纖維包自動除帶及拆袋機割袋裝置設計
2023-12-19 01:55:22胡文斌裴澤光
棉紡織技術 2023年12期
劉 琰 胡文斌 莊 輝 裴澤光
(1.東華大學,上海,201620;2.軍需能源質量監督總站濟南質量監督站,山東濟南,250022)
當前紡紗生產過程中,纖維包的運輸、拆包和排包等流程均由工人進行手工操作,人工操作不僅效率較低,且操作人員勞動強度大。在目前我國勞動力成本不斷上漲、制造業向自動化智能化轉型的背景下,急需采用自動化的機械裝置代替人工實現纖維包的拆包、搬運及排包工作,以提高生產效率,降低生產成本[1-2]。纖維包的割袋工作具體是指通過側面割袋裝置與底面割袋裝置將包裹在纖維包外面的塑料包裝袋割破。與之相似的工作在其他行業中也有需求[3-5],但在紡織工業中與纖維包自動化割袋與回收裝置有關的設備鮮有報道。在我們團隊的前期研究中,提出了一種適用于直行往復式自動抓棉機的纖維包除帶及拆袋機設計方案[6-7]。在該設備中,塑料包裝袋的去除和收集主要由底面割袋裝置、側面割袋裝置、除袋裝置配合完成(如圖1 所示),其中底面割袋裝置和側面割袋裝置是去除包裝袋的核心裝置。底部割刀將棉包底部沿底面對角線割開包裝袋,側面割刀沿棉包直立的兩條棱線割開包裝袋,利用側面割刀對面的夾爪將割開的包裝袋從棉包上扯去并集中回收。為此,本研究對上述裝置進行了設計及計算。

圖1 塑料包裝袋去除和收集裝置結構示意圖
1 塑料包裝袋去除回收裝置的結構
1.1 底面割袋裝置
如圖2 所示,底面割袋裝置由臺面主體和底部割袋裝置組成。臺面主體主要負責棉包的承載傳送,底部割袋裝置負責在棉包底面將塑料包裝袋沿底面對角線割開一個十字開口,并將棉包頂起一定高度,以便除袋裝置將塑料包裝袋從棉包上除去。
如圖3 所示,臺面主體包含割包臺、臺面上的皮帶、滾輪、電機、齒輪、軸承及軸承底座等部分。割包臺表面設置若干矩形凹槽,軸承底座安裝在凹槽兩端,軸承安裝在軸承底座上,滾輪通過兩端與軸承配合安置于臺面上的凹槽內,用于支撐皮帶并為其傳遞動力,動力由電機提供,并通過齒輪嚙合傳遞。另外,臺面上還設置有異形孔,供底部割袋裝置透過,異形孔夾角為α,設有限位板以限制棉包行進過程中的位置及姿態。臺面兩端各設置有5 條皮帶負責棉包的傳送,以一端為例,5 條皮帶平行放置,一端繞在同一個主動滾輪上,另一端各自繞在相對應的滾輪上。臺面中央還設置有兩個無動力的皮帶輪,以起到承接的作用。整體上,皮帶傳送平鋪于臺面上除異形孔以外的地方。至此,臺面主體通過設置在割包臺表面的皮帶傳送機構便可實現棉包的傳送工作。

圖3 臺面主體
底部割袋裝置的組成如圖4 所示,包含電機、行星減速器、斜齒輪、深溝球軸承、止推軸承、圓形底盤、油缸、頂包架和鋸齒刀具裝置。其中電機安裝在割包臺底部,電機輸出軸連接一個行星減速器,減速器輸出軸連接斜齒輪,圓形底盤安裝在割包臺的下部圓形槽上,圓形底盤下部安裝有止推軸承、斜齒輪以及兩個深溝球軸承,止推軸承與割包臺下部圓形槽底面接觸,支撐整個底部割袋裝置的旋轉,兩個深溝球軸承與割包臺下部圓形槽的圓柱面接觸,用以保證底部割袋裝置旋轉的徑向穩定。第一油缸安裝在圓形底盤上,第二油缸和頂包架都安裝在第一油缸的輸出桿上,頂包架的夾角α=75°,鋸齒刀具裝置安裝在第二油缸的輸出桿上,并且與頂包架保持α/2 的夾角。至此,底部電機可以通過齒輪嚙合驅動整個底部割袋裝置的旋轉,第一油缸可以驅動頂包架的上下移動,第二油缸可以驅動鋸齒刀具裝置的上下移動。

圖4 底部割袋裝置
鋸齒刀具裝置的組成如圖5 所示,包含刀具、齒形帶、鋸齒刀架、電機、齒形輪、皮帶以及皮帶輪等。其中刀具通過刀具底座安裝在齒形帶上,齒形輪安裝在鋸齒刀架兩端,電機安裝在鋸齒刀架的中央,大皮帶輪安裝在電機輸出軸上,小皮帶輪安裝在鋸齒刀架一端的齒形輪軸上。綜上所述,電機通過皮帶輪驅動齒形輪轉動,從而帶動齒形帶轉動,以實現切割功能。

圖5 鋸齒刀具裝置
1.2 側面割袋裝置
側面割袋裝置由3 部分組成,如圖6 所示,包含割袋裝置、滑動裝置和腳架。割袋裝置主要負責在棉包側面沿棉包兩條棱線將塑料包裝袋割開,滑動裝置主要負責割袋裝置在底面上的移動。

圖6 側面割袋裝置的組成
側面割袋裝置的割袋裝置組成如圖7 所示,包含裝置主體、兩個絲杠模組、刀具、刀具底座和兩個限位桿。兩個絲杠模組安裝在裝置主體兩側,刀具通過刀具底座安裝在絲杠模組上,以完成上下移動割開棉包的塑料包裝袋的工作,限位桿安裝在裝置主體上,用以輔助割袋裝置與棉包的定位。

圖7 側面割袋裝置的割袋裝置
側面割袋裝置的滑動裝置如圖8 所示,包含底板、中間底板、絲杠模組、中間底板連接件、底板連接件、齒條、齒輪、電機、滑軌和滑塊等。其中,絲杠模組安裝在底板中央的凹槽內,兩組滑軌也安裝在底板上,中間底板通過滑塊與底板上的滑軌相連接,又通過中間底板連接件與絲杠模組相連;同時,中間底板上安裝有齒條和兩組滑軌,割袋裝置通過滑塊與中間底板上的滑軌相連接。電機安裝在割袋裝置的裝置主體上,電機輸出軸上安裝齒輪并與安裝在中間底板上的齒條相嚙合。最后,底板通過底板連接件與腳架相連接。至此,底板上的絲杠模組可以驅動中間底板進行縱向平移,電機通過齒輪齒條的嚙合可以驅動割袋裝置橫向平移,即割袋裝置能夠完成兩個方向的平動。

圖8 側面割袋裝置的滑動裝置
1.3 除袋裝置
除袋裝置的組成如圖9 所示,包含支架主體、滑臺氣缸、滑動板、手指氣缸、夾板、滑軌以及滑塊等。其中,兩組滑軌安裝在支架主體的內部側面,滑臺氣缸安裝在支架主體的背部頂面,滑動板通過滑塊與兩組滑軌相連接,同時與滑臺氣缸的活動部件相連接,手指氣缸安裝在滑動板的前面,夾板安裝在手指氣缸的活動部件上,以完成夾持動作,最后支架主體通過螺栓連接在皮帶機上。至此,滑臺氣缸能夠驅動滑動板和手指氣缸前后移動,手指氣缸能夠驅動夾板完成夾持。
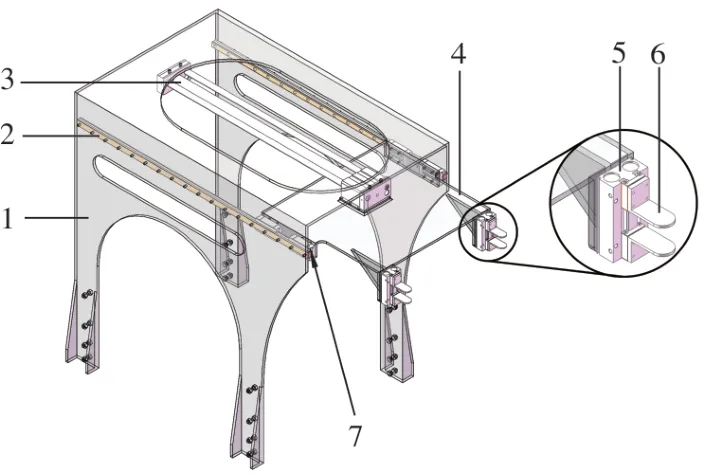
圖9 除袋裝置
2 鋸齒刀具的設計
2.1 鋸齒刀具同步帶的選型設計
鋸齒刀具安裝在同步帶上,跟隨同步帶運動,故對同步帶計算選型。同步帶設計功率Pd的計算公式如下。
式中:KA為工況系數,F為工作負載(N),v為同步帶速度(m/s),m為鋸齒刀具轉動部件的總質量(kg),a為鋸齒刀具的轉動加速度(m/s2),u為考慮刀具與棉包之間摩擦力和切割力的安全因子。式(1)~式(3)中相關參數查詢機械手冊如下:KA=1.6,v=6 m/s,m=5 kg,a=6 m/s2,u=1.5。可求得同步帶設計功率Pd=288 W。
根據以上求得的同步帶設計功率與轉速,查詢機械手冊,選擇L 型帶:節距為9.525 mm,基準寬度為25.4 mm。鋸齒刀具同步帶的兩個帶輪應大小一致,故初選帶輪齒數為18,節圓直徑為54.57 mm。帶長L0的計算公式如下。
式中:a0為軸間距(mm),d1、d2分別為兩帶輪節圓直徑(mm)。其中,軸間距a0初定950 mm。代入參數得到L0=2 071.44 mm。查詢相關機械手冊,選取帶長代號為840 的L 型同步帶,其節線長LP=2 133.60 mm,節線長上的齒數z=224。實際軸間距a=a0+(LP-L0)/2,代入參數得到實際軸間距為a≈981.08 mm。
基本額定功率P0計算如下。
式中:P0為額定功率(kW),Ta為基準寬度同步帶的許用工作拉力(N·m),m為基準寬度同步帶單位長度的質量(kg/m),v為同步帶轉速。相關參數查詢相關機械手冊如下:Ta=244.46 N·m,m=0.095 kg/m,v=6 m/s。 計 算 得 到P0=1.446 24 kW。
所需帶寬計算公式如下。
式中:bs為實際帶寬(mm),bs0為基準帶寬(mm),kz為修正系數。式(6)中相關參數查詢相關機械手冊如下:bs0=25.4 mm,kz=1。帶入參數求得同步帶帶寬bs≥6.17 mm,一般還要求bs 綜上所述,同步帶主要參數:節距9.525 mm,軸間距981.08 mm,帶寬25.4 mm,帶長2 133.60 mm,齒數為224。同步帶輪主要參數:齒數18,節圓直徑54.57 mm。 鋸齒刀具采用電機作為驅動部件、普通V 帶作為傳動部件,將動力傳遞給同步帶。首先計算電機所需的輸出功率,依據式(5),執行機構所需的工作功率即為同步帶的額定功率,即Pw=P0=1.446 24 kW,查詢相關機械手冊,V 帶傳動效率為0.96。代入即可得到電機所需的輸出功率為Pd=1.506 5 kW。因此,選擇Y90L-2 型號的標準電機,額定功率Pe=2.2 kW,轉速n1=2 840 r/min,效率η=0.805,質量m=25 kg。 V 帶的設計功率計算如下。 式中:PC為設計功率(kW),KA為工況系數,Pe為V 帶傳遞的功率(kW)。相關參數查詢機械手冊如下:KA=1.2,Pe=2.2 kW。代入參數計算得到V 帶的設計功率PC=2.64 kW。 根據V 帶的設計功率P以及主動輪轉速,查詢相關機械手冊可知,選擇Z 型普通V 帶。Z 型普通V 帶的最小基準直徑為50 mm。因此取主動輪基準直徑為dd1=63 mm。從動輪基準直徑dd2的計算公式如下。 式中:n1為主動輪轉速(r/min),n2為從動輪轉速(r/min),v為同步帶速度(m/s),d為同步帶齒輪節圓直徑(mm)。由2.1中可知d=54.57 mm。帶入參數計算得到從動輪轉速n2=2 100 r/min,從動輪基準直徑dd2=85.2 mm。查詢相關機械手冊,取直徑為標準值,dd2=85 mm,則實際傳動比為經計算V 帶同步帶速度在5m/s~25m/s,故帶速合適。 初選中心距a0的要求如式(10)所示。V 帶的基準長度L0的計算公式如式(11)所示。實際中心距a的計算公式如式(12)所示。小帶輪包角α1計算如式(13)所示。式中:Ld為標準基準長度(mm)。 根據式(10),初選中心距a0=475 mm,則可得L0=1 182.73 mm。查詢相關機械手冊[8]取標準基準長度Ld=1 080 mm,計算實際中心距a≈423.635 mm,小 帶 輪 包 角α1=177.02°>120°。包角滿足V 帶設計要求。 綜上所述,Z 型V 帶的主要參數:小帶輪直徑63 mm,大帶輪直徑85 mm,傳動比1.35,中心距423.635 mm,基準長度1 080 mm。 底部割袋裝置轉動平臺的工作為驅動鋸齒刀具與頂包架上下移動以及底部割袋裝置旋轉。具體來說,鋸齒刀具與頂包架的上下移動由一個二級油缸驅動,底部割袋裝置的旋轉由電機驅動,并采用齒輪作為傳動部件。 鋸齒刀具的驅動被稱為第二油缸,其工作負載主要為鋸齒刀具整體的重力,鋸齒刀具的質量約為10 kg,則第二油缸的工作負載F0=98 N。第二油缸的參數要求負載98 N,行程200 mm,安全系數n=1.25,負載率β=0.75。第二油缸輸出力FP計算如式(14)所示。 由式(14)計算得第二油缸輸出力FP=163.3 N。初選設計壓力P0為0.2 MPa;初選缸徑與桿徑比為0.5,即d=0.5D。 缸徑D計算如式(15)所示,重新校核第二油缸工作壓力Pn2計算如式(16)所示。 由式(15)計算得到缸徑D=32.28 mm,圓整為D=32 mm,因此桿徑d=16 mm。由式(16)可得第二油缸工作壓力Pn2=0.270 7 MPa。 頂包架的驅動被稱為第一油缸,其工作負載主要為鋸齒刀具與頂包架的總重力,鋸齒刀具與頂包架的總質量約為30 kg,則第一油缸的工作負載F=m×g=30×9.8=294(N)。第一油缸的參數要求:負載294 N,行程120 mm,安全系數1.25,負載率0.75。計算得到第一油缸輸出力FP=490 N。初選設計壓力P0為0.2 MPa;初選缸徑與桿徑比為0.5,即d=0.5D。可得D=55.93 mm,圓整到標準缸徑D=50 mm,因此d=25 mm。重新校核其工作壓力,得第一油缸工作壓力Pn1=0.332 7 MPa。 綜上所述,第一油缸的最小工作壓力0.332 7 MPa,缸徑50 mm,行程120 mm~200 mm。第二油缸的最小工作壓力0.270 7 MPa,缸徑32 mm,行程200 mm~280 mm。 底部割袋裝置的旋轉由電機驅動,其工作負載主要為安裝在圓形底盤下止推軸承自身的摩擦力。查詢相關機械手冊,取止推軸承的動摩擦因數為0.001 5;產生摩擦力的正壓力為底部割袋裝置的重力,底部割袋裝置的質量約為150 kg,則重力G=1 470 N,底部割袋裝置所受摩擦力F=2.205 N;止推軸承半徑約為200 mm,因此電機的工作負載M=0.441 N·m。 根據電機工作負載(最大負載)計算電機輸出功率Pd,如公式(17)所示。 式中:Pd為電機所需的輸出功率(kW),Pw為執行機構所需的工作功率(kW),η為電機到執行機構間傳動裝置的總效率,M為最大工作負載(N·m),ω為執行機構的工作速度(r/min)。查詢相關機械手冊,選取傳動裝置的總效率為η=0.90,底部割袋裝置轉動速度ω=120 r/min,最大工作負載M=0.441 N·m,則電機工作的輸出功率Pd=0.006 1 kW。 最終選擇型號為5IK40RGN-CF 型標準電機,電機額定功率0.040 kW,轉速1 400 r/min,效率0.75,質量8 kg。采用速比為6 的行星齒輪減速器;大齒輪參數:齒數40,模數1.5,直徑60 mm,齒寬30 mm,精度等級8,材料40Gr。小齒輪參數:齒數20,模數1.5,直徑30 mm,齒寬30 mm,精度等級8,材料45 鋼。 滑動裝置的工作為承載整個側面割袋裝置完成水平移動。因此,滑動裝置的工作負載為側面割袋裝置移動時的動摩擦力。 滑動裝置所承載的總質量約為125 kg,滑塊與滑軌之間的動摩擦因數取0.15 進行核算,則側面割袋裝置移動時的動摩擦力,也即滑動裝置的工作負載F=125×9.8×0.15=183.75(N)。 箱體運載機構同樣采用電機作為驅動,行星減速器、齒輪齒條作為傳動機構。電機的選型設計與底部割袋裝置的電機選型設計大體一致,計算過程在此不再贅述。最終選擇6IK250RA-C 標準電機,電機額定功率0.250 kW,轉速1 350 r/min,質量6 kg。 本研究介紹了一種面向直行往復式自動抓棉機的纖維包自動除帶及拆袋機割袋裝置結構,對割袋裝置進行了設計。根據割袋鋸齒的負載對同步帶、V 帶及電機進行了具體選型;通過鋸齒機構和頂包架的工作負載及工作速度作出了油缸與電機選型。該裝置為有效替代傳統的人工除帶工作提供了解決方案,得到的結論如下。 (1)鋸齒刀具同步帶的節距9.525 mm,軸間距981.08 mm,帶寬25.4 mm,帶長2 133.60 mm,齒數為224。同步帶輪主要參數:齒數18,節圓直徑54.57 mm。 (2)鋸齒刀具的傳動采用Z 型V 帶其小帶輪直徑63 mm,大帶輪直徑85 mm,中心距423.635 mm,基準長度1 080 mm。 (3)底部割袋裝置頂包架第一油缸的最小工作壓力0.332 7 MPa,缸徑50 mm,行程120 mm~200 mm。第二油缸的最小工作壓力0.270 7 MPa,缸徑32 mm,行程200 mm~280 mm。 (4)底部割袋裝置旋轉平臺的電機選取5IK40RGN-CF 型標準電機。大齒輪齒數40,模數1.5 mm,齒寬30 mm。小齒輪齒數20,模數1.5 mm,齒寬30 mm。 (5)側面割袋裝置箱體運載機構電機選取6IK250RA-C 型標準電機。2.2 V 帶及電機選型
3 底部割袋裝置的轉動平臺設計
3.1 油缸選型
3.2 電機選型
4 側面割袋裝置的滑動裝置設計
5 結論
