YP18 封箱機煙箱皮帶輸送控制開關改進
2023-11-29 05:13:52秦葉濤陳勁松黃首霖蔡洪江
設備管理與維修 2023年20期
秦葉濤,陳勁松,黃首霖,蔡洪江,袁 勇
(貴州中煙工業有限責任公司畢節卷煙廠,貴州畢節 551700)
0 引言
隨著科學技術的飛速發展、時代觀念的改變,對工業設備的自動化需求越來越大。YP18 封箱機是一種用于條煙封箱的設備。在使用過程中,發現YP18 封箱機的個別零部件極易損壞,導致設備故障,引起生產流程阻滯、卷包及封箱工段現場生產秩序紊亂,使質量風險大增,增加現場管理負擔。為提高YP18 封箱機自動設備的穩定性,減少故障率,本文對YP18 型裝封箱機煙箱輸送皮帶控制開關進行分析研究,并給出切實可行的改進方案。
1 卷煙裝封箱機工藝原理簡介
YP18 卷煙裝封箱機工藝步驟圖1 所示,條盒由輸入裝置接收并輸送到排列裝置(步驟1),排列成5 條一組后,進行自動攔截。如果往下工序條煙堆垛還未堆滿,堆垛裝置即開始工作(步驟2)。堆垛裝置能夠將堆垛下降一個條煙的高度,輸送過來的5條條盒煙組被推送至條煙堆垛上面。當堆垛的層數達到預定5層時,堆垛完成,檢測開關發出信號,推進裝置推手將一垛條盒推入煙箱(步驟5)。
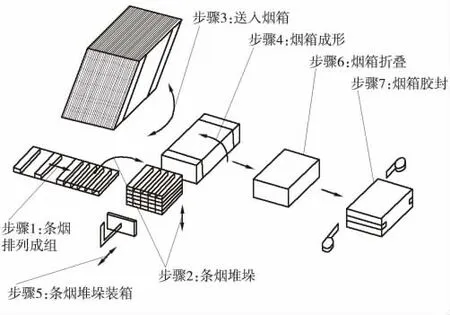
圖1 YP18 卷煙裝封箱機工藝步驟
條盒進行堆垛的同時,條煙煙箱庫輸送皮帶將煙箱輸送至待吸取工位,煙箱成形裝置中機械手通過其末端的吸盤將煙箱輸送裝置中直接吸走,旋轉并按壓煙箱至條煙入箱工位(步驟3)。在此工位,煙箱下部被下方負壓空氣吸盤吸住。煙箱底面被吸住固定后,機械手吸住煙箱上面,以煙箱側面寬為半徑作旋轉運動,將煙箱打開成形(步驟4)。煙箱成形后,擴口裝置前進,進入煙箱起撐箱和導向作用。煙箱能容兩垛條盒,當第二垛條盒被推入煙箱,箱滿信號檢測開關發出信號,關閉負壓,吸盤釋放。兩個后側折邊機構向前推動后側折板向內折進90°,然后煙箱后推手推動裝滿條盒的煙箱沿著煙箱軌道經過固定折邊機構、噴膠系統進入夾緊工位,噴膠系統將膠噴到側蓋上,然后夾緊裝置由氣缸驅動將煙箱上、下蓋壓在側蓋上(步驟6)。在下一個工作循環煙箱前推手的推動下,經過膠帶自動粘貼裝置,進入下游機(步驟7)。
2 煙箱輸送皮帶啟停控制開關原理
2.1 開關關閉狀態
煙箱輸送帶啟停控制開關關閉狀態如圖2 所示。當下一工序沒有要料時,紙盤已經被輸送帶送至最左側準備下料位置,還沒有被從左側過來的吸盤吸走,煙箱在彈性維持支架的作用下處于斜立狀態。此時開關擋桿右側受到煙箱施加的向右的靜壓力,與開關右下方的金屬弧形塊的重力在轉動軸處形成轉動力矩平衡,整個開關處于平衡狀態。此時弧形金屬塊與接近開關(即金屬檢測器)距離接近,經過電路邏輯運算及轉換,系統自動切斷輸送帶驅動電機的電源,煙箱輸送帶停止輸送。
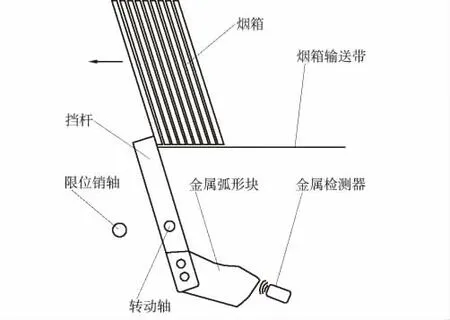
圖2 煙箱輸送帶啟停控制開關(關閉狀態)
2.2 開關導通狀態
煙箱輸送帶啟停控制開關關閉狀態如圖3 所示。此時煙箱正處于被下一工序要料吸盤吸走的狀態,煙箱與密切擋桿接觸,向左運動的煙箱帶動擋桿克服金屬弧形塊的重力逆時針旋轉。擋桿及弧形塊逆時針轉動至圖3 所示狀態,弧形塊超出金屬檢測器的檢測范圍,經系統邏輯判斷后使輸送帶電機電源導通,輸送帶電機運轉,帶動輸送帶運送煙箱。接著煙箱往左完全離開之后,弧形塊在極限位置被銷軸撞擊后順時針轉回,使得開關轉動恢復到圖2 狀態。

圖3 煙箱輸送帶啟停控制開關(導通狀態)
3 存在的問題
問題1:由于開關需要頻繁轉動,加上開關本身及弧形配重塊重量較大,造成開關旋轉軸的銅質軸套負荷較重,容易損壞,造成工序停擺。為了不影響產量,只能人工封箱,加重工段的工人勞動強度,并可能影響產品質量。
問題2:由于擺桿的行程返回需要依靠限位銷軸外圈彈性橡膠將其擊回,受長期高頻沖擊和氣候因素影響,橡膠外圈緩沖效果不理想,使限位銷軸非常容易松動、斷裂,進而引起擋桿撞擊銷軸返回的動作時間加長,使開關在更長時間處于閉合,煙箱前進量超出設計位置,導致煙箱受機架擠壓變形。
4 改進方法
針對以上問題,對YP18 裝封箱機工藝流程的相關位置進行了優化改進。針對問題1,將封箱機原來開關的銅質軸瓦形式改為滾珠軸承方式,并對開關結構進行改進。針對問題2,將原限位銷釘的反彈施力設計改為彈簧設計,可以起到降低限位銷釘所受的沖擊力。同時將橡膠彈性圈替換成高強EPE 珍珠棉圈,增大彈性。改進后的開關結構形式如圖4、圖5 所示。
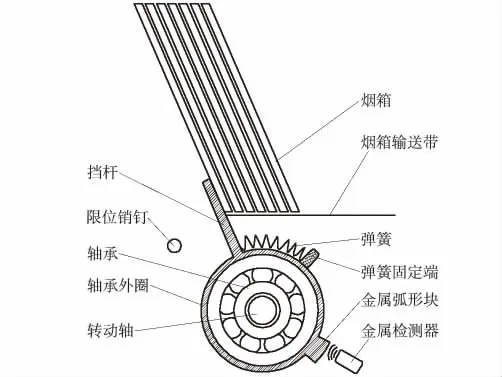
圖4 改進后的輸送皮帶控制開關(關閉狀態)
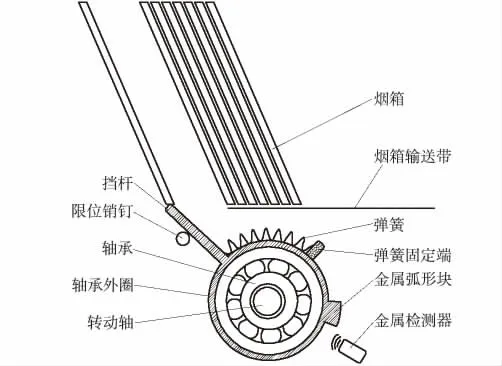
圖5 改進后的輸送皮帶控制開關(導通狀態)
圖4 所示的工作狀態和改進前工作狀態(圖2)相同。當下一工序沒有要料時,紙盤已經被輸送帶送至最左側準備下料位置,還沒有被從下工序要料吸盤吸走,彈簧處于微張緊狀態。金屬檢測器檢測到金屬弧形塊,經過系統處理信號將輸送帶電機電源切斷,輸送帶停止輸送。
圖5 所示的工作狀態和改進前工作狀態(圖3)相同。當煙箱被下一工序要料吸盤吸住往左運動時,帶動焊接在軸承上的擋桿,同時焊接在軸承外圈另一側的金屬弧形塊也隨著軸承外圈的轉動而離開金屬檢測器。經過系統處理信號將輸送帶電機電源接通,輸送帶輸送。煙箱從擋板滑過后,擋桿被固定在支架上的彈簧固定端向右拉,軸承外圈、弧形塊以及擋桿(焊接在一起)順時針旋轉回圖4 所示的工作狀態,輸送帶停止。
5 結束語
改進后的YP18 封箱機煙箱皮帶輸送控制開關,軸承的承載能力比原來軸與軸瓦的結構形式承載能力更強、摩擦力更小、轉動更靈活。彈簧的柔性緩沖避免了擋桿沖擊限位銷軸時絕大部分的沖擊力,能夠極大降低故障頻率,有效降低控制開關故障率,保障設備有效作業,減少人力、物力、成本及時間成本。
