雙層異質金屬構件界面損傷的暫態渦流定量檢測
2023-11-22 09:17:20任延釗蘇冰潔劉正帥任淑廷陳振茂
無損檢測 2023年9期
任延釗,李 勇,蘇冰潔,向 異,2,劉正帥,任淑廷,陳振茂
(1.西安交通大學 機械結構強度與振動國家重點試驗室,陜西省無損檢測與結構完整性評價工程技術研究中心,西安 710049;2.國家電網有限公司西北分部,西安 710048)
雙層異質金屬構件是由兩種電磁參數、熱膨脹系數等材料參數不同的金屬層經閃光焊、釬焊等焊接工藝聯接而制成的一種復合材料結構,具有優良的機械力學性能和電學性能,被廣泛應用于能源、航空航天、石油化工等重要工程領域。作為典型的雙層異質金屬構件,由銅層和鋁層聯接而成的搭接式銅鋁過渡線夾是電力行業中用于電力傳輸的重要連接器件,其主要用于確保母線引下線與電氣設備出線端子的連接,可有效避免電氣工程中常見的電導問題和電化學腐蝕問題[1]。然而,由于焊接控制條件不穩定等因素,搭接式銅鋁過渡線夾的焊接界面處可能出現金屬層減薄等界面缺陷,嚴重影響構件結構完整性,引發電力傳輸安全事故[2]。因此,對諸如搭接式銅鋁過渡線夾等雙層異質金屬構件焊接界面缺陷實施有效的無損定量檢測對確保重要工程設施的安全運行至關重要。
目前,針對金屬構件缺陷無損檢測的常規檢測方法主要包括渦流檢測[3]、超聲檢測[4]等,但這些方法在雙層異質金屬構件焊接界面缺陷,特別是搭接式銅鋁過渡線夾焊接界面金屬層減薄缺陷檢測方面存在技術局限性,例如,常規渦流檢測對構件亞表面/內部缺陷存在檢測靈敏度低等劣勢[5];超聲檢測雖可檢出構件內部缺陷,但針對焊接界面缺陷,其超聲回波信號易淹沒于幅值、脈寬更大的界面回波信號中,導致缺陷響應靈敏度較低。
暫態渦流檢測是基于電磁感應原理,在被測體內部激發時變渦流場,通過磁場測量手段,拾取渦流激發磁場信號來推知被測體內部缺陷信息的無損定量檢測方法,其優點在于檢測設備簡便,檢測前無需清理被測工件表面,檢測中無需耦合劑等。相較常規渦流檢測,暫態渦流檢測對金屬構件亞表面缺陷響應靈敏度高,可獲取用來綜合描述缺陷特性及參數的豐富信號特征,缺陷成像及定量精度高,有望成為搭接式銅鋁過渡線夾焊接界面金屬層減薄缺陷檢測的有力手段之一。LIU 等[6]研究了脈沖調制渦流檢測雙層金屬板界面損傷的可視化定量評估手段。XIE等[7]提出了一種新穎的選頻暫態渦流檢測方法,用于檢測一定深度范圍內的局部壁薄缺陷。LIU 等[8]采用旋轉暫態渦流檢測技術對非鐵磁材料和鐵磁材料中不同走向的裂紋進行了表征。CHEN等[9]實現了對帶外絕緣層和剩磁不均勻的鐵磁元件相對厚度的暫態渦流檢測評估。然而,上述暫態渦流檢測研究中涉及的檢測對象多為單層金屬構件或多層同質金屬被測體,對于多層異質金屬的暫態渦流檢測研究尚存空白。鑒于此,文章聚焦于搭接式銅鋁過渡線夾的無損定量檢測,通過系列仿真和試驗,探究線夾焊接界面金屬層減薄缺陷暫態渦流可視化定量檢測的可行性,明確了相關的技術實施關鍵。
1 暫態渦流檢測的數值仿真及結果分析
1.1 有限元仿真模型的建立
銅鋁過渡線夾所構成的暫態渦流檢測系統結構示意如圖1所示,該系統包括①由雙邊翼折疊的平面電流線圈(用于激發均勻入射磁場)[10]和固態磁場傳感器(用于拾取磁場信號,放置于平面電流線圈中心處,與線圈表面相距0.5 mm)組成的檢測探頭;②銅鋁過渡線夾,其為雙層金屬板結構,上層板和下層板材料分別為銅合金和鋁合金。檢測過程中,探頭放置于線夾銅合金層表面(提離為0.7 mm),掃查檢測銅-鋁焊接界面可能存在的金屬層減薄缺陷。
針對檢測系統的有限元仿真,為減小仿真計算量,鑒于探頭激發的電磁場在磁場傳感器放置區域小范圍內存在y方向均勻性,因此,以傳感器位置為中心,截取檢測系統三維示意圖的x-z剖面作為建模平面,建立暫態渦流檢測二維有限元仿真模型(見圖2),用于定性分析暫態渦流檢測信號對缺陷的響應特性及其特征與缺陷參數間的映射關系。模型參數如表1所示,檢測探頭的激勵信號(基頻為100 Hz,占空比為50%,最大幅值為1 A)如圖3所示。值得一提的是:由于平面電流線圈兩個邊翼部分折疊90°,其對應的局部入射磁場距離線夾較遠,因此在模型中忽略線圈邊翼,僅引入了線圈平面部分,線圈內部通入的方波激勵電流方向垂直于建模平面。為分析銅-鋁焊接界面處的金屬層減薄缺陷對檢測信號的影響規律,在模型試件域的異質材料邊界處設置體積型損傷,其寬度d和深度h可變(d為20~40 mm;h為1.5~3.0 mm)。
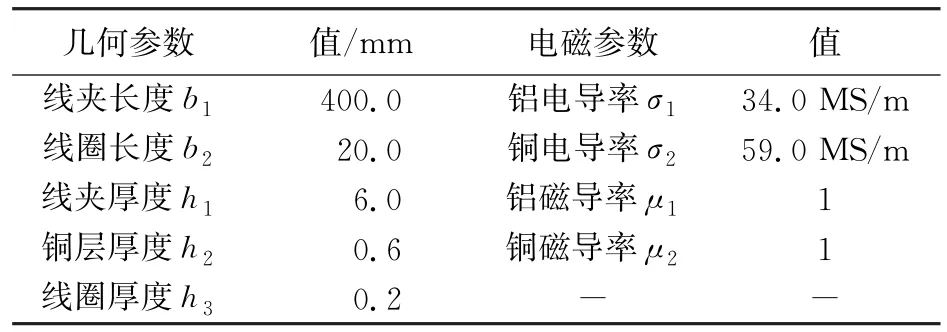
表1 暫態渦流檢測二維有限元仿真模型參數
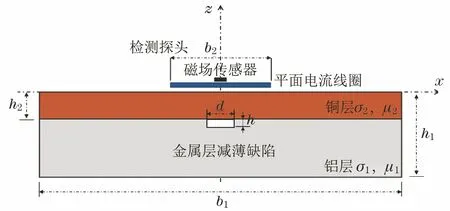
圖2 暫態渦流檢測二維有限元仿真模型示意
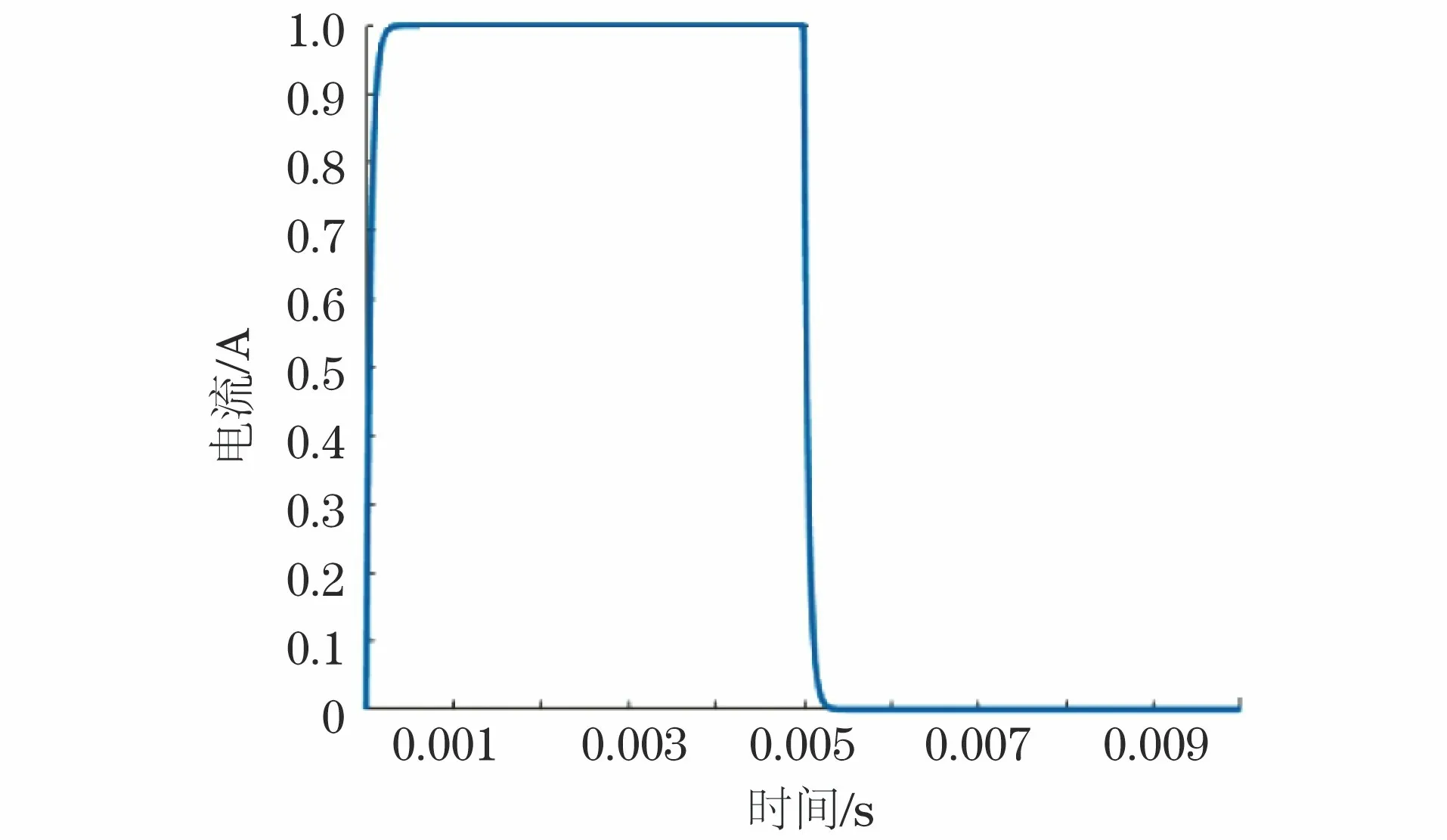
圖3 檢測探頭的激勵信號
1.2 仿真結果分析及討論
仿真中,首先將檢測探頭設置于缺陷中心處(x=0 mm),計算獲取該位置處探頭輸出的磁場x分量檢測信號(B x)。隨后,將檢測探頭分別設置于無缺陷區域處(x=-40 mm)和空氣中(無被測線夾情況),仿真計算兩種情況下的檢測信號,同時,將空氣中探頭的輸出信號作為基準信號。通過對比3種情況下的磁場信號,以研究檢測信號對缺陷的響應特性。3種情況下探頭輸出的檢測信號計算結果如圖4所示。
由圖4可知,當探頭位于線夾無缺陷處時,檢測信號幅值最小,這是由于該情況下線夾內部感應出的渦流激發磁場最大且與線圈磁場方向相反,造成總磁場(線圈磁場與渦流激發磁場的疊加)的最大削弱。當探頭位于缺陷中心處時,檢測信號介于空氣中及無缺陷處信號的中間,雖然渦流激發磁場造成總磁場的下降,但缺陷的存在擾動了渦流的分布及強度,進而減弱了渦流激發磁場。相比前兩種情況,基準信號的幅值最強,這是因為當探頭放置于空氣中時,總磁場即為線圈磁場,未被渦流激發磁場削弱。由上述分析可知,缺陷信息主要集中反映在渦流激發磁場中,因此,在接下來的信號處理中,將所拾取的檢測信號與基準信號做差分處理,獲得差分信號(ΔB x),對比不同缺陷尺寸下的差分信號,進一步研究差分信號對缺陷尺寸參數的響應特性。不同缺陷深度和寬度下的差分信號如圖5所示。
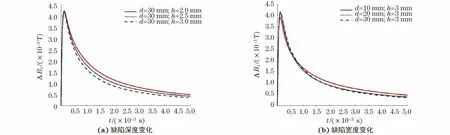
圖5 不同缺陷深度和寬度對應的差分信號(仿真)
由圖5可知,當缺陷寬度一定時,差分信號峰值(Peak value,PV)隨缺陷深度的增加而減小,這是由于當缺陷深度增加時,線夾內部的感應渦流進一步減弱,導致渦流激發磁場減小;與之相比,當缺陷深度一定時,差分信號峰值隨缺陷寬度的增加而增大,這是因為當缺陷寬度小于探頭尺寸時,渦流分布于缺陷四周;而當缺陷寬度大于探頭尺寸時,渦流集中分布于缺陷底部,相較前種情況,此時渦流密度更高,渦流激發磁場強度更大。由以上分析可知,差分信號峰值可以有效反映缺陷尺寸參數信息,因此將其作為檢測信號特征用于線夾焊接界面金屬層減薄缺陷的成像及缺陷尺寸參數的量化評估。
為進一步探究差分信號峰值對缺陷尺寸的響應特性,在仿真中,針對各缺陷尺寸參數情況,模擬探頭掃略缺陷過程并繪制掃查曲線,即差分信號峰值探頭位置曲線。綜合考慮線圈尺寸以及渦流影響范圍,選取掃查范圍-40 mm≤x≤40 mm,步長為0.5 mm,掃查曲線的坐標原點位于缺陷中心處(x=0 mm)。仿真計算所得各缺陷尺寸參數下對應的掃查仿真曲線如圖6所示。
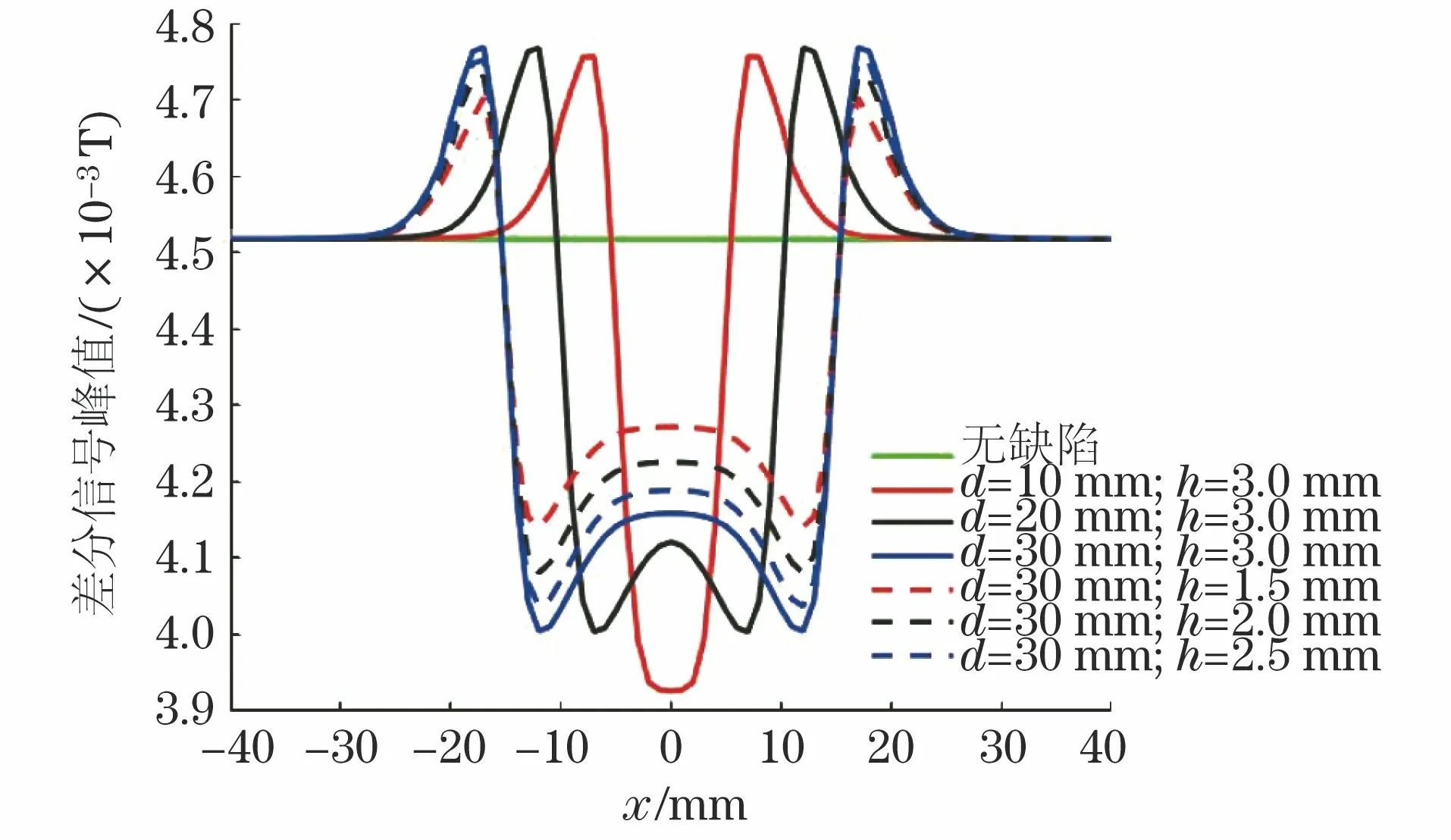
圖6 各缺陷尺寸參數對應的掃查仿真曲線
由圖6可知,探頭在掃略缺陷邊緣處時,掃查曲線均會出現先升后降再升的走勢。首先,針對缺陷寬度的定量,缺陷區域的掃查曲線與無缺陷區域對應PV值的交點和缺陷寬度具有強關聯性,利用該交點處x坐標可對缺陷寬度進行評估,所得曲線如圖7(a)所示,可得出缺陷寬度評估的最大相對誤差為8%。再取掃查曲線谷值為特征值進行分析,結果如圖7(b)所示,可見,隨著缺陷深度的增加,谷值距無缺陷區域對應的PV 值更遠,說明渦流受到缺陷的擾動更強,谷值和缺陷深度間具有強關聯性。
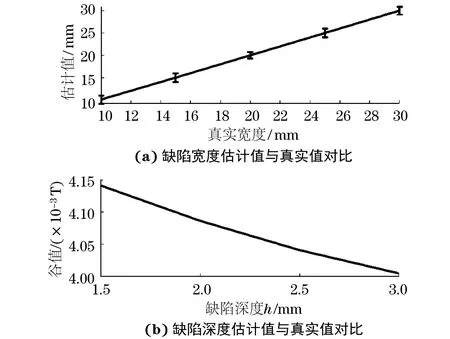
圖7 信號特征對缺陷尺寸的響應仿真曲線
2 試驗與結果討論
2.1 試驗系統及檢測探頭
在仿真分析的基礎上,搭建了雙層異質金屬構件暫態渦流檢測試驗平臺(見圖8)。該試驗平臺主要包括探頭、信號發生器、功率放大器、濾波器、示波器、采集卡和xy雙軸運動平臺等裝置。信號發生器產生基頻為100 Hz、最大幅值為0.5 A的方波激勵信號,該信號經功率放大器(增益10 d B)放大后輸入探頭激發入射磁場。同時,探頭輸出的磁場信號經由濾波器(增益50 d B、截止頻率10 Hz)處理后輸入數據采集卡和電腦以進行數據存儲、信號處理及顯示。
為更有效地對缺陷實施可視化定量評估,設計了雙層異質金屬構件缺陷暫態渦流檢測專用探頭,該探頭主要由平面電流線圈、磁場傳感器和骨架構成,其中,平面電流線圈采用雙層盤式、兩邊翼折疊90°的構型[見圖1(b)],以保證線圈平面電流激勵區域激發單向均勻的入射磁場;磁場傳感器為TMR2701隧道磁阻傳感器,用于拾取檢測信號B x;探頭骨架由樹脂材料經3D打印制成。除骨架外,線圈和磁場傳感器均集成于柔性印制電路板(Flexible printed circuit,FPC)上。試驗中,探頭底部距試件表面的提離為0.7 mm。
試驗用雙層異質金屬構件來模擬搭接式銅鋁過渡線夾,其尺寸(長×寬×厚)為120 mm×120 mm×6 mm,構件上層為鋁合金,厚度為5.4 mm;底層為銅合金,厚度為0.6 mm,各層電導率和相對磁導率如表1所示。為進一步探究檢測信號及掃查曲線對線夾焊接界面金屬層減薄缺陷的響應特性,在試件的鋁層表面設置加工了人工缺陷,包括①圓形體缺陷,其直徑為10~40 mm,深度為2.5~3.5 mm;②方形體缺陷,其邊長為30~40 mm,深度為3.5 mm。
2.2 試驗結果與討論
為了與仿真分析相對應,試驗中,首先將檢測探頭放置于缺陷(尺寸參數為直徑30 mm×深度3.5 mm)中心處,獲取該位置處檢測信號。隨后,將檢測探頭分別放置于無缺陷區域處和空氣中,獲取兩種情況下的檢測信號。3種情況下探頭輸出的檢測信號結果如圖9所示。
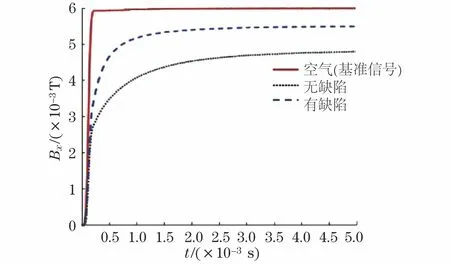
圖9 3種情況下探頭輸出的檢測信號對比
由圖9可知,當探頭位于線夾無缺陷處時,檢測信號幅值最小;當探頭位于空氣中時,檢測信號幅值最大;當探頭位于缺陷中心處時,檢測信號幅值介于前面兩者之間,分析表明檢測信號對3種工況具備明顯的響應特性,可檢出鋁層減薄缺陷,與仿真分析結論一致。
在檢測信號特性分析的基礎上,將檢測探頭放置于試件表面,利用xy雙軸運動平臺對試件中設置的缺陷進行掃查,掃查范圍為-30~30 mm(掃查原點為缺陷中心點)。在各掃查點處拾取檢測探頭輸出的檢測信號,并依照仿真分析中的信號處理手段,將其與基準信號做差,獲得差分信號,同時提取差分信號峰值(PV)作為檢測信號特征,構建PV-探頭位置掃查曲線。30 mm×3.5 mm(直徑×深度)缺陷的掃查曲線如圖10所示。由圖10可見,試驗結果與仿真分析結果一致,檢測探頭在掃略缺陷邊緣處時,掃查曲線出現先升后降再升的走勢,說明缺陷的存在擾動了渦流的分布及強度,造成渦流激發磁場的減弱。通過進一步分析掃查曲線,可在檢出缺陷的同時,獲取其尺寸參數等信息。
針對檢出缺陷的寬度定量評估,選取深度為3.5 mm 的各缺陷,對其進行二維掃查,在獲得掃查曲線的基礎上對缺陷進行成像,所得缺陷圖像如圖11所示。為方便比較分析,各缺陷圖像的像素值均為歸一化處理后的數值。
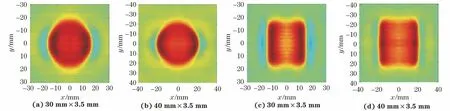
圖11 不同寬度缺陷的檢測成像
由圖11可知,缺陷圖像中的紅色區域為缺陷區域,其形狀及寬度與實際缺陷參數相近。同時,缺陷的開口形貌(圓形/方形)可直觀地從缺陷圖像中區分出來。此外,紅色區域邊緣兩側同樣存在類似掃查曲線的波峰和波谷,內側深紅色區域為谷值區域,外側藍色區域為峰值區域。由于檢測探頭激發的有效入射磁場為單向均勻場,因此,峰值-谷值過渡區域表征了磁場傳感器所拾取磁場y分量在缺陷邊緣變化,通過提取該變化對應的探頭坐標,可實現對缺陷邊緣的定位及缺陷寬度的量化。結合試驗獲取的缺陷圖像,對缺陷寬度進行進一步評估,所得缺陷寬度估計值與真實值的對比如圖12所示。由于探頭尺寸大于最小缺陷的直徑(10 mm),電磁場在被測試件中的擴散效應導致小缺陷的寬度評估誤差較大(相對誤差為18%);與之相比,隨著缺陷寬度或直徑的增大,評估精度逐漸提高,當缺陷寬度或直徑為40 mm 時,評估值的相對誤差僅為4%。
針對檢出缺陷深度的定量評估,選取直徑為30 mm 的圓形體缺陷,對各缺陷進行二維掃查,所得缺陷圖像如圖13所示。
由圖13可知,當缺陷深度增加時,缺陷圖像中紅色區域顏色加深,表明渦流激發磁場因缺陷深度增大而逐漸減弱,缺陷區域對應的圖像像素值與缺陷深度具有強關聯性。為了進一步分析缺陷圖像特征與缺陷深度間的定量關系,提取各缺陷圖像中心處(y=0 mm)對應的掃查曲線,如圖14所示;同時,依照仿真分析中的相關方法,提取掃查曲線谷值,構建谷值-缺陷深度關聯曲線,如圖15所示。

圖14 不同深度缺陷圖像中心處(y=0 mm)對應的探頭掃查曲線(試驗)
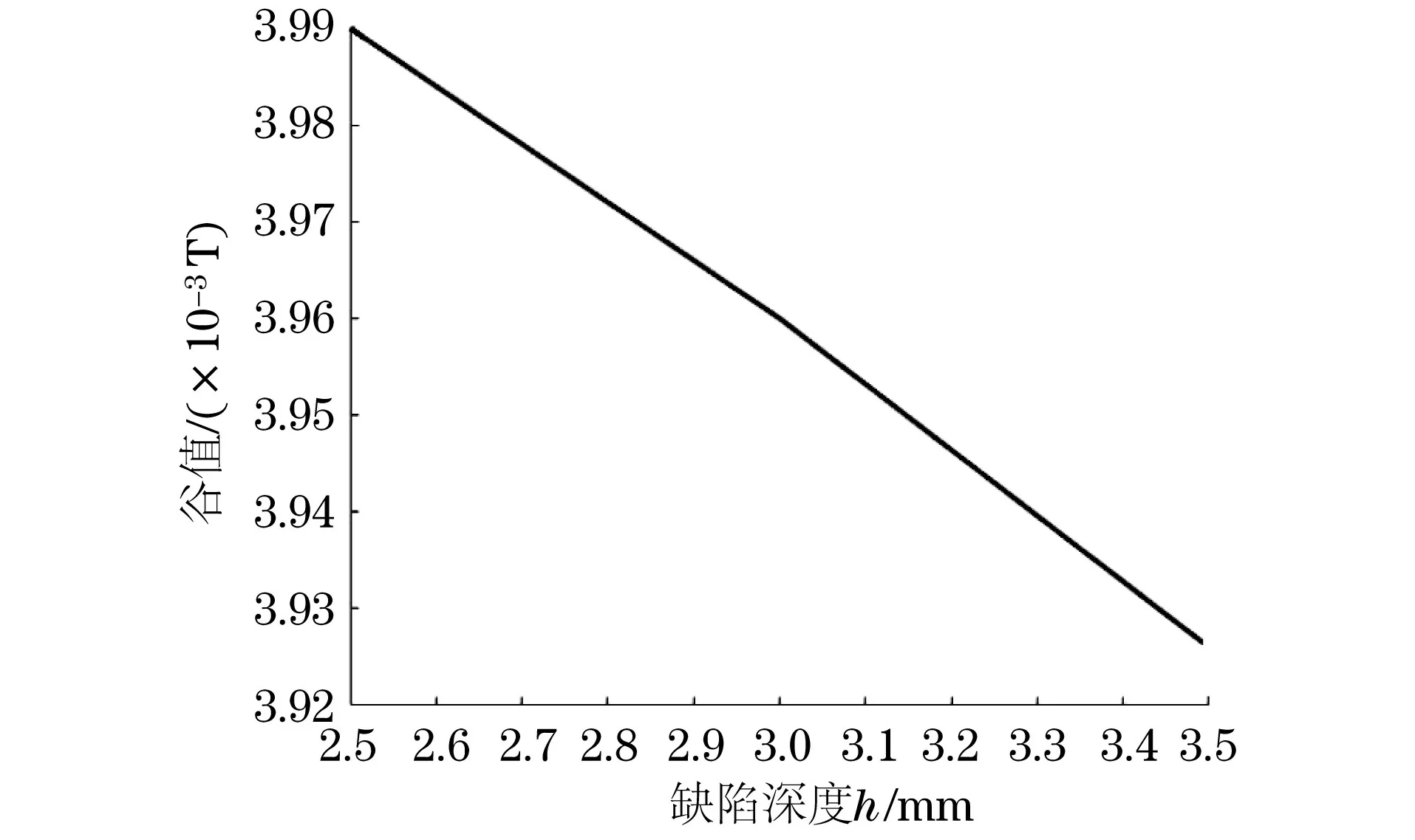
圖15 谷值對缺陷深度的響應曲線(試驗)
由圖14可知,隨著缺陷深度的增加,掃查曲線谷值逐漸降低,而掃查曲線峰值變化較小。進一步分析表明,相較掃查曲線峰值,掃查曲線谷值與缺陷深度關聯性更強,是缺陷深度定量評估的優選圖像特征。由圖15可知,掃查曲線谷值與缺陷深度負相關,關聯曲線近似呈線性,利用所獲谷值-缺陷深度關聯曲線及其對應的插值函數,可對搭接式銅鋁過渡線夾焊接界面金屬層減薄缺陷深度實現量化評估。
3 結語
文章聚焦于雙層異質金屬構件界面損傷的無損定量檢測,深入探究銅鋁線夾焊接界面金屬層減薄缺陷的暫態渦流可視化定量檢測技術關鍵。建立了銅鋁過渡線夾暫態渦流檢測的二維有限元模型,通過分析檢測信號及掃查曲線對缺陷的響應特性,發現掃查曲線與無缺陷區域對應PV值的交點和缺陷寬度具有強關聯性,掃查曲線的谷值和缺陷深度間具有強關聯性。在仿真分析的同時,搭建了雙層異質金屬構件暫態渦流檢測試驗平臺,設計開發了基于FPC的暫態渦流檢測探頭。通過試驗研究,在驗證仿真分析結論的同時,進一步探究雙層異質金屬構件界面損傷暫態渦流檢測的可行性。試驗結果表明,暫態渦流檢測可對銅鋁線夾焊接界面金屬層減薄缺陷實現成像及形貌辨析,所提檢測信號/圖像特征與缺陷寬度和深度具有強關聯性,綜合利用這些信號/圖像特征可實現對雙層異質金屬構件界面損傷參數的定量評估。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
當代陜西(2020年13期)2020-08-24 08:22:02
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造技術與機床(2017年5期)2018-01-19 02:49:17
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
濰坊學院學報(2016年2期)2016-12-01 13:00:11