高速射釘鉚接技術在白車身生產線的設計及質量缺陷分析
2023-11-27 02:05:18王人和謝明達劉偉偉張瑋蔡曉輝
汽車工藝師 2023年11期
王人和,謝明達,劉偉偉,張瑋,蔡曉輝
北京奔馳汽車有限公司 北京 100176
近年來,汽車電動化及智能化進程越來越快,汽車產品生產線設計及制造周期也極大地縮短,車身中鋁合金零件比例增多,高速射釘鉚接技術由于工藝簡單,可以完成“鋼-鋁”焊接,工藝時間短、單面鉚接及無有毒有害副產品產生的特點,得到了極大的關注和使用。北京奔馳自2013年開始應用高速射釘鉚接技術,歷經多種車型的更新迭代,該技術能夠在極短的周期內完成生產線工藝過程,現場安裝調試,通過質量優化,配合機器人自動涂膠技術,即可達到預期的產品質量要求。
本文通過車型實例,總結該連接技術的工藝設計及質量要求,并提供相關質量問題解決思路及辦法。
技術原理及優缺點
高速射釘鉚接是一種純機械的連接方法,可實現從板材單側進行連接,連接的材料可以為鋼板、鋁板或鑄鋁件,為了提高鉚接質量強度,通常會同時使用高速射釘鉚接和結構膠。圖1是高速射釘鉚的簡化鉚接過程。
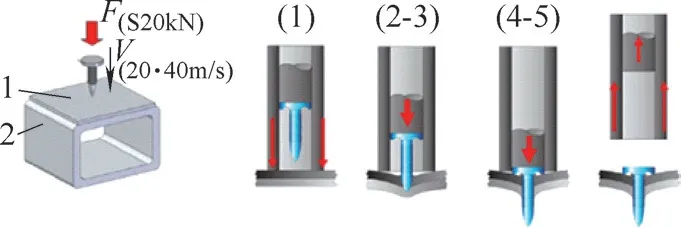
圖1 高速射釘鉚接連接過程
在鉚接操作之前,鉚槍以一個預設的預緊壓力頂在零件上,鉚接的連接步驟過程可以分為5步:
1)射釘槍頭壓緊板件。
2)鉚釘接觸并破壞板件。
3)鉚釘刺穿所有板件。
4)材料拉伸形狀形成。
5)釘帽到達預定位置,鉚接過程結束。
鉚接所用的鉚釘尺寸及樣式如圖2所示。在鉚接的過程中,高壓氣體進入鉚槍,通過壓縮空氣加速活塞撞針,以最大20kN的力撞擊鉚釘,使鉚釘以20~40m/s的速度壓入工件。由于慣性,鉚釘可以在不引起零件整體變形的條件下實現薄板零件的連接,鉚釘的尖端能夠刺透板材。
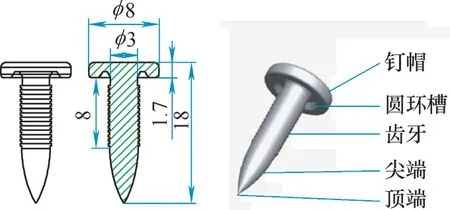
圖2 鉚釘尺寸及鉚釘構成
在鉚接連接的過程中,連接區域的板材會沿著鉚釘的移動方向或相反方向呈放射狀移動。板材材料會填充進鉚釘螺紋之間的空間,形成鉤連結構,從而達到穩定的連接形態。高速射釘鉚接過程實際發生時間非常快,從鉚釘的頂尖接觸第一層板材到釘帽接觸第一層板材,整個過程時間僅為2ms。這種鉚釘與板材間的短時間劇烈摩擦變化會產生大量熱,進一步加大金屬材料的流動性,高溫還可以使鉚釘螺紋齒牙與材料之間熔化結合,達到類似于焊接的效果,進一步提升鉚接質量的穩定性。
高速射釘鉚接的優缺點非常明顯。優點是該技術不需要在零件上預制孔就可以鉚接,工藝過程簡單,可以單面鉚接,能夠在狹小的車身零件空間內實施鉚接過程,可以完成多種材質的零件連接,能實現高強度鋼板鉚接。缺點就是在鉚接的過程中,鉚釘穿刺板材的過程中會產生較大的噪聲;鉚接點周圍局部會發生形變,由于增加了鉚釘,連接部位鉚釘頭部會導致零件表面不平,鉚釘的尖端會深入到車身零件中空空間,影響車身零件外觀及內部空間的美觀。
技術設計要求
結合高速射釘鉚接工藝的原理和優缺點,在車身零件使用高速射釘鉚接工藝時,需要考慮以下幾個方面的因素。
1)鉚釘連接的覆蓋層和基板零件的材質,以及零件的硬度和板材厚度。通常基板材料的厚度要比覆蓋層材料的厚度厚,強度比覆蓋層材料更高。在涉及鋁鑄件的連接時,覆蓋層材料的強度可能高于基板材料的強度。
2)鉚釘在零件上鉚接位置的設計。由于鉚釘釘入零件的過程中受到的壓力也會被板材吸收,因此,要減少板材在鉚接過程中發生過大的塑性形變,鉚釘頭附近的區域就需要零件具有足夠的剛性,避免零件發生明顯的屈服現象。在設計鉚接位置時,通常選取帶有支撐或加強筋的零件部位,鉚釘在零件位置區域的截面角半徑應盡可能小,從而實現該區域零件具有足夠的剛性。
3)鉚槍槍頭尺寸及槍頭射釘位置的空間要求。高速射釘鉚槍槍頭尺寸如圖3所示,鉚槍槍管長度為104mm,槍管直徑為26mm,槍管可以深入到相對狹窄的車身零件空腔內,鉚槍運行動作和軌跡需求,以及鉚槍的可達性都有一定的局限性。
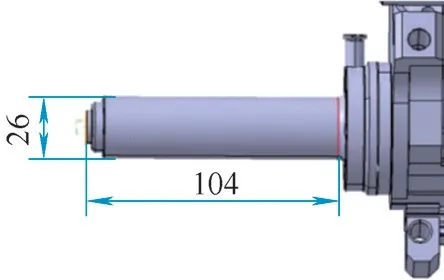
圖3 高速射釘鉚槍槍頭尺寸
4)鉚槍中心軸和鉚釘釘頭到板材凸起邊緣的距離要求。如圖4所示,鉚槍在鉚接時,要注意幾個重要參數要求:一是釘的中心軸到基板下凸起邊緣的最短距離Xmin≥6mm;二是釘的中心軸到基板上凸起邊緣的最小邊緣距離aKB≥11.5mm;三是釘的中心軸到覆蓋層板凸起邊緣的最小邊緣距離aKD≥6.5mm;四是鉚釘鉚接完成后,鉚釘釘頭外徑到板材邊緣距離的要求,如圖4所示,鉚釘外徑距基板凸起上邊緣的最短距離aB≥7.5mm,鉚釘外徑距覆蓋層板凸起邊緣的最短距離aD≥2.5mm。
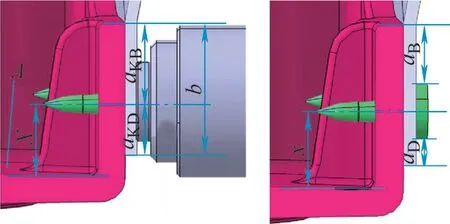
圖4 鉚槍中心軸和鉚釘釘頭到板材邊緣距離
5)鉚點位置偏移量要求。為了保證鉚接強度,使用鉚釘鉚接的區域,零件在夾緊時應具備較高的重復精度,零件法蘭邊之間的縫隙建議不超過0.5mm。平行于法蘭邊的方向,鉚點位置偏移范圍為理論位置±3mm;垂直于法蘭邊的方向上,允許鉚點位置偏離范圍為理論位置±1.5mm。
模塊化工藝方案設計
為了簡化高速射釘鉚接技術工藝方案,結合北京奔馳汽車白車身設計經驗,高速射釘鉚接技術通常使用A、B兩種工藝布局方案,如圖5所示。

圖5 高速射釘鉚接工藝方案
1)方案A的隔音房內有2臺鉚接機器人,為了節約成本,兩臺機器人共用一個送釘站。考慮機器人發生故障時移出方案的需求,方案A的隔音房設計了2個出入口。
2)方案B的隔音房內有4臺鉚接機器人,左右2臺機器人共用一個送釘站。考慮機器人發生故障時移出方案的需求,該方案設計了1個出入口,并為遠離出口的機器人搭建了鋼結構吊裝結構,方便機器人吊裝導出。
在生產線節拍較低機器人工藝時間較長時推薦使用方案A,該方案總體成本也較小。在生產線節拍時間較高即工藝時間較短時推薦使用方案B,該方案工作效率更高,機器人可達性更好。
高速射釘鉚接質量檢查方法
鉚釘的質量驗證方法主要有四種:目視檢查、間隙測量、鉚釘邊緣距離測量和剔試測試檢查。
1)目視檢查主要查看鉚釘的完整性。如鉚釘是否缺失,鉚釘釘頭是否有裂紋,鉚釘自身是否斷裂,連接板材背部是否有明顯破裂等。
2)間隙測量是測量鉚釘螺帽和板材之間的間隙,主要是考量釘頭突起值和鉚釘傾斜值。通常兩層連接板并帶有PVC膠的鉚點要求鉚釘釘帽突起值要≤0.7mm,三層連接板不帶有PVC膠的鉚釘釘帽突起值要≤1mm,兩層連接板帶有PVC膠的鉚釘傾斜值要≤0.7mm,三層連接板不帶有PVC膠的鉚釘傾斜值要≤1m。鉚釘的間隙測量是鉚釘鉚接質量考核的重要因素。
3)鉚釘邊緣距離測量即是依據技術設計要求,使用標尺測量鉚釘外徑與覆蓋層板邊緣距離aD,鉚釘釘頭邊緣與基板邊緣距離aB,以及允許最小釘桿邊緣與零件加強筋輪廓的距離aR,通常要求aR≥3mm。
4)剔試測試檢查是一種破壞性檢測手段,在完成射釘鉚接工藝、PVC膠沒有固化的情況下進行退釘力試驗,檢查鉚釘退出板材所需要使用的推力大小。根據推力大小評估鉚釘鉚接質量和鉚接牢靠程度,通常要求鉚釘退釘力要大于0.2kN才是質量合格的鉚點。
常見缺陷及解決策略
射釘鉚接的常見缺陷有鉚釘缺失、鉚釘釘頭有裂紋、釘頭斷裂、釘頭歪釘、鉚釘釘頭與板材有間隙及鉚釘位置不符合邊緣距離要求等。這些缺陷會造成鉚接質量降低,增加板材腐蝕的風險從而降低車身強度。圖6所示是高速射釘鉚接常見的缺陷。
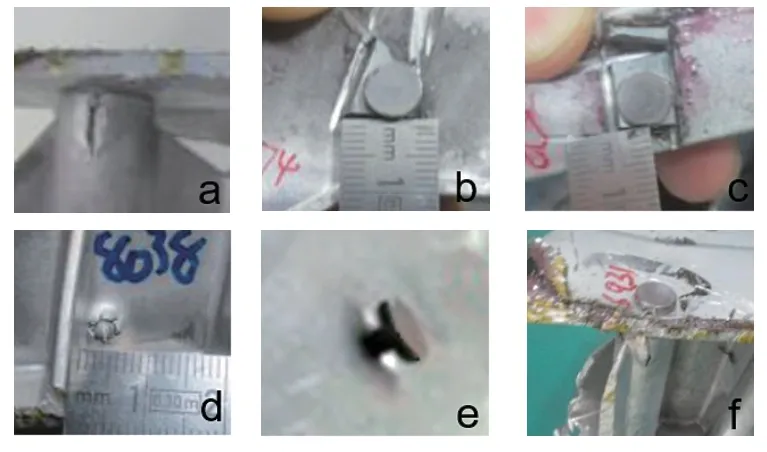
圖6 高速射釘鉚接缺陷圖片
對于鉚釘與板材有間隙、鉚釘歪釘的問題,可能存在以下幾點原因:
1)產品本身設計問題。如零件本身缺少加強筋結構,產品外形尺寸設計不合理導致零件與夾具貼合不充分,鉚接過程無法獲得有效的支撐固定,導致了鉚釘間隙的出現。
2)工裝夾具設計問題。鉚接點附近需要增加夾具支撐點,定期對工裝夾具進行精度尺寸檢查,保證工裝夾具定位有效夾緊到位,同時關注車身零件來件的形變變化,做好工裝夾具調試工作。
3)生產環境和設備冷熱啟動的影響。高速射釘鉚接工作環境需要在15℃以上,否則會導致鉚接設備非正常狀態運行,無法有效擊穿板材。設備長時間未使用,再次啟用后也可能出現鉚釘鉚接力偏小的情況,也需要時間恢復至最佳工作狀態。
4)鉚接姿態偏移。要減少由于機器人移動慣量導致鉚槍姿態未垂直于零件即開始預壓緊的情況。經過不斷地試驗摸索總結,通過調整機器人鉚接前后運行軌跡,優化機器人程序語句,并將鉚槍向槍架方向向上傾斜0.5°,克服鉚槍預壓緊板材時發生位置偏移,保證鉚槍槍鼻下壓方向與板材完全垂直。
鉚釘斷裂或歪釘的情況,可能存在的以下的問題原因:
1)鉚槍設備本身磨損問題。例如鉚槍槍鼻的鉚釘穩定功能失效,需要檢查槍鼻本體、阻尼條、固定銷及密封圈等部件的磨損狀態。
2)為鉚釘提供動作導向的導向塊磨損,需要在維護保養檢修過程中及時更換。
3)撞針在槍體內的伸出位置到槍鼻端面的距離。這個距離的穩定性取決于撞針緩沖塊和槍鼻后方的調整墊片,在長時間使用后,緩沖塊會發生明顯變形,需要進行更換并對應調整墊片,保證撞針伸出位置到槍鼻斷面距離穩定性。鉚槍鉚接姿態也是潛在造成鉚釘斷裂或歪釘的原因。
鉚釘位置不符合邊緣距離要求的,則需要重點考慮以下原因:一是產品本身設計問題,查看產品設計本身與邊緣距離要求;二是查看工裝夾具與零件匹配定位的情況,確保夾具夾緊狀態符合產品設計要求。
質量缺陷發生頻次的多少,除了關注產品本身設計要求的同時,也要時刻關注鉚接設備自身的精度及狀態,在生產中,制定詳細的檢修保養計劃并嚴格按計劃執行。定期檢查工裝夾具是否松動,夾具的銷子墊塊是否存在磨損,夾具氣缸是否正常運作。
工業機器人也要定期查看及校準,以避免軌跡偏移。鉚接槍自身的定期保養,易損易耗零件在使用壽命到期的情況下也要及時更換。只有通過以上各個方面的日常設備維護及檢查,才能保證高速鉚接設備穩定的運行,減少質量缺陷發生的可能性。
結語
本文介紹了高速射釘鉚接技術的基本原理,對鉚接技術的設計要求及工藝布局方案進行總結,介紹了鉚接質量檢查方法,通過生產過程中發現的質量缺陷實例,對質量缺陷進行原因分析,歸納出質量缺陷的解決策略。
作為一項使用頻次越來越高的冷連接技術,在擁有諸多優點的同時,也應注意到該項技術使用的一些限制條件,如噪聲、設備價格、日常維護成本等因素。希望通過本文的內容介紹,為汽車白車身輕量化方案及產品設計提供技術支持,為國產汽車質量穩定性的不斷提升提供借鑒和參考。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
