核島電動閥填料引漏環(huán)卡澀在線處理工藝的開發(fā)與應(yīng)用
2023-12-12 03:26:26李攀攀
中國核電 2023年5期
李攀攀
(中核核電運行管理有限公司,浙江 海鹽 314303)
0 概述
國內(nèi)重水堆核電廠一回路系統(tǒng)中大量使用電動閥用于系統(tǒng)狀態(tài)控制。電廠經(jīng)過長期運行后,一回路中的系統(tǒng)介質(zhì)會具有放射性,介質(zhì)外漏后將會污染廠房環(huán)境。電動閥外漏主要通過兩個渠道,一是閥門的中法蘭,二是閥門的閥桿,本文主要對后者進行分析研究。為避免閥桿密封失效,介質(zhì)從閥桿處外逸污染環(huán)境,閥門閥桿密封處通常會設(shè)計一個填料引漏環(huán),用于收集閥桿處泄漏介質(zhì)并引流至密封容器或系統(tǒng)中。由于閥門運行工況的影響以及填料引漏環(huán)設(shè)計上的不足,導(dǎo)致填料引漏環(huán)外壁與填料函內(nèi)壁發(fā)生卡澀,填料引漏環(huán)無法從填料函中取出,繼而造成填料引漏環(huán)下方的填料無法更換的后果。如果填料引漏環(huán)下方的填料損壞后持續(xù)惡化且無法及時更換,將會導(dǎo)致機組的一回路系統(tǒng)失去裝量控制,機組被迫停堆。國內(nèi)某重水堆核電廠在運行期間已發(fā)生過兩起核島電動閥填料引漏環(huán)卡澀、填料引漏環(huán)無法取出的故障,但閥門動作情況正常,未造成機組的停機停堆。
1 填料引漏環(huán)的結(jié)構(gòu)及卡澀故障原因分析
1.1 填料引漏環(huán)的結(jié)構(gòu)
核島部分閥門的閥桿密封結(jié)構(gòu)[1]如圖1所示。填料引漏環(huán)上端面有2個對稱分布的螺紋孔,用于安裝絲桿,以便于沿閥桿將引漏環(huán)從填料函中取出。填料引漏環(huán)內(nèi)壁和外壁各有一個環(huán)形凹槽,引漏環(huán)中部徑向?qū)ΨQ設(shè)置2個引漏孔,用于收集并將泄漏的重水引流至引漏管。
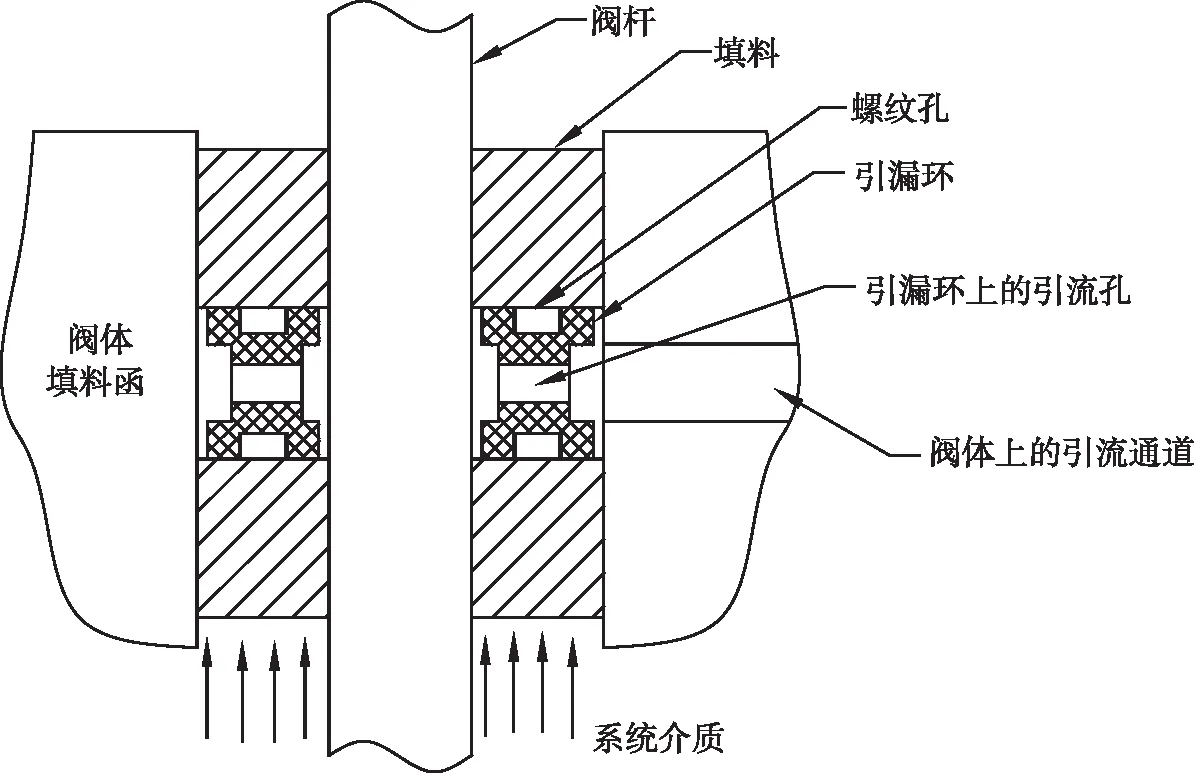
圖1 帶填料引漏環(huán)的閥桿密封結(jié)構(gòu)
1.2 填料引漏環(huán)卡澀故障現(xiàn)象及影響
1)填料引漏環(huán)外壁與填料函內(nèi)壁發(fā)生粘連和卡澀,填料引漏環(huán)與填料函之間摩擦力過大,填料引漏環(huán)無法沿閥桿向上提起,導(dǎo)致填料引漏環(huán)下方的填料無法更換。
2)填料引漏環(huán)內(nèi)壁與閥桿發(fā)生卡澀,不僅造成填料引漏環(huán)無法沿閥桿向上提起,同時閥門動作性能和閥桿密封性能也直接受到影響。
1.3 填料引漏環(huán)卡澀故障原因分析
1)填料引漏環(huán)下方填料發(fā)生泄漏,導(dǎo)致填料函(材質(zhì):ASME SA-105 管道元件用碳鋼鍛件)內(nèi)壁腐蝕,填料函內(nèi)壁與填料引漏環(huán)外壁之間的間隙被鐵銹等異物填滿,同時閥門長期處于高溫環(huán)境中,填料函內(nèi)壁與填料引漏環(huán)外壁發(fā)生“粘黏滲透”現(xiàn)象,造成填料引漏環(huán)與填料函內(nèi)壁之間的靜摩擦力極大。
2)閥桿異常受損而發(fā)生變形,閥桿在上下動作過程中,閥桿受損部位與填料引漏環(huán)摩擦擠壓而發(fā)生卡澀現(xiàn)象。
3)填料引漏環(huán)外壁與填料函內(nèi)壁配合間隙偏小(直徑方向間隙:0.15~0.20 mm),填料引漏環(huán)內(nèi)壁與閥桿外壁配合間隙也偏小(直徑方向間隙:0.51~0.64 mm),填料碎屑及異物進入這些間隙后,也容易造成引漏環(huán)的卡澀現(xiàn)象。
2 填料引漏環(huán)卡澀后在線取出方案的確定
由于閥門無法隔離,且執(zhí)行機構(gòu)禁止拆除,填料引漏環(huán)卡澀后只能采取在線取出的方案。
2.1 填料引漏環(huán)在線取出的難點
1)填料引漏環(huán)上端面自帶的螺紋孔口徑小(僅4.8 mm),不可能承載很大的提升力,很難利用螺紋孔上安裝的絲桿向上取出填料引漏環(huán),且螺紋孔可能被填料碎屑堵塞。
2)引漏環(huán)寬度較小,基本和填料的寬度相同,且位于填料函深處,閥門的執(zhí)行機構(gòu)和軛架也無法拆除,因此現(xiàn)場作業(yè)空間非常受限。
3)填料引漏環(huán)取出過程中,需避免損傷閥門本體部分。
目前在這種情況下,暫未找到一種既能取出填料引漏環(huán)又不損傷填料引漏環(huán)的工具或方案,但可以考慮對填料引漏環(huán)進行在線切割,然后再取出填料引漏環(huán)的方案。
2.2 填料引漏環(huán)在線切割工藝的選擇
目前常見的切割工藝及特點分析如下:
1)機加工法。優(yōu)點:切削力大,加工速度快,缺點:目前暫無合適的針對狹小空間作業(yè)的在線機加工工具,如果開發(fā)制造,技術(shù)難度非常大,因此,此方法可行性較差。
2)激光切割法。優(yōu)點:激光是一種高能可聚焦的光能量,可切割各種金屬、非金屬材料,切割過程中基體只受熱而不受力。理論上也可以對填料引漏環(huán)進行在線切割,缺點:該工藝必須在閥門執(zhí)行機構(gòu)拆除的情況下進行,否則激光光束傳導(dǎo)和聚集空間受限,無法把激光束聚焦到填料引漏環(huán)表面,因此,此方法可行性較差。
3)電火花加工法。優(yōu)點:可以切割任何高強度、高硬度、高韌性、高脆性以及高純度的導(dǎo)電材料;切割時無明顯機械力,切割形狀可自行定制,特別適用于低剛度工件和微細(xì)結(jié)構(gòu)的加工[2],缺點:加工速度相對較慢。從原理上講,通過開發(fā)設(shè)計合理的電極和必要的工裝,采取有效的閥桿絕緣措施,并設(shè)計一套專用冷卻裝置對加工部位進行冷卻并帶走加工所產(chǎn)生鐵屑,即可實現(xiàn)填料引漏環(huán)的在線切割工作。
4)還有其他一些方法,例如化學(xué)腐蝕方法,加工高強度取出絲桿等,但現(xiàn)場作業(yè)空間狹小,設(shè)備和系統(tǒng)對作業(yè)方法要求較高,很多工具和方法不具備可實施性。
通過分析各種在線加工方法的優(yōu)缺點,結(jié)合現(xiàn)場實際情況,認(rèn)為電火花加工法比較適合于填料引漏環(huán)的在線切割。
3 電火花加工法介紹及模擬試驗
3.1 電火花加工法介紹
電火花加工法是蘇聯(lián)拉扎林科夫婦于1943年發(fā)明的,他們在研究開關(guān)觸點受火花放電腐蝕損壞的現(xiàn)象和原因時,發(fā)現(xiàn)電火花的瞬時高溫可以使局部的金屬熔化、氧化而被腐蝕掉,從而開創(chuàng)和發(fā)明了電火花加工方法。電火花加工法最初用在高強度的坦克鋼板上打孔,去除折斷在工件中的鉆頭和絲錐以及加工各種模具等。二戰(zhàn)的關(guān)鍵時刻,電火花加工法曾解決了當(dāng)時蘇聯(lián)坦克和武器裝備中經(jīng)常出現(xiàn)的絲錐斷裂無法取出的問題。
電火花加工法是利用浸在工作液中的兩極間脈沖放電時產(chǎn)生的電蝕作用蝕除導(dǎo)電材料的特種加工方法,又稱放電加工或電蝕加工。常規(guī)的電火花加工機器本可以用于核島作業(yè),但工作液的選擇必須考慮對一回路系統(tǒng)的影響。工作液是具有一定絕緣度的液體介質(zhì),常用煤油或礦物油或去離子水。但在秦山第三核電廠核島電動閥上禁止采用上述液體,目的就是為了避免這些液體介質(zhì)沿閥桿滲入進入系統(tǒng)內(nèi)部,造成系統(tǒng)介質(zhì)污染或降級。因此,需要選用系統(tǒng)介質(zhì)——重水作為工作液,同時為了滿足絕緣性的要求,以及避免含氚重水對人體的傷害,最終選用純凈重水作為工作液。這是業(yè)內(nèi)首次采用純凈重水作為電火花加工的工作液。對于非重水堆核電廠或其他環(huán)境下,亦可采用純凈水作為工作液。
3.2 電火花加工法的模擬試驗
為了驗證電火花加工法的安全性和可行性,在車間加工制作了1∶1的填料函與軛架部件的模擬體以及不銹鋼填料引漏環(huán)模擬體,并設(shè)計便攜式數(shù)控電火花加工機床的工裝和液體介質(zhì)循環(huán)冷卻系統(tǒng),采用電火花加工法對填料引漏環(huán)模擬體進行切割試驗,切割效果達到填料引漏環(huán)的切割要求,同時也證明了采用電火花加工法切割填料引漏環(huán)是可靠、合理、可行的。
4 切割后的填料引漏環(huán)在線取出工具的設(shè)計和使用
4.1 切割后的填料引漏環(huán)在線取出方案
使用電火花加工法對填料引漏環(huán)進行切割后,填料引漏環(huán)將被切分為三個部分,一個填料引漏環(huán)內(nèi)環(huán)和兩個填料引漏環(huán)外環(huán)。根據(jù)模擬試驗的結(jié)果再設(shè)計制作填料引漏環(huán)內(nèi)環(huán)和外環(huán)取出專用工具。
4.2 填料引漏環(huán)內(nèi)環(huán)在線取出工具的設(shè)計和使用
填料引漏環(huán)內(nèi)環(huán)在線取出專用工具如圖2所示。
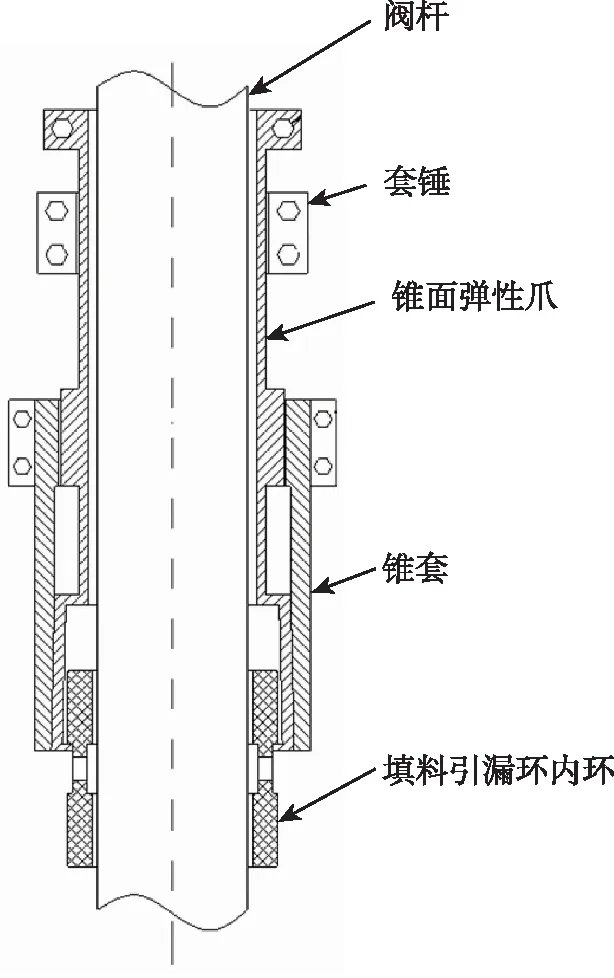
圖2 引漏環(huán)內(nèi)環(huán)取出專用工具
該專用工具原理如下:錐面彈性爪中部與錐套的上部之間采用螺紋配合,下部之間采用錐面配合,錐套旋轉(zhuǎn)下移時,給引漏環(huán)內(nèi)環(huán)提供一個徑向夾緊力,夾住填料引漏環(huán)內(nèi)環(huán),且錐面彈性爪底部設(shè)計有倒鉤狀結(jié)構(gòu),能夠鉤住填料引漏環(huán)內(nèi)環(huán),通過套錘反復(fù)向上錘擊錐套,即可取出填料引漏環(huán)內(nèi)環(huán)。
該專用工具的使用方法如下:
1)將錐面彈性爪安裝在閥桿外側(cè),用緊固螺釘進行連接固定;
2)將錐套安裝在錐面彈性爪中部和下部外側(cè),用緊固螺釘進行連接固定;然后將套錘安裝在錐面彈性爪上部的凹槽內(nèi),用緊固螺釘進行連接固定;
3)把內(nèi)環(huán)取出專用工具下移到閥門填料函中;
4)將錐套旋轉(zhuǎn)下移,給錐面彈性爪提供一個徑向夾緊力,夾住填料引漏環(huán)內(nèi)環(huán);
5)通過套錘反復(fù)向上錘擊錐套,將填料引漏環(huán)內(nèi)環(huán)沿閥桿向上提起,置于閥桿上的開闊位置,旋松錐套,脫開引漏環(huán)內(nèi)環(huán),用工具將填料引漏環(huán)內(nèi)環(huán)鋸開或夾斷即可;
6)從閥桿上拆除內(nèi)環(huán)在線取出專用工具。
4.3 填料引漏環(huán)外環(huán)在線取出工具的設(shè)計和使用
填料引漏環(huán)外環(huán)在線取出專用工具如圖3所示,該工具原理如下:錐套的中部與錐面彈性爪的上部通過螺紋連接,錐套的下部與錐面彈性爪采用錐面配合,旋轉(zhuǎn)錐套向下移動時,錐面彈性爪的爪體向外擴張,并產(chǎn)生徑向外撐力,錐面彈性爪底部的倒鉤狀結(jié)構(gòu),能夠鉤住引漏環(huán)外環(huán),通過套錘反復(fù)向上錘擊錐套,即可取出填料引漏環(huán)外環(huán)。
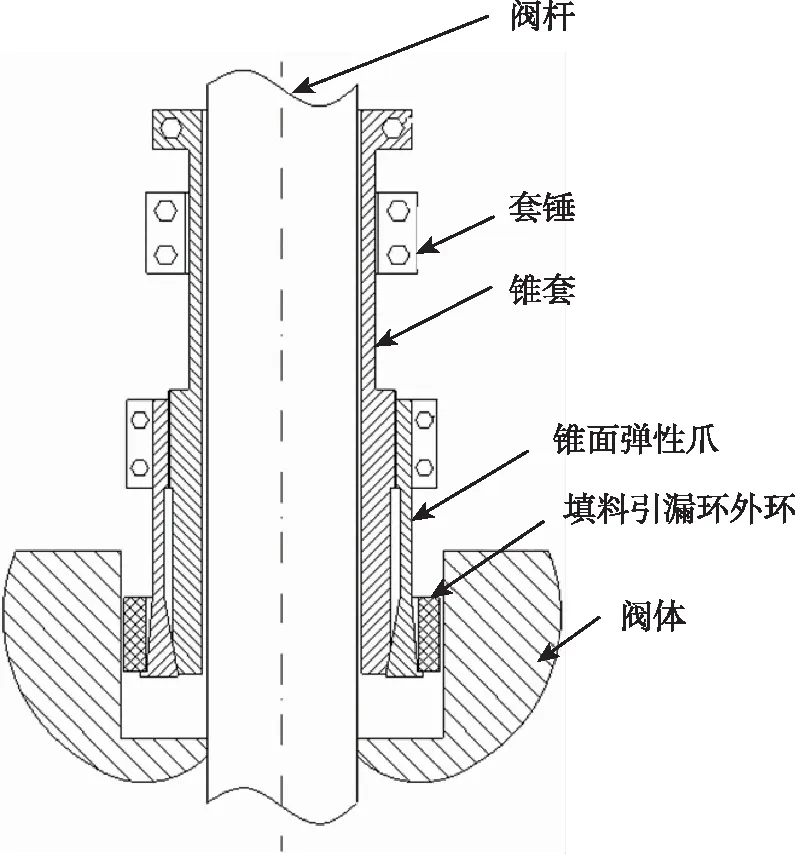
圖3 引漏環(huán)外環(huán)取出專用工具
填料引漏環(huán)外環(huán)在線取出專用工具的使用方法如下:
1)將錐套安裝在閥桿外側(cè),用緊固螺釘進行連接固定;
2)將錐面彈性爪安裝在錐套中部和下部外側(cè),用緊固螺釘進行連接固定;然后將套錘安裝在錐套上部的凹槽內(nèi),用緊固螺釘進行連接固定;
3)把外環(huán)取出專用工具下移到閥門填料函中合適位置;
4)將錐套旋轉(zhuǎn)下移,給錐面彈性爪提供一個徑向外撐力,撐住填料引漏環(huán)外環(huán);
5)通過套錘反復(fù)向上錘擊錐套,將填料引漏環(huán)外環(huán)沿閥桿向上提起,置于閥桿上的開闊位置,旋松錐套,脫開引漏環(huán)外環(huán),用工具將填料引漏環(huán)外環(huán)鋸開或夾斷即可;
6)從閥桿上拆除外環(huán)在線取出專用工具。
5 現(xiàn)場應(yīng)用情況
國內(nèi)重水堆核電廠——秦山第三核電廠在106大修和206大修期間,使用電火花加工工藝和填料引漏環(huán)切割后的在線取出專用工具,采用純凈重水作為工作液,分別對5號集管停冷隔離閥1-3341-MV1和7號集管停冷隔離閥2-3341-MV2卡澀的填料引漏環(huán)實施在線處理工作。最后均成功取出兩臺電動閥中卡澀的填料引漏環(huán),同時閥門本體及閥桿均完好無損。
6 結(jié)束語
現(xiàn)場實踐表明,采用電火花加工工藝在線切割填料引漏環(huán)的選擇是安全、合理、可行的,填料引漏環(huán)切割后的在線取出工具的設(shè)計是合理、可行的。目前,填料引漏環(huán)內(nèi)環(huán)取出專用工具[3]和外環(huán)取出專用工具[4]已獲得國家發(fā)明專利。
卡澀的填料引漏環(huán)被切割取出后,可以采用一種對開半環(huán)式引漏環(huán)[5]進行替代,這種新型的填料引漏環(huán)可以在線安裝,并且功能和結(jié)構(gòu)滿足原設(shè)計要求。
電火花加工工藝和填料引漏環(huán)在線取出專用工具的設(shè)計理念可以推廣應(yīng)用于火電廠、化工廠等工礦企業(yè)中各類帶填料引漏環(huán)的閥門,也可以考慮用于軸套和銷釘?shù)仍O(shè)備零部件卡澀在線處理,為設(shè)備在線不停機檢修提供一種新的思路和想法。