光亮強(qiáng)度對(duì)三維表面缺陷測(cè)量工藝穩(wěn)定性影響的研究
2023-12-13 15:34:56吳紅鄒昱臨蘇大帥
科技與創(chuàng)新 2023年23期
吳紅,鄒昱臨,蘇大帥
(中國(guó)商飛上海飛機(jī)制造有限公司,上海 201324)
在航空航天領(lǐng)域中,機(jī)身表面狀態(tài)受損可能會(huì)導(dǎo)致整個(gè)飛機(jī)出現(xiàn)各種安全隱患[1]。例如,飛機(jī)關(guān)鍵構(gòu)件(如機(jī)身蒙皮、壁板、發(fā)動(dòng)機(jī)導(dǎo)管等)在加工、總裝、試飛、維修等階段極易與尖銳的外界物質(zhì)(如金屬屑、鏟刀、板角或設(shè)備上的尖銳物等)接觸,而在相對(duì)滑動(dòng)時(shí)造成條狀分布的傷痕,即表面缺陷劃痕。雖然這類缺陷難以避免,且有的缺陷尺寸較小(寬度為幾十微米,深度僅為幾微米),但在長(zhǎng)期惡劣的服役環(huán)境中及疲勞循環(huán)載荷下,微觀劃痕極易誘發(fā)裂紋萌生乃至發(fā)生疲勞斷裂[2],這將對(duì)飛機(jī)構(gòu)件服役性能與飛行安全造成極大的威脅。
目前,對(duì)于表面劃痕評(píng)價(jià)主要采用目視檢查、手指感受、直尺法、三坐標(biāo)機(jī)或尖頭深度表等方式,此方式存在測(cè)量耗時(shí)長(zhǎng)、精度差、可靠性不高等問題。以目視檢查、手指感受和直尺法為例,測(cè)量結(jié)果嚴(yán)重依賴于操作者經(jīng)驗(yàn),對(duì)缺陷尺寸無法定量,尤其是深度;而三坐標(biāo)機(jī)或尖頭深度表測(cè)量法屬于典型的接觸式測(cè)量,雖然該方法測(cè)量精度較高,但整個(gè)測(cè)量過程耗時(shí)較長(zhǎng),測(cè)量范圍有限,不適合尺寸大、硬度小的構(gòu)件檢測(cè),且由于測(cè)頭與被測(cè)物體接觸時(shí)會(huì)產(chǎn)生一定壓力,可能會(huì)導(dǎo)致測(cè)頭磨損,同時(shí)也會(huì)帶來新的劃傷,另外該方法也不適用于實(shí)時(shí)在線的應(yīng)用場(chǎng)景[3]。而隨著光學(xué)元件的不斷發(fā)展,工業(yè)視覺檢測(cè)技術(shù)得到快速廣泛應(yīng)用,其中基于條紋投影法的三維表面缺陷測(cè)量技術(shù),因具有非接觸、精度高、速度快、便捷性強(qiáng)等優(yōu)點(diǎn)而成為光學(xué)視覺檢測(cè)領(lǐng)域中的研究熱點(diǎn)之一[4],同時(shí)也成為飛機(jī)表面質(zhì)量評(píng)價(jià)的重要手段。
當(dāng)前,國(guó)外對(duì)于條紋投影法測(cè)量技術(shù)的研究開展較早,且已進(jìn)入實(shí)用化階段。而國(guó)內(nèi)對(duì)該技術(shù)的研究開始于20 世紀(jì)90 年代,雖然起步較晚,但發(fā)展迅速,目前各院校研究團(tuán)隊(duì)已開展了實(shí)驗(yàn)階段的理論研究和應(yīng)用論證[5-6],并取得了眾多研究成果。本文針對(duì)鋼材質(zhì)的試驗(yàn)件開展了光亮強(qiáng)度對(duì)基于條紋投影法的三維表面缺陷測(cè)量工藝穩(wěn)定性研究,通過對(duì)光學(xué)條紋投射器設(shè)置8 個(gè)亮度值(分別為1、2、3、4、5、6、8、11),并分別進(jìn)行圖像采集、數(shù)據(jù)記錄與分析處理,從而明確了光亮強(qiáng)度對(duì)其工藝穩(wěn)定性的影響。
1 三維表面缺陷測(cè)量工藝基本原理
三維表面缺陷測(cè)量工藝采用的是由投影儀和攝像頭組成的系統(tǒng)結(jié)構(gòu),其本質(zhì)是基于結(jié)構(gòu)光三角法的條紋投影測(cè)量技術(shù),即通過投影發(fā)射器將多條光柵條紋投射到被測(cè)物體表面,投影條紋受被測(cè)物體高度的調(diào)制發(fā)生形變(如圖1 所示),正上方的攝像機(jī)對(duì) “條紋圖像” 進(jìn)行采集,隨后通過計(jì)算機(jī)軟件分析條紋產(chǎn)生的形變,便可得到被測(cè)物體的高度與尺寸等信息[7],其基本原理如圖2 所示。
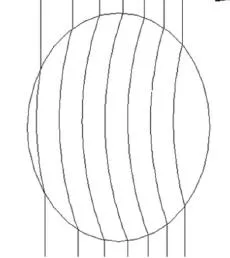
圖1 條紋投影變形示意圖
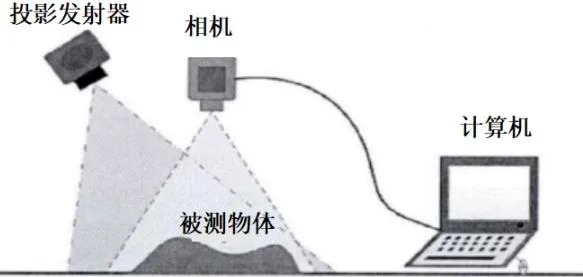
圖2 基本原理示意圖
2 試驗(yàn)開展
2.1 基礎(chǔ)條件
本文主要采用三維表面缺陷測(cè)量?jī)x進(jìn)行光亮強(qiáng)度對(duì)三維表面缺陷測(cè)量工藝穩(wěn)定性的研究,所用設(shè)備量程/精度具體如下:深度測(cè)量范圍為-2.5~2.5 mm;X、Y方向測(cè)量范圍為13 mm×8 mm;最大允許示值誤差為±(2+L/1 000)μm。
2.2 試驗(yàn)參數(shù)
針對(duì)鋼材質(zhì)的試驗(yàn)件開展了光亮強(qiáng)度對(duì)三維表面缺陷測(cè)量工藝穩(wěn)定性影響的研究試驗(yàn),首先對(duì)光學(xué)條紋投射器設(shè)置8 個(gè)亮度值(分別為1、2、3、4、5、6、8、11),且按照每個(gè)亮度值重復(fù)進(jìn)行10 次測(cè)量,并分別進(jìn)行圖像采集、數(shù)據(jù)記錄與分析處理。圖3 為鋼材質(zhì)的試驗(yàn)件,以此模擬表面劃痕缺陷。目視檢查該試驗(yàn)件發(fā)現(xiàn)其表面并無高亮反光現(xiàn)象。光學(xué)條紋投射與圖像采集示意圖如圖4 所示。
圖3 鋼材質(zhì)的試驗(yàn)件
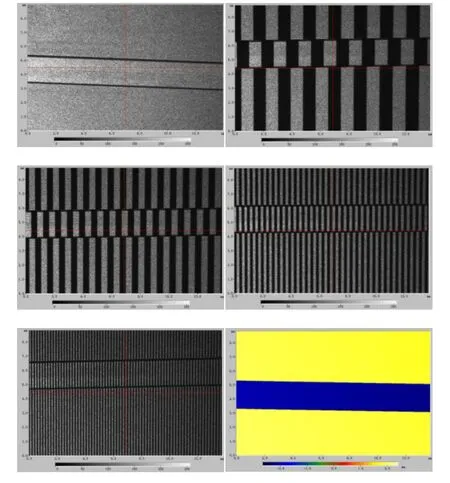
圖4 光學(xué)條紋投射與圖像采集示意圖
圖5 分別為對(duì)光學(xué)條紋投射器設(shè)置8 個(gè)亮度值下的光亮強(qiáng)度波譜圖。從圖5 可以看出,亮度值為4 時(shí),光亮強(qiáng)度呈現(xiàn)居中的“正態(tài)分布”;亮度值為3 或5 時(shí),光亮強(qiáng)度呈現(xiàn)近似“正態(tài)分布”,但其特征不夠顯著。
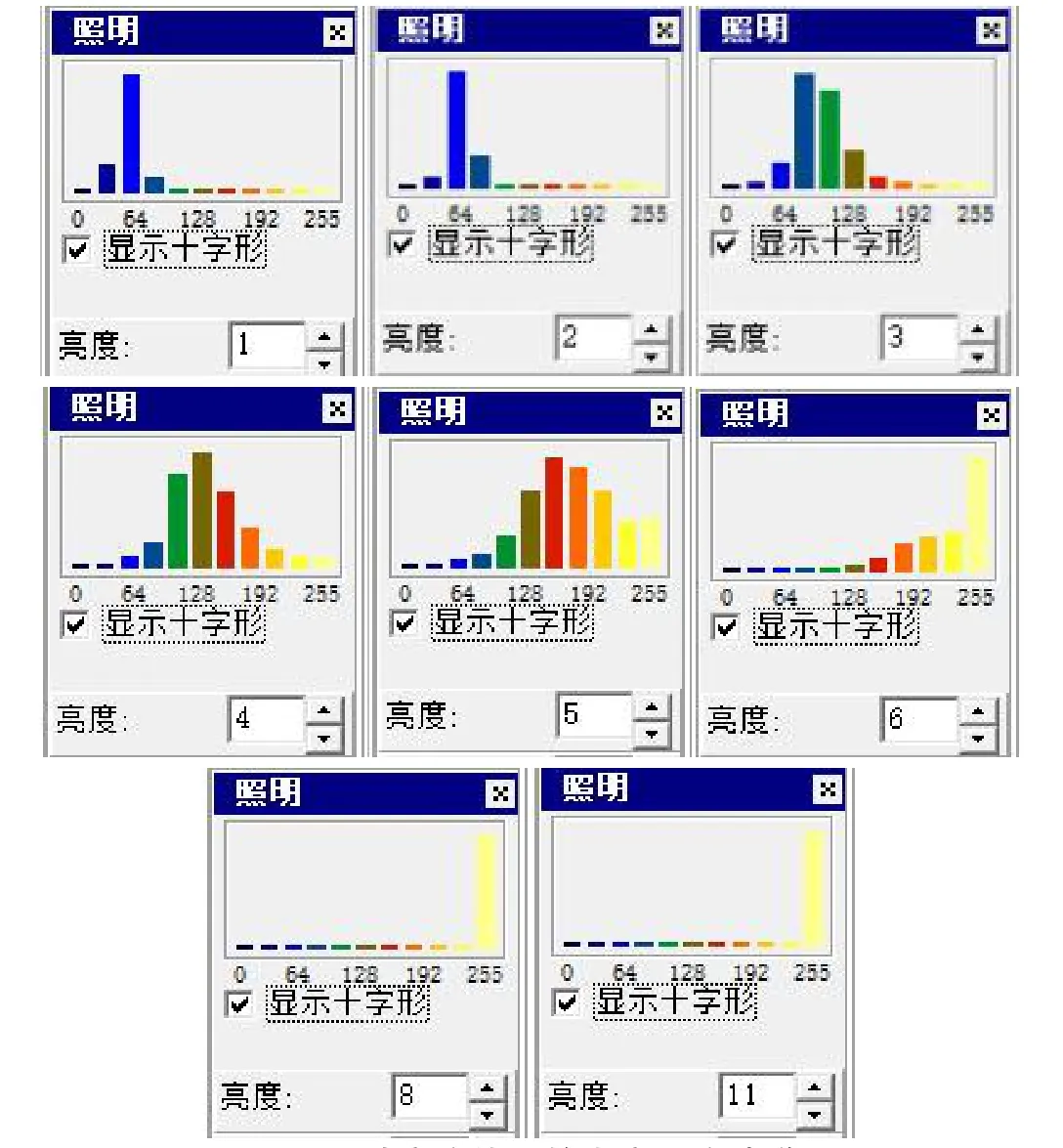
圖5 8 種亮度值下的光亮強(qiáng)度波譜圖
圖6 為8 種不同光亮強(qiáng)度下的試件表面狀況。從圖6 可以看出,隨著亮度值的增大,試驗(yàn)件表面反光情況逐漸加劇。當(dāng)亮度值為1 或2 時(shí),試驗(yàn)件表面較暗;當(dāng)亮度值為4 時(shí),試驗(yàn)件表面狀況與實(shí)際目視結(jié)果最為接近;當(dāng)亮度值大于等于8 時(shí),表面反光較為嚴(yán)重;尤其當(dāng)亮度值為11 時(shí),表面反光現(xiàn)象極為劇烈。

圖6 8 種不同光亮強(qiáng)度下的試件表面狀況
2.3 試驗(yàn)結(jié)果
2.3.1 深度測(cè)量分析
圖7 為8 種不同光亮強(qiáng)度下的深度測(cè)量結(jié)果。從圖7 可以看出,隨著亮度值的增加,試驗(yàn)結(jié)果的波動(dòng)性呈現(xiàn)先增大后減小,再急劇增大的趨勢(shì)。通過計(jì)算分析可知,對(duì)應(yīng)于亮度值為1、2、3、4、5、6、8、11的深度極差值分別為2.6 μm、3.4 μm、6.3 μm、3.2 μm、13.4 μm、58.6 μm、24.1 μm、146.5 μm,深度標(biāo)準(zhǔn)差分別為0.64 μm、1.07 μm、2.00 μm、0.89 μm、3.83 μm、16.98 μm、8.59 μm、48.71 μm。當(dāng)亮度值最大(為11)時(shí),深度極差值和標(biāo)準(zhǔn)差均達(dá)到最大;當(dāng)亮度值小于5 時(shí),深度極差與標(biāo)準(zhǔn)差值均較小,且在設(shè)備精度(±5 μm)范圍內(nèi),其中當(dāng)亮度值為1 或4 時(shí),試驗(yàn)結(jié)果較好。另外,分析試驗(yàn)結(jié)果發(fā)現(xiàn),當(dāng)亮度值大于等于5 時(shí),所采集的人工缺陷刻槽輪廓圖像出現(xiàn)邊緣虛化,且系統(tǒng)自動(dòng)識(shí)別評(píng)價(jià)的最深值會(huì)出現(xiàn)在輪廓線附近,以亮度值為11 時(shí)的深度測(cè)量圖像為例,如圖8 所示。

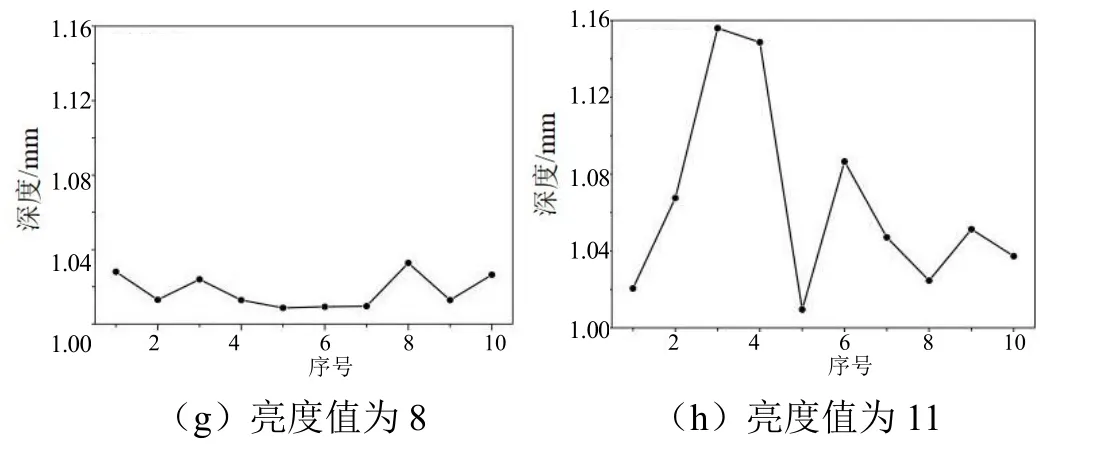
圖7 8 種不同光亮強(qiáng)度下的深度測(cè)量結(jié)果

圖8 亮度值為11 時(shí)的深度測(cè)量圖像
造成上述現(xiàn)象的主要原因?yàn)椋寒?dāng)亮度值大于等于5時(shí),試驗(yàn)件表面反光現(xiàn)象明顯,系統(tǒng)采集人工缺陷刻槽輪廓點(diǎn)云數(shù)據(jù)受限,數(shù)據(jù)擬合結(jié)果不佳,輪廓線圖像邊緣出現(xiàn)虛化;同時(shí),圖像采集時(shí)間由正常情況下的3 s 逐漸增加至18 s(亮度值為11),由于操作人員需手持設(shè)備并保持固定進(jìn)行測(cè)量,采集時(shí)間的增加會(huì)使其產(chǎn)生疲勞或晃動(dòng),因此也增加了試驗(yàn)數(shù)據(jù)的測(cè)量偏差和不穩(wěn)定性。
2.3.2 寬度測(cè)量分析
圖9 為8 種不同光亮強(qiáng)度下的寬度測(cè)量結(jié)果。從圖9 可以看出,隨著亮度值的增加,試驗(yàn)結(jié)果的波動(dòng)性基本類似。通過計(jì)算分析可知,對(duì)應(yīng)于亮度值為1、2、3、4、5、6、8、11 的寬度極差值分別為50 μm、40 μm、30 μm、20 μm、30 μm、20 μm、10 μm、30 μm,寬度標(biāo)準(zhǔn)差分別為19.21 μm、11.83 μm、7.75 μm、9.00 μm、8.72 μm、6.40 μm、4.58 μm、11.18 μm。與深度測(cè)量結(jié)果不同的是,當(dāng)亮度值最小(為1)時(shí),寬度極差值和標(biāo)準(zhǔn)差均達(dá)到最大;當(dāng)亮度值為3、4、5、6、8 時(shí),寬度極差與標(biāo)準(zhǔn)差值均較小。另外,分析實(shí)際試驗(yàn)結(jié)果發(fā)現(xiàn),當(dāng)亮度值小于等于2 時(shí),人工缺陷刻槽的剖面線往往存在缺邊的問題,以亮度值為1 時(shí)的寬度測(cè)量結(jié)果為例,如圖10 所示。
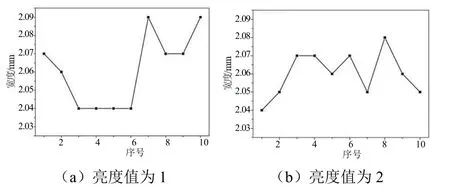
圖9 8 種不同光亮強(qiáng)度下的寬度測(cè)量結(jié)果

圖10 亮度值為1 時(shí)的寬度測(cè)量剖面輪廓線
造成上述現(xiàn)象的主要原因?yàn)椋簩挾鹊臏y(cè)量需要通過沿人工缺陷刻槽切線方向手動(dòng)劃線進(jìn)行剖面輪廓分析來實(shí)現(xiàn),所以試驗(yàn)結(jié)果的波動(dòng)性基本類似;當(dāng)亮度值小于等于2 時(shí),試驗(yàn)件表面較暗,系統(tǒng)對(duì)于人工缺陷刻槽輪廓點(diǎn)云數(shù)據(jù)采集也受到限制,數(shù)據(jù)擬合結(jié)果不佳,剖面輪廓線缺邊,因此測(cè)量存在一定偏差。
2.3.3 綜合分析
分析深度自動(dòng)測(cè)量與寬度手動(dòng)測(cè)量的試驗(yàn)結(jié)果可知,對(duì)于鋼材質(zhì)的試驗(yàn)件而言,當(dāng)亮度值為4 時(shí),深度測(cè)量的極差與標(biāo)準(zhǔn)差分別為3.2 μm、0.8 μm;寬度測(cè)量的極差與標(biāo)準(zhǔn)差分別為20 μm、9 μm,另外寬深比為2.04 時(shí)深度與寬度測(cè)量的偏差值最小,工藝試驗(yàn)穩(wěn)定性最佳,這也與圖5 所示的光亮強(qiáng)度波譜圖“正態(tài)分布” 相對(duì)應(yīng)。
3 結(jié)論
本文采用三維表面缺陷測(cè)量?jī)x,對(duì)鋼材質(zhì)的試驗(yàn)件開展了光亮強(qiáng)度對(duì)三維表面缺陷測(cè)量工藝穩(wěn)定性影響研究試驗(yàn),通過對(duì)光學(xué)條紋投射器設(shè)置8 個(gè)亮度值(分別為1、2、3、4、5、6、8、11),并分別進(jìn)行圖像采集、數(shù)據(jù)記錄與分析處理,得到下述結(jié)論:①當(dāng)光亮強(qiáng)度太低時(shí),試驗(yàn)件表面較暗,系統(tǒng)采集人工缺陷刻槽輪廓點(diǎn)云數(shù)據(jù)受限,數(shù)據(jù)擬合結(jié)果不佳,輪廓線圖像邊緣出現(xiàn)虛化,剖面輪廓線極易缺邊,工藝穩(wěn)定性較差。②當(dāng)光亮強(qiáng)度太高時(shí),試驗(yàn)件表面反光現(xiàn)象劇烈,圖像采集時(shí)間由正常情況下的3 s 逐漸增加至18 s(亮度值為11),由于操作人員需手持設(shè)備并保持固定進(jìn)行測(cè)量,采集時(shí)間的增加會(huì)使其產(chǎn)生疲勞或晃動(dòng);同時(shí),也會(huì)由于試驗(yàn)件表面過于反光而導(dǎo)致系統(tǒng)采集人工缺陷刻槽輪廓點(diǎn)云數(shù)據(jù)受限,數(shù)據(jù)擬合結(jié)果不佳,從而使得工藝穩(wěn)定性變差。
為保證三維表面缺陷測(cè)量工藝試驗(yàn)的穩(wěn)定性,圖像采集時(shí)應(yīng)選擇合適的亮度,即光學(xué)條紋投射器投影后表面無嚴(yán)重的反光現(xiàn)象,且光亮強(qiáng)度波譜圖最佳“正態(tài)分布”。對(duì)于鋼材質(zhì)試驗(yàn)件開展的工藝試驗(yàn)而言,最佳測(cè)量效果的亮度值為4,此時(shí)工藝穩(wěn)定性最佳。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
- 科技與創(chuàng)新的其它文章
- 設(shè)計(jì)院主導(dǎo)的EPC 總承包項(xiàng)目安全風(fēng)險(xiǎn)分級(jí)管控體系建設(shè)研究
- 關(guān)于大型商業(yè)綜合體消防安全隱患智能預(yù)警監(jiān)測(cè)管理系統(tǒng)的研究
- 支架支撐體系中貝雷梁的研究進(jìn)展
- 面向無人值守的長(zhǎng)輸天然氣作業(yè)區(qū)一體化管控平臺(tái)設(shè)計(jì)
- 基于GNSS 的“零等待” 路邊停車系統(tǒng)
- 基于物聯(lián)網(wǎng)技術(shù)的智慧供熱系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)