shí),為了前后兩根焊絲共熔池,應(yīng)使前絲垂直、后絲傾斜15°左右,前后兩焊絲間距20mm左右,如圖2所示。為了減少焊接熱輸入,焊接時(shí)一般采用較大的焊接速度,避免焊縫中出現(xiàn)較大的晶粒。前電弧為直流,采用大焊接電流、低電弧電壓,充分發(fā)揮直流電弧的穿透力,以獲得大熔深;后電弧為交流,采用相對(duì)較小焊接電流、大電弧電壓,增加熔寬,從而形成美觀的焊縫成形。
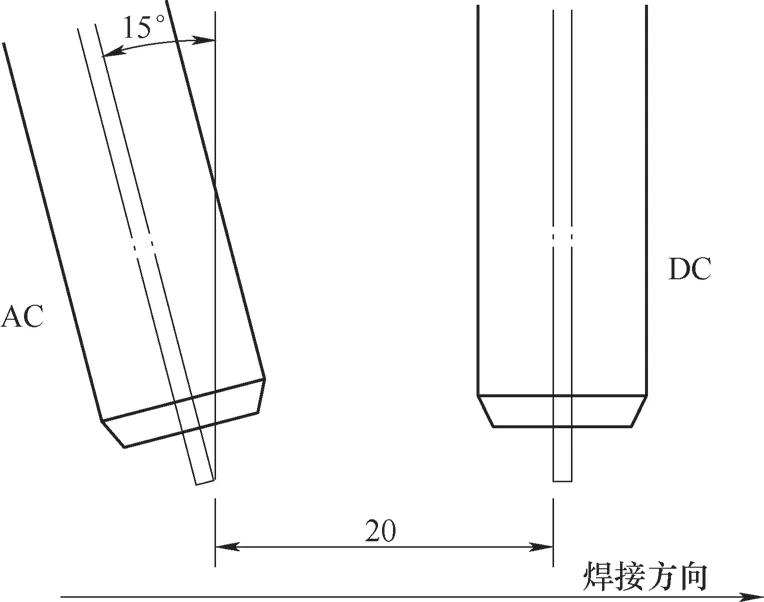
圖2 焊絲角度及間距
主要的焊接參數(shù)包括預(yù)熱溫度、層間溫度、焊接電流、電弧電壓及焊接速度等。由于此次工藝研究的材料厚度較大,為了防止焊接冷裂紋的產(chǎn)生,因此焊前要求預(yù)熱。預(yù)熱溫度的確定與鋼材的淬硬傾向、拘束度以及焊接材料的擴(kuò)散氫含量有關(guān)。鋼材的碳當(dāng)量越大、氫含量越高、厚度越大,產(chǎn)生裂紋的概率也越大,要求預(yù)熱的溫度就越高[3]。結(jié)合母材的上述性質(zhì),設(shè)定預(yù)熱溫度100~120℃。因?yàn)楹附舆^程的熱輸入會(huì)影響焊縫金屬的結(jié)晶,熱輸入大會(huì)使晶粒粗大,所以為避免晶粒粗大導(dǎo)致的焊縫金屬物理性能降低,焊接熱輸入控制在35kJ/cm以下,層間溫度不超過250℃。具體焊接參數(shù)見表5。
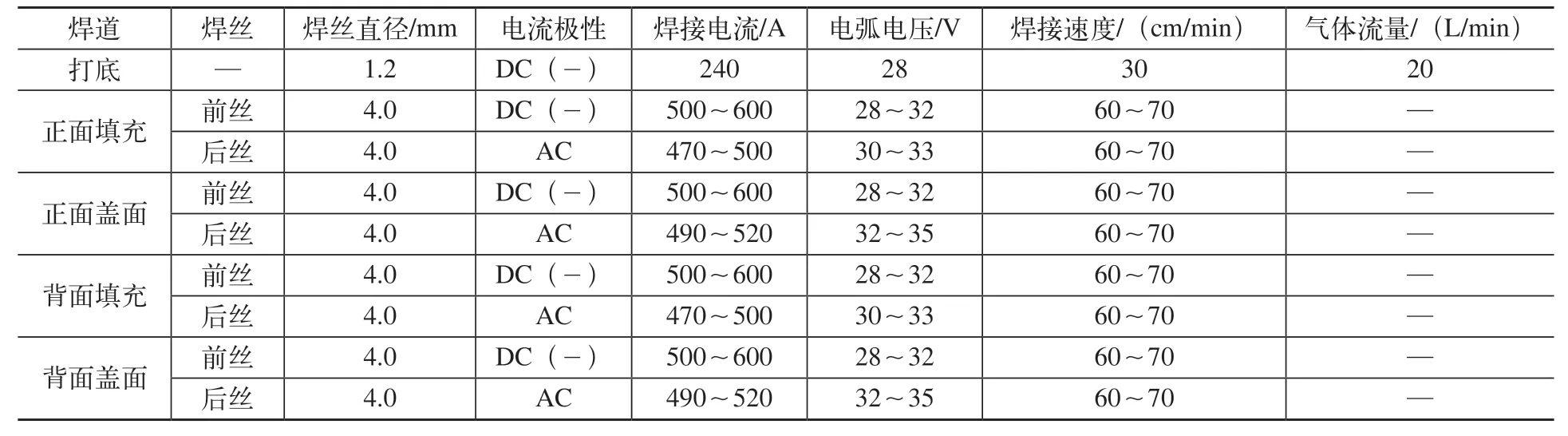
表5 EH36-Z25雙絲埋弧焊焊接參數(shù)
3 試驗(yàn)結(jié)果
3.1 無損檢測(cè)
試樣焊縫焊接完畢24h后,進(jìn)行目視檢查、磁粉檢測(cè)、超聲波檢測(cè),結(jié)果符合NB/T 47014—2011《承壓設(shè)備焊接工藝評(píng)定》要求。
3.2 力學(xué)性能檢測(cè)
主要進(jìn)行了拉伸、彎曲、沖擊試驗(yàn),檢測(cè)結(jié)果見表6。
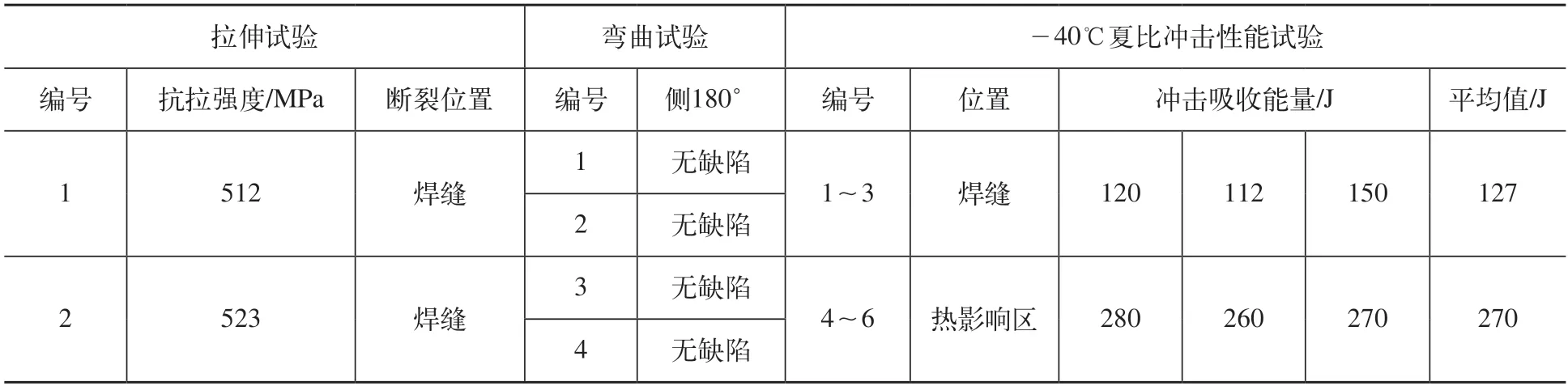
表6 力學(xué)性能檢測(cè)結(jié)果
從表6可看出,檢測(cè)結(jié)果符合N B/T 47014—2011《承壓設(shè)備焊接工藝評(píng)定》要求。
4 結(jié)束語
試驗(yàn)結(jié)果證明,EH36-Z25鋼用藥芯焊絲氣體保護(hù)焊打底,焊絲選用CHT-71Ni,雙絲埋弧焊選用錳含量較高的CHW-S14(H10Mn2)焊絲匹配焊劑CHF101填充蓋面的焊接方式,可以順利完成施焊。焊縫經(jīng)無損檢測(cè)、拉伸、彎曲及沖擊等試驗(yàn)驗(yàn)證,綜合力學(xué)性能均滿足要求,能得到質(zhì)量合格的焊縫。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24