Q500qENH高強(qiáng)度耐候鋼焊接接頭的組織與耐蝕性
2023-11-28 09:59:18朱桂琴
腐蝕與防護(hù) 2023年10期
關(guān)鍵詞:焊縫
朱桂琴
(甘肅一安建設(shè)科技集團(tuán)有限公司,蘭州 730060)
高性能橋梁與重載列車等大量使用高強(qiáng)鋼,其在服役過程中承受著較大載荷。高強(qiáng)鋼經(jīng)常在較為惡劣的環(huán)境中工作,一旦材料性能發(fā)生變化,將會產(chǎn)生巨大的經(jīng)濟(jì)損失甚至人員傷亡[1]。Q500qENH高強(qiáng)度耐候鋼(簡稱Q500qENH)是應(yīng)用最為廣泛的材料[2],但關(guān)于Q500qENH焊接組織的相關(guān)性能,尤其是耐蝕性的研究卻鮮見報道[3]。
胡秀華等[4]研究了高強(qiáng)鋁合金TIG和MIG焊接接頭的組織與耐蝕性,結(jié)果表明,焊核區(qū)受熱輸入的影響,晶粒粗大,硬度下降,熱影響區(qū)受到熱循環(huán)的作用,晶粒長大,硬度相比于母材有所降低。朵元才等[5]研究了熱處理方式對鎳基焊材焊接347H接頭組織和性能的影響,認(rèn)為裂紋的產(chǎn)生與焊縫金屬高溫蠕變損傷、鐵素體含量及接頭拘束度呈正相關(guān)關(guān)系,且接頭拘束度受客觀因素制約,但其研究不夠深入,存在不足之處。苗俊安等[6]研究了Inconel625合金的焊接工藝及其耐蝕性,結(jié)果表明選擇合適的焊接工藝能夠獲得良好的焊縫質(zhì)量,但焊接接頭的腐蝕速率略高。
針對以上情況,筆者以Q500qENH高強(qiáng)度耐候鋼為母材,制作了兩種焊接接頭,考察了Q500qENH焊接接頭的耐蝕性。
1 試 驗
1.1 試 樣
試驗用母材為Q500qENH高強(qiáng)度耐候鋼[7-8],母材及焊材采購于江蘇省無錫市城湟不銹鋼有限公司[9]。
采用二氧化碳?xì)怏w保護(hù)焊(SMAW)制作了兩種焊接接頭,該方法具有高熔覆率、低飛濺率、高過渡系數(shù)、較低焊縫含氧量以及良好焊縫成型性等特點[10-12]。根據(jù)焊接經(jīng)驗采用對接方式焊接[13-14],使用V型坡口作為焊接接頭的坡口,見圖1。使用GER-C16型焊條,直徑為4 mm,焊道共設(shè)計4層,母材厚13 mm,焊接熱輸出16 kJ/cm,具體焊接參數(shù)見表1。母材及焊接接頭的化學(xué)成分及耐候指數(shù)見表2,1號(焊接接頭)試樣的耐候元素含量比2號(焊接接頭)試樣多。
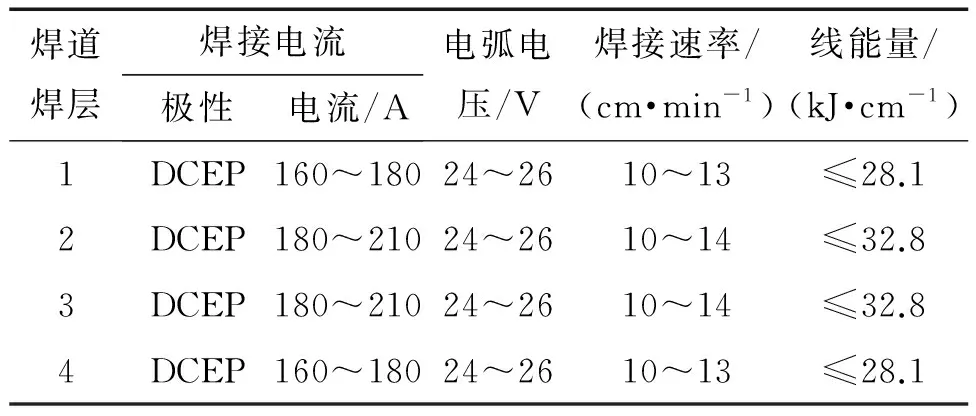
表1 焊接工藝參數(shù)

表2 試驗材料的化學(xué)成分及耐候指數(shù)
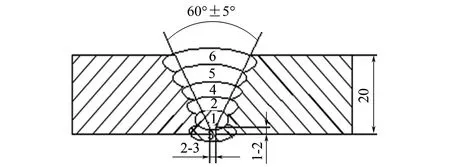
圖1 焊接坡口示意Fig.1 Schematic of welding groove
將母材和兩個焊接接頭切割成尺寸為50 mm×50 mm×5 mm的試樣,表面用砂紙逐級打磨拋光,經(jīng)丙酮除油、酒精清洗、冷風(fēng)吹干后,稱量待用。
為使焊接接頭試樣具有良好的韌性與強(qiáng)度,避免焊縫金屬熱脹冷縮造成的內(nèi)應(yīng)力不均勻分布,采取退火處理方法[15]。按照Q500qENH的特性,將試樣緩慢加熱到較低溫度(510~640 ℃),為使試件在內(nèi)部出現(xiàn)弛豫現(xiàn)象,開展短時間保溫并等待試件緩慢冷卻。該熱處理只消除了試樣中有害應(yīng)力的影響,防止試樣由于內(nèi)應(yīng)力過大出現(xiàn)裂紋[16-17]。
1.2 性能表征
1.2.1 腐蝕性能評價
按照參考文獻(xiàn)[18],使用自動周浸腐蝕試驗箱(廣東省東莞市寶輪精密檢驗儀器有限公司)對母材試樣及焊接接頭試樣進(jìn)行干濕交替加速腐蝕試驗。試驗溶液為0.001 mol/L NaHSO3溶液,pH為4.3~4.9,采用恒溫水浴鍋(河北省滄州市慧牧儀器設(shè)備有限公司)控制試驗溫度為45 ℃。一個干濕循環(huán)周期為1 h,其中浸潤時間為10 min,干燥時間為50 min,試驗時間為440 h。分別在試驗110,220,330,440 h時取出試樣,采用由六次甲基四胺與鹽酸配制的清洗液清洗試樣,采用掃描電子顯微鏡(安徽省蚌埠市潁上力程儀器設(shè)備有限公司)觀察試樣的微觀形貌,并按照式(1)和(2)計算腐蝕速率(v)及腐蝕深度(D)。
式中:m0與m分別表示試驗前后試樣的質(zhì)量;T為試驗試驗;S為試樣的原始面積;ρ為材料密度。
1.2.2 耐候元素富集情況檢測
運(yùn)用電探針微量分析儀(廣東省深圳市康平電子儀器設(shè)備有限公司)檢測經(jīng)過110 h干濕循環(huán)腐蝕后試樣的元素富集情況。
2 結(jié)果與討論
2.1 宏觀形貌
由圖2可見:經(jīng)過110 h干濕循環(huán)腐蝕試驗后,母材試樣鼓泡較少,即母材試樣未出現(xiàn)較為嚴(yán)重的腐蝕;1號試樣表面呈現(xiàn)比較均勻、平整的銹斑,沒有出現(xiàn)比較明顯的鼓泡情況,去除腐蝕產(chǎn)物后,焊縫清晰可見,未出現(xiàn)明顯腐蝕坑;2號試樣表面出現(xiàn)疏松的銹層,鼓泡大量出現(xiàn)且試樣表面顏色不均勻。去除腐蝕產(chǎn)物后,2號試樣表面出現(xiàn)大量黑色腐蝕坑,這表明2號試樣的耐蝕性比1號試樣差。
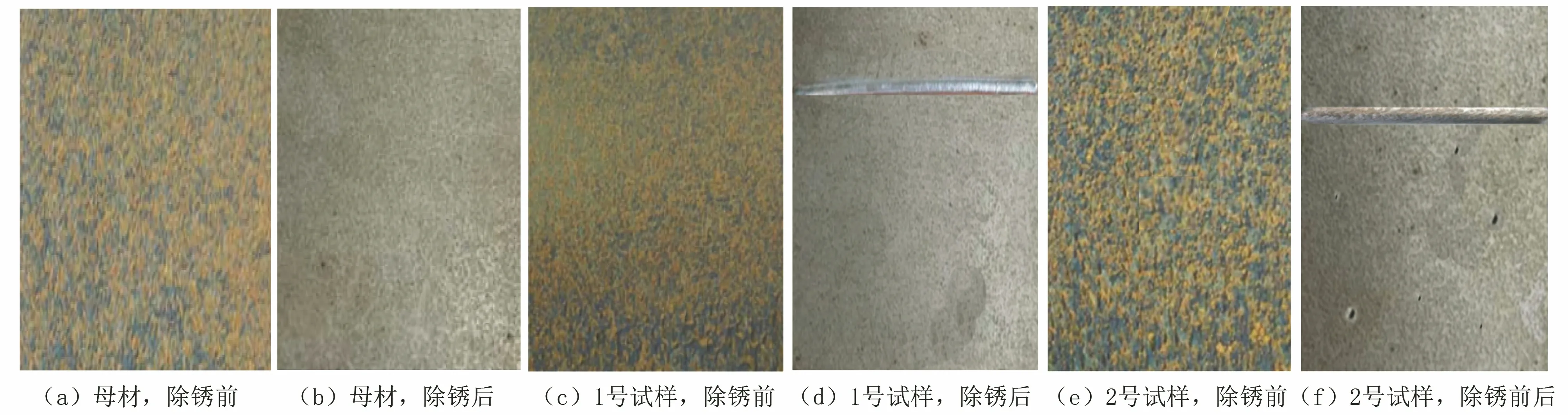
圖2 幾種試樣經(jīng)過110 h干濕循環(huán)腐蝕試驗后的表面宏觀形貌Fig.2 Surface macro morphology of several samples after 110 h of dry wet cyclic corrosion test before (a,c,e) and after (b,d,f) the removal of corrosion products
2.2 微觀形貌
由圖3和圖4 可見:經(jīng)過110 h循環(huán)腐蝕試驗后,兩種焊接接頭試樣焊縫區(qū)域均出現(xiàn)結(jié)晶形態(tài)的附著物,1號試樣表面的銹層更加致密,呈現(xiàn)出聚集分布狀態(tài),而2號試樣表面銹層更加疏松、分散。隨著腐蝕時間延長至330 h,1號試樣表面銹層變得疏松,而2號試樣表面的銹層呈現(xiàn)出較為疏松的片狀,且在焊接接頭上散落。經(jīng)過440 h試驗后,兩種試樣表面銹層均呈現(xiàn)附著狀態(tài),且同時產(chǎn)生裂紋,即兩種焊接接頭表面都形成了具有一定厚度且疏松的腐蝕層,但這兩種銹層具有不同的形狀。觀察焊縫的微觀腐蝕形貌可見,腐蝕初期,焊縫表面先是緩慢出現(xiàn)腐蝕銹層,隨著腐蝕時間的延長,腐蝕銹層變厚,從致密轉(zhuǎn)變?yōu)槭杷伞S纱丝芍?腐蝕初期,1號試樣的耐蝕性優(yōu)于2號試樣,這是由于1號試樣中的耐候元素比2號試樣多,但隨著腐蝕時間的延長,兩種試樣的腐蝕情況并未出現(xiàn)明顯變化,說明隨著耐候元素逐漸消耗,兩種試樣的腐蝕情況趨于一致。
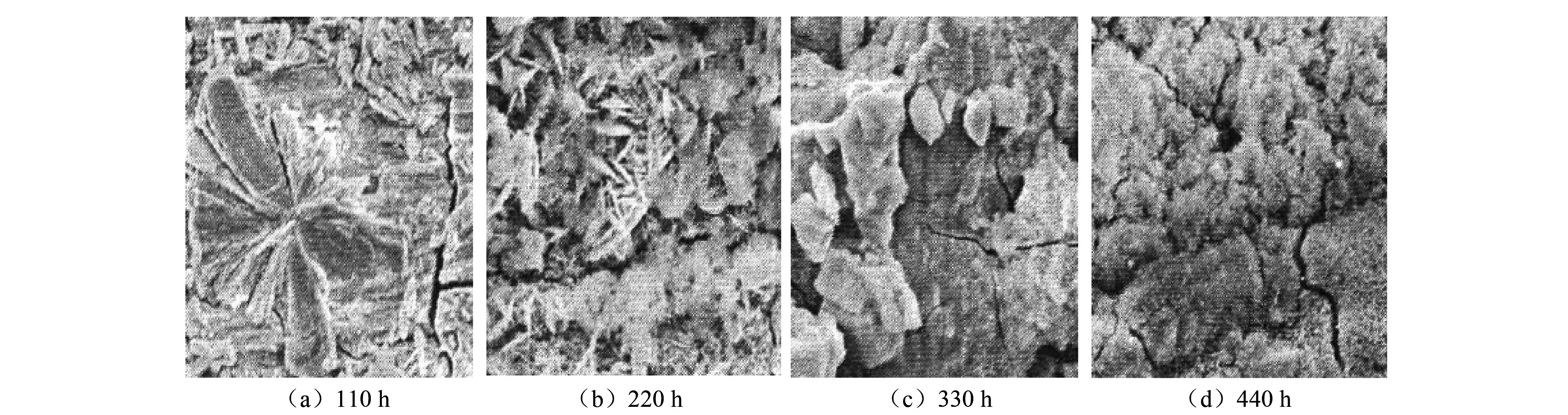
圖3 經(jīng)過不同時間循環(huán)腐蝕試驗后,1號試樣焊縫位置的微觀形貌Fig.3 Micro morphology of the weld of No.1 samples after cyclic corrosion testing for different times
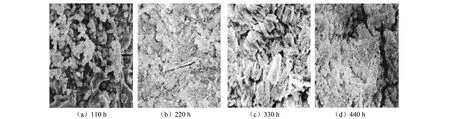
圖4 經(jīng)過不同時間循環(huán)腐蝕試驗后,2號焊接接頭試樣焊縫位置的微觀形貌Fig.4 Micro morphology of the weld of No.2 samples after cyclic corrosion testing for different times
2.3 元素富集情況
由圖5可見:1號試樣添加了多種耐候元素,銹層較薄;而2號試樣只添了加少量鎳元素作為耐候材料,銹層較厚。電探針微量分析結(jié)果表明,1號試樣表面銹層出現(xiàn)大量耐候元素富集,這些元素對腐蝕有抑制作用。而2號試樣中的鎳元素富集效果較差,試樣腐蝕嚴(yán)重,且表面銹層未分為內(nèi)外兩層,穩(wěn)定性差且較為疏松,不能起到有效的保護(hù)作用。
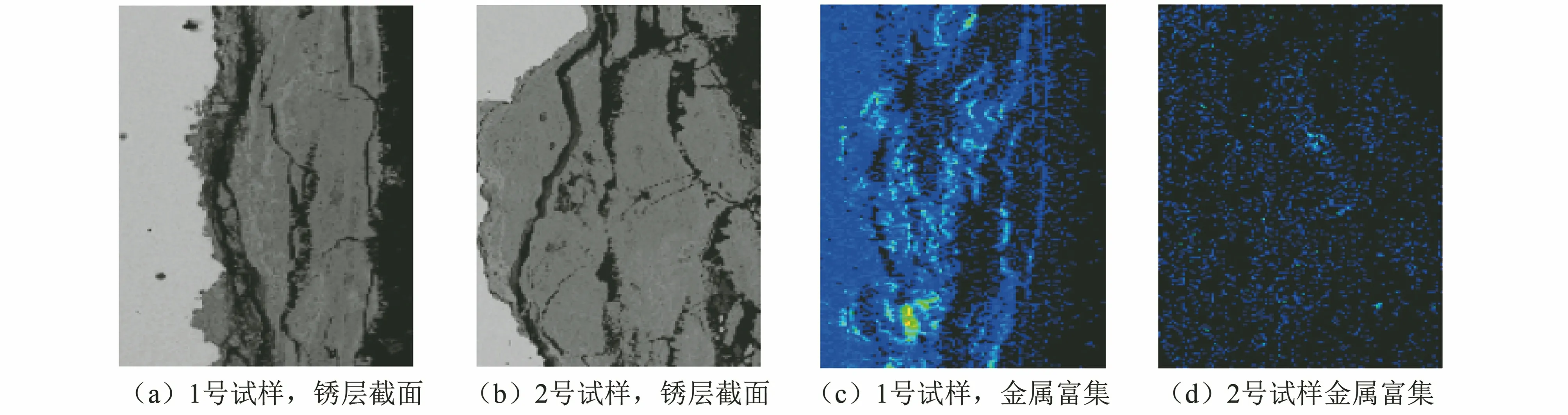
圖5 兩種試樣的銹層截面形貌及元素富集情況Fig.5 Cross section morphology of rust layer(a,c) and element enrichment (b,d) of two samples
2.4 耐蝕性
由圖6(a)可見:隨著干濕交替循環(huán)腐蝕時間的延長,兩種試樣的腐蝕深度逐漸加深,1號試樣的腐蝕深度始終低于2號試樣,即1號試樣的腐蝕情況弱于2號試樣的,這是因為更多耐候元素的加入,提高了試樣的耐蝕性。由圖6(b)可見:隨著干濕交替循環(huán)腐蝕時間的延長,焊接接頭腐蝕速率逐漸降低。即延長腐蝕時間能夠促進(jìn)試樣表面銹層的致密與穩(wěn)定,有效隔絕腐蝕介質(zhì)與試樣的接觸,防止試樣繼續(xù)腐蝕。試驗初期,兩種試樣的腐蝕速率差距較大,但是隨著腐蝕時間的延長,由于外部銹層的保護(hù)作用,兩者的腐蝕速率差異變小。
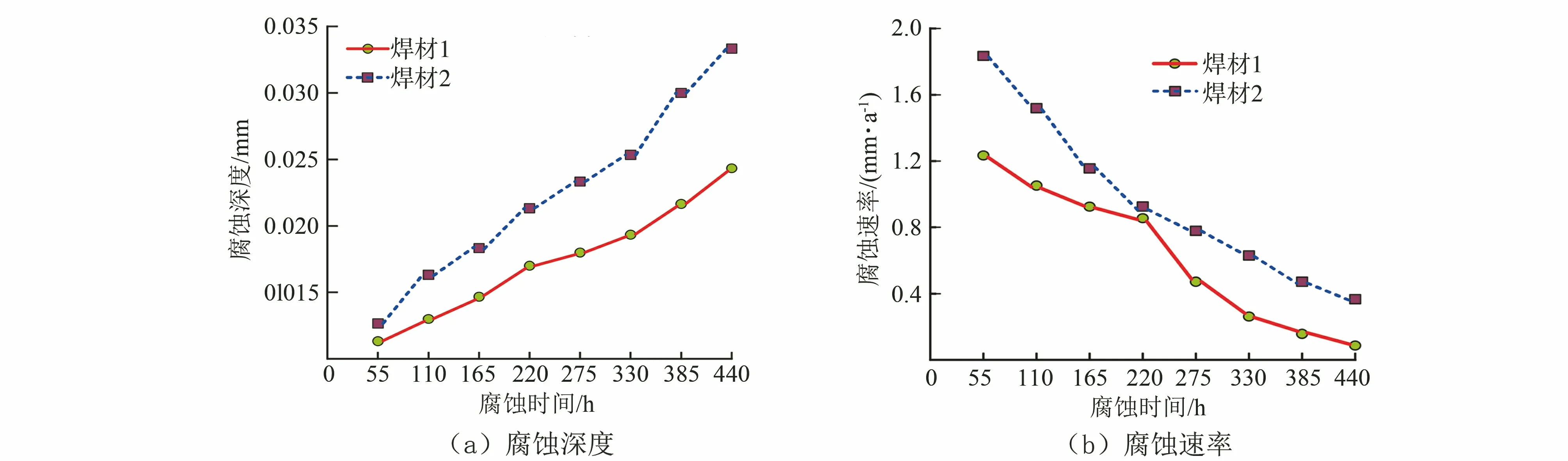
圖6 兩種焊接接頭試樣的耐蝕性Fig.6 Corrosion depth (a) and corrosion rate (b) of two welded joint samples
3 結(jié) 論
不同耐候元素對于Q500qENH高強(qiáng)度耐候鋼焊接接頭耐蝕性的影響是不同的,添加少量且單一的耐候元素并不能有效改善焊接接頭的耐蝕性,只有混合多種耐候元素才能有效提升Q500qENH高強(qiáng)度耐候鋼焊接接頭的耐蝕性。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07