高速銑削304不銹鋼銑削力及表面粗糙度的試驗(yàn)研究
2023-12-02 15:58:14尹亮
關(guān)鍵詞:深度
尹亮
摘 要:304不銹鋼具有優(yōu)良的抗氧化性和抗腐蝕性,其結(jié)構(gòu)性能和物理化學(xué)性質(zhì)比較穩(wěn)定,但在切削的過(guò)程中,由于產(chǎn)生的熱能較高,因此其表面質(zhì)量無(wú)法有效把控。本文針對(duì)其難以加工的特性,對(duì)其進(jìn)行深入的分析,分別從軸向切削深度、銑削速度、進(jìn)給量與徑向切削深度四個(gè)方面,對(duì)銑削力以及表面粗糙度的影響規(guī)律進(jìn)行研究。本次研究對(duì)正交實(shí)驗(yàn)結(jié)果采用最小二乘法進(jìn)行分析,并構(gòu)建銑削力及加工表面粗糙度與切削參數(shù)之間的經(jīng)驗(yàn)?zāi)P停M(jìn)而確定了合理的銑削參數(shù)。結(jié)果表明:當(dāng)徑向切削深度在2~3mm之間,進(jìn)給量在0.10~0.15mm/r之間,軸向切削深度在0.7~0.8mm之間,銑削速度在450~500m/min之間時(shí),銑削參數(shù)最為適宜。
關(guān)鍵詞:高速銑削;304不銹鋼;銑削力;表面粗糙度
Study on the Milling Force and Surface Roughness of
High-speed Milling 304 Stainless Steel
Yin Liang
(Mechanical Engineering Department,Baotou Vocational & Technical College,Baotou,Inner Mongolia 014030)
Abstract:304 stainless steel has excellent antioxidation and anticorrosion.Its structural properties and physical and chemical roperties are relatively stable,but the surface quality cannot be effectively controlled owing to the high heat in the cutting process.This paper studied the effects of milling force and surface roughness from the axial cutting depth,the milling speed,the feed rate and radial cutting depth.The orthogonal experiment results are analyzed in this study by least square method and constructs the empirical model between milling force and surface roughness and cutting parameters to determine the reasonable milling parameters.The results shows that the parameters are the most appropriate when the radial cutting depth is between 2 and 3mm,the feed rate is between 0.10 and 0.15mm/r,the axial cutting depth is between 0.7 and 0.8mm and the milling speed is between 450 and 500m/min.
Key words:high-speed milling;304 stainless steel;milling force;surface roughness
304不銹鋼不但硬度、強(qiáng)度較高,其高溫耐腐蝕性也是十分優(yōu)越,其綜合性能十分優(yōu)良,因此在航空、醫(yī)療、船舶等高技術(shù)領(lǐng)域應(yīng)用廣泛。[1]切削力在切削加工中具有不可忽視的作用,其變化情況會(huì)對(duì)刀具的使用壽命以及表面質(zhì)量產(chǎn)生直接影響。現(xiàn)階段,對(duì)涂層刀具高速銑削高強(qiáng)度鋼的銑削力研究仍然不夠完善,因此本篇文章以TiAIN涂層刀具為例,采用高速銑削加工的方式,進(jìn)行銑削力和表面粗糙度與銑削參數(shù)之間的規(guī)律研究,以供參考。
1 高速銑削的特點(diǎn)
高速銑削是指采用高的進(jìn)給速度和小的切削參數(shù),其優(yōu)點(diǎn)首先是效率高,加工時(shí)主軸最高轉(zhuǎn)速可達(dá)到100000r/min,正常情況下轉(zhuǎn)速也保持在15000r/min至40000r/min之間。在進(jìn)行切削鋼時(shí),切度削速能夠達(dá)到400m/min,與普通銑削加工相比,高出約5至10倍。在進(jìn)行模具型腔加工時(shí),其效率也能夠提升4至5倍;其次是精度高,高速銑削的加工精度能夠保持在10μm,有時(shí)甚至更高;再次是表面質(zhì)量高,使用高速銑削方式進(jìn)行加工時(shí),其工件溫度上升情況保持在3℃左右,由于溫度變化較小,因此工件表面不易產(chǎn)生變質(zhì)層或者微裂紋的情況,以及熱變形情況也微乎其微。同時(shí)表面粗糙度能夠控制在1μm以下,在后期進(jìn)行加工的過(guò)程中,能夠有效的降低拋光和磨削的工作強(qiáng)度;最后是能夠?qū)Ω哂膊牧线M(jìn)行加工,其最高銑削硬度可達(dá)60HRC。[2]
2 切削實(shí)驗(yàn)
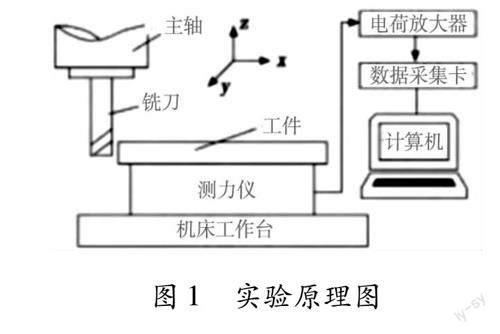
本次實(shí)驗(yàn)選用的實(shí)驗(yàn)設(shè)備以及工具情況如下,首先立式JC-30Ca型號(hào)加工中心作為實(shí)驗(yàn)機(jī)床,304不銹鋼作為實(shí)驗(yàn)材料,刀具選用型號(hào)為D8×20×60×4F規(guī)格的四刃直柄平底立銑刀。采用順銑,干切削無(wú)切削液,空冷的方式,[3]在正交實(shí)驗(yàn)設(shè)計(jì)的過(guò)程中,要采用四因素五水平的方式對(duì)其進(jìn)行科學(xué)合理的設(shè)計(jì),在對(duì)銑削力,表面粗糙度進(jìn)行數(shù)據(jù)分析時(shí),采用極差法。本次實(shí)驗(yàn)的主要原理,見(jiàn)圖1。
3 實(shí)驗(yàn)結(jié)果分析
3.1 軸向切削深度與銑削力、表面粗糙度之間的影響關(guān)系
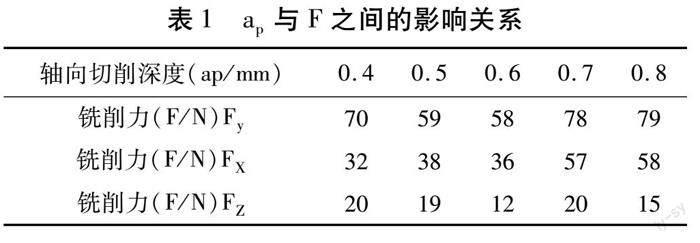
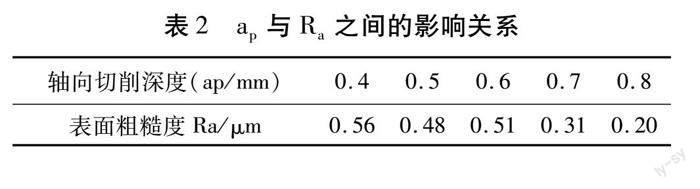
軸向切削深度與銑削力、表面粗糙度之間的影響關(guān)系,具體數(shù)據(jù)可參考表1和表2。
通過(guò)表1各項(xiàng)數(shù)據(jù)的顯示,可以得出:主銑削力為Fy,通過(guò)數(shù)據(jù)顯示,隨著軸向切削深度的不斷加大,銑削力Fy和FX總體呈現(xiàn)上升的趨勢(shì),而Fz的銑削力始終較為平穩(wěn)地保持在10N至20N之間。軸向切削深度增加,表明材料的厚度和體積都在增加,導(dǎo)致切削阻力變大,因此銑削力也隨之增加。
通過(guò)表2各項(xiàng)數(shù)據(jù)的顯示,可以得出:隨著軸向切削深度的不斷增加,切削材料表面的粗糙度也在不斷的下降,提升了工件表面的質(zhì)量。產(chǎn)生這種情況的主要原因在于,當(dāng)切削深度較小時(shí),表明切削材料的體積較小,因此在切削的過(guò)程中,無(wú)法將產(chǎn)生的熱量有效地帶走,會(huì)使得工件表面由于熱量過(guò)大,從而發(fā)生變形的情況,將增加粗糙程度; [4]其次通過(guò)表2 可以看出,當(dāng)切削深度為0.5mm至0.6mm時(shí),隨著切削深度的增加,表面粗糙度也隨之增加,這是由于隨著切削深度的不斷加大,阻力增加,銑削力加大,因此會(huì)出現(xiàn)刀尖磨損的情況,使得工件表面質(zhì)量呈現(xiàn)下降狀態(tài);最后隨著縱向深度的繼續(xù)加深,切屑能夠?qū)⒓庸み^(guò)程中產(chǎn)生的熱量大面積地帶走,因此有效降低了工件表面出現(xiàn)變形的情況,降低了表面粗糙度。
3.2 銑削速度與銑削力、表面粗糙度之間的影響關(guān)系
銑削速度與銑削力、表面粗糙度之間的影響關(guān)系,具體數(shù)據(jù)可參考表3和表4。
通過(guò)表3各項(xiàng)數(shù)據(jù)的顯示,可以得出:主銑削力為Fy,隨著銑削速度的不斷增加,銑削力也隨之不斷下降,出現(xiàn)該種情況的主要原因是:隨著銑削速度的增加,剪切角也在不斷的擴(kuò)大,剪切力因此而隨之下降,隨著銑削速度不斷增加,釋放的熱能也在不斷增加,使得工件呈現(xiàn)一定的軟化狀態(tài),因此導(dǎo)致摩擦系數(shù)逐漸降低,銑削力隨之降低。
通過(guò)表4各項(xiàng)數(shù)據(jù)的關(guān)系可以得出:隨著銑削速度的不斷增加,表面粗糙度數(shù)值呈現(xiàn)逐漸下降的趨勢(shì),但是當(dāng)銑削速度達(dá)到450m/min至500m/min時(shí),表面粗糙度的數(shù)值又呈現(xiàn)上升的趨勢(shì)。出現(xiàn)該種情況的主要原因是:當(dāng)銑削速度較小時(shí),其產(chǎn)生的熱能較小,因此對(duì)工件表面產(chǎn)生的影響較小,不會(huì)導(dǎo)致其出現(xiàn)明顯的熱軟化現(xiàn)象,銑削力對(duì)工件表面產(chǎn)生一定的積壓,從而對(duì)工件表面的粗糙程度產(chǎn)生一定的影響。[5]但是隨著銑削速度的不斷增加,不僅會(huì)產(chǎn)生大量的熱能,同時(shí)刀具也會(huì)受到一定程度的磨損,因此會(huì)產(chǎn)生一定比例的積屑瘤和鱗刺,工件表面的質(zhì)量會(huì)受到嚴(yán)重的影響,其粗糙程度不斷增加。
3.3 進(jìn)給量與銑削力、表面粗糙度之間的影響關(guān)系
進(jìn)給量與銑削力、表面粗糙度之間的影響關(guān)系,具體數(shù)據(jù)可參考表5和表6。
通過(guò)表5各項(xiàng)數(shù)據(jù)的關(guān)系可以得出:主銑削力為Fy,隨著進(jìn)給量的不斷增加,銑削力也隨之不斷增加,F(xiàn)Z的變化情況與Fy的變化情況保持相對(duì)一致,均與進(jìn)給量呈現(xiàn)正比例的關(guān)系。這是由于在單位時(shí)間內(nèi),刀具進(jìn)行銑削的材料面積在不斷的增加,其抗變形能力也隨之呈現(xiàn)增長(zhǎng)的趨勢(shì)。而FX的銑削力較為穩(wěn)定地停留在35N至45N之間,并沒(méi)有隨著進(jìn)給量的變化而產(chǎn)生較大的變動(dòng)。
通過(guò)表6各項(xiàng)數(shù)據(jù)的關(guān)系可以得出:隨著進(jìn)給量數(shù)值的不斷增加,工件表面的粗糙度整體呈現(xiàn)上升的趨勢(shì)。當(dāng)進(jìn)給量在0.1/mm·r-1與0.15/mm·r-1之間,和進(jìn)給量在0.2/mm·r-1與0.25/mm·r-1之間時(shí),表面粗糙度數(shù)值呈現(xiàn)了一定的下降趨勢(shì),產(chǎn)生該種情況的主要原因,可能是由于隨著切削力的不斷增加,刀具的自激振動(dòng)受到了一定程度的抑制,從而導(dǎo)致工件表面的粗糙度減小。[6]
3.4 徑向切削深度與銑削力、表面粗糙度之間的影響關(guān)系
徑向切削深度與銑削力、表面粗糙度之間的影響關(guān)系,具體數(shù)據(jù)可參考表7和表8。
通過(guò)表7各項(xiàng)數(shù)據(jù)的關(guān)系可以得出:主銑削力為Fy,隨著徑向切削深度數(shù)值的不斷增加,銑削力數(shù)值整體呈現(xiàn)上升趨勢(shì),其中Fy與FX上升趨勢(shì)較為迅速,而FX的上升情況則相對(duì)較為平穩(wěn)。同時(shí)在徑向切削深度在3mm與4mm之間時(shí),三個(gè)銑削力均呈現(xiàn)一定穩(wěn)定狀態(tài),產(chǎn)生該種情況的原因,可能是由于隨著切削厚度的增加,加工產(chǎn)生的熱量與切屑帶走的熱量達(dá)到一種平衡。此外,在進(jìn)給量為1mm至2mm之間的時(shí)候,F(xiàn)Z的銑削力數(shù)值出現(xiàn)了階段性的下降,產(chǎn)生該種情況的原因,可能是由于切削力的下降,自激振動(dòng)影響到了機(jī)床,而產(chǎn)生的數(shù)值變化。
通過(guò)表8各項(xiàng)數(shù)據(jù)的關(guān)系可以得出:隨著徑向切削深度的數(shù)值不斷增加,工件表面粗糙度的數(shù)值呈現(xiàn)波浪式的變化。產(chǎn)生該種情況的主要原因,可能是由于隨著徑向切削深度的不斷加深,切削量在不斷地增加,自激振動(dòng)情況出現(xiàn),同時(shí)刀具受到一定損傷,出現(xiàn)鱗刺和積屑瘤,對(duì)工件表面的粗糙度產(chǎn)生較為劇烈的影響,最終導(dǎo)致徑向切削深度與表面粗糙度之間呈現(xiàn)波浪式的關(guān)系。
4 結(jié)論
本試驗(yàn)研究在進(jìn)行回歸分析時(shí),采用最小二乘法,在進(jìn)行經(jīng)驗(yàn)?zāi)P徒r(shí),利用MATLAB軟件進(jìn)行構(gòu)建,通過(guò)對(duì)上述表格的數(shù)據(jù)進(jìn)行分析,可以得出其經(jīng)驗(yàn)?zāi)P汀@媒?jīng)驗(yàn)?zāi)P凸剑瑢?shù)據(jù)進(jìn)行計(jì)算,其相對(duì)誤差值均在10%以內(nèi),表明該公式計(jì)算相對(duì)準(zhǔn)確,因此應(yīng)用此公式,對(duì)304不銹鋼的銑削參數(shù)進(jìn)行計(jì)算,其最佳參數(shù)取值分別為:徑向切削深度在2mm與3mm之間,進(jìn)給量在0.10mm/r與0.15mm/r之間,切削深度在0.7mm與0.8mm之間,銑削速度在450m/min與500m/min之間。
綜上所述,軸向切削深度、銑削速度、進(jìn)給量與徑向切削深度都會(huì)對(duì)銑削力與表面粗糙度產(chǎn)生一定的影響。在實(shí)驗(yàn)的過(guò)程中,為了保證實(shí)驗(yàn)數(shù)據(jù)的準(zhǔn)確性,要對(duì)數(shù)據(jù)進(jìn)行全面精準(zhǔn)的記錄,為了更好地對(duì)其進(jìn)行加工,需要對(duì)佳參數(shù)值進(jìn)行測(cè)量,在加工的過(guò)程中加以控制,以呈現(xiàn)高質(zhì)量的工件。
參考文獻(xiàn):
[1]郭琳,黃樹(shù)濤,楊海成,等.高速銑削光學(xué)級(jí)SiCp/Al復(fù)合材料的銑削力預(yù)測(cè)[J].光學(xué)精密工程,2021,29(1):117-129.
[2]淮文博,史耀耀,杜羽寅,等.面向多目標(biāo)的高溫合金GH4169銑削工藝參數(shù)優(yōu)化[J].現(xiàn)代制造工程,2020(11):1-6、12.
[3]張昱,張昌明,王運(yùn),等.300M超高強(qiáng)度鋼銑削力模型構(gòu)建及MOPSO優(yōu)化[J].兵器材料科學(xué)與工程,2021,44(1):27-35.
[4]張家雨,唐德文,鄒樹(shù)梁,等.基于中心復(fù)合響應(yīng)曲面法的42CrMo高速銑削試驗(yàn)分析[J].制造技術(shù)與機(jī)床,2019(2):94-100.
[5]于英釗,高軍,鄭光明,等.高速干銑削高強(qiáng)鋼銑削力及表面粗糙度研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2018(12):21-24.
[6]陸峰,王筱晴,查麗瓊,等.不同碳源濃度金剛石涂層刀具切削石材的性能研究[J].人工晶體學(xué)報(bào),2018,47(9):1873-1880.
(責(zé)任編輯 郭曉勇)
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂(lè)學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
