某型彈射機構鋼珠收口工藝研究
2023-11-22 08:35:40林萬蔚楊鵬王玉坤王鶴張海月
科技資訊 2023年21期
關鍵詞:工藝
林萬蔚 楊鵬 王玉坤 王鶴 張海月
(四達機械制造公司 陜西 咸陽 712201)
彈射機構為座椅與飛機座艙連接的重要部件,應急彈射時,彈射機構以一定的初速度將人椅系統推出座艙[1-3],它的好壞直接關系到飛機彈射救生系統能否正常工作,對飛行員生命安全發揮至關重要的作用。
某型飛機彈射機構主要外筒、中筒、內筒、打火機構及鎖活塞組成。其中,外筒、內筒和鎖活塞組成鋼珠鎖。鋼珠鎖用于正常飛行狀態承載和傳遞人椅載荷以及彈射狀態的解鎖。它的鋼球收口質量將直接影響彈射機構的性能,收壓過松無法保證鎖止可靠性,收壓過緊則無法保證解鎖的流暢性,甚至導致無法解鎖。
該型飛機彈射機構無損檢測后發現其內筒經常出現裂紋,無法正常裝機使用。換新的內筒需在裝配工序進行鋼珠收口。現有鋼珠收口工藝由于工裝設計可靠性差、工藝流程方法不清晰,導致合格率一直較低。為提高鋼珠鎖鋼球收口工藝的合格率,保證鋼珠鎖的鎖止可靠性和解鎖流暢性,特開展鋼珠鎖鋼珠收口工藝研究。
1 現有工藝方法分析與改進
彈射機構內筒鋼珠鎖收口部位如圖1 所示,現有工藝流程可歸納為內筒裝夾、定位、收壓,采用老式的50T 液壓壓力機進行加載,然后取下內筒進行機械性能試驗。該工藝設計的收口工裝,在加載方向未設置定位,會產生因鋼珠孔加工分布誤差導致的收壓壓痕偏斜的現象。另外,現有的收壓工藝中收壓力的設定沒有考慮材料、熱處理狀態的不同會對收口狀態產生一定的影響[4],因此每批產品采用同樣的收壓力進行收壓后,鋼球的壓出力會有一定的偏差,甚至出現超出工藝技術要求的情況。
圖1 彈射機構收口部位示意圖
設計收口工具模型圖如圖2所示,設計思路如下。
圖2 收口工具模型圖
改進的收口工具主要由主體、收口器、中心軸、旁銷、縱向定位銷等組成。主體作為收口工具的基體,提供整個工具的強度,為其余的零件提供支撐;收口器用于傳遞液壓機的加載力和獲得符合技術要求的收口形貌;中心軸、旁銷用于對內筒的夾持和定位;縱向定位銷用于對收口器的定位。
改進的收口工具采取自定位方式,在收口器縱向制作定位孔,將定位銷插入定位孔同時穿入內筒工藝孔,保證定位準確,進而保證收壓壓痕沿鋼珠孔均勻環繞,不會產生偏斜現象[5-8]。
2 收口工藝的確定
2.1 技術要求
內筒鋼球收口后,內筒收壓部位的壓痕形狀、深度應符合要求,內筒收口區域內孔用Φ31D6量規檢查通過性要好,內筒鋼球反向壓出力應在1 960~3 920 N范圍內。
2.2 收口合格品的判定
內筒鋼球收口形態模型具體見圖3。
圖3 內筒鋼球收口形態模型圖
依據內筒鋼球收口技術要求,制定內筒收口合格品判定標準:制作內筒鋼球收口標準樣件,對收壓部位的壓痕形狀、深度進行約束,用于判定收口外觀質量是否符合技術要求;制作Φ31D6 專用塞規,用于判定內筒收口區域內孔的通過性是否符合要求;設置內筒鋼球反向壓出力試驗,用于判定收壓后的鋼珠壓出力是否符合要求。
2.3 試壓
2.3.1 設定試壓參數
設置預加載力和收壓時間兩個收壓參數,逐一對收口外觀、內孔通過性和壓出力進行驗證。通過試驗驗證,鋼球收口質量與加載力直接相關,而與收壓時間無關。
2.3.2 收口外觀和內孔通過性試驗
選取一件新品內筒進行試收壓,確定收口外觀質量符合標準樣件和內孔通過性滿足技術要求的預加載力,試驗結果如表1所示。試驗結果顯示:當加載力在100~120 kN時,收口外觀和內孔通過性均符合技術要求。

表1 收口外觀和通過性試驗結果 (單位:kN)
2.3.3 壓出力試驗
選取一件新品內筒進行試收壓,確定收口壓出力符合技術要求的預加載力,試驗結果如表2 所示。試驗結果顯示,當加載力在100~110 kN 時,鋼球壓出力滿足技術要求。
表2 壓出力試驗結果 (單位:kN)
考慮到內筒的材料、熱處理狀態不同,會對壓出力產生一定的影響。選取不同制造批次的另一件新品內筒進行試收壓,確定收口壓出力符合技術要求的預加載力,試驗結果具體見表3。上述試驗結果表明:不同制造批次的內筒在相同的加載力作用下鋼球壓出力會存在一定的偏差。
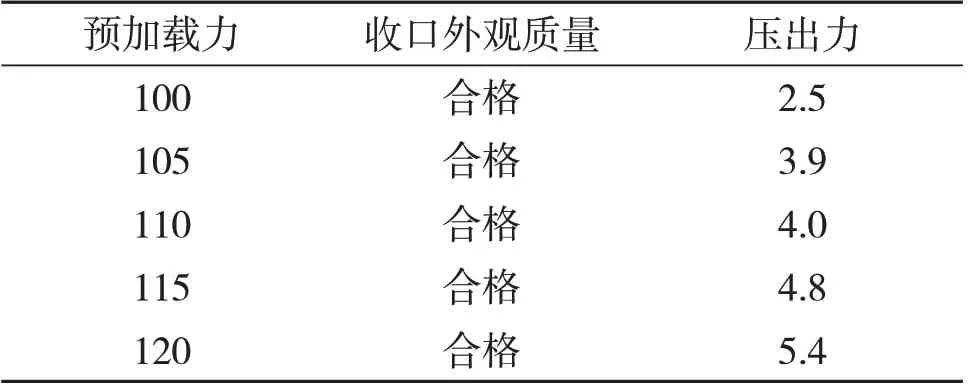
表3 該批次收壓參數確定值 (單位:kN)
2.3.4 收口后試裝檢查
對上述收壓合格的內筒按修理工藝要求進行產品試裝,結果均滿足彈射機構安裝使用要求。
2.4 收口工藝的確定
由上述試驗檢查結果可知,收口質量的好壞取決于預加載力的大小,考慮到內筒的材料、熱處理狀態的不同,會對壓出力產生一定的影響。因此,在每批中抽取一件內筒作為試驗件,進行試壓,試壓合格后再進行批量收壓。
具體工藝流程圖如圖4所示。
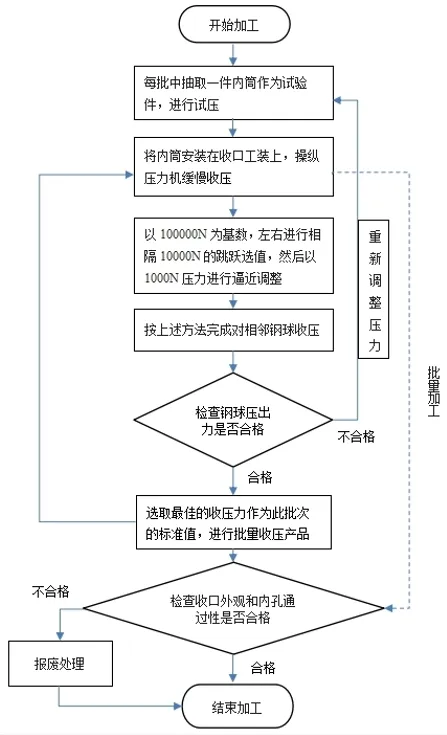
圖4 鋼珠收口工藝流程圖
操作方法具體如下:將內筒安裝到收壓工具上,再將收壓工具放在工作臺的中間位置,此時由兩人協同操作,一人手扶內筒尾部,一人操縱壓力機,直至壓力機上工作面壓緊收口器,此時手扶內筒人員才可撤離;繼續操縱壓力機緩慢地對收壓工具施加壓力,直到加壓至選定的壓力值,保持此壓力收壓2~3 s,然后卸除壓力。
圖5 為收口工具裝夾示意圖。
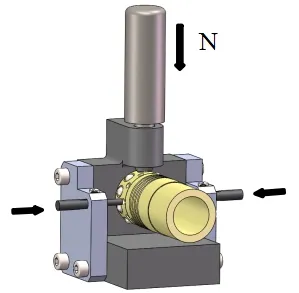
圖5 收口工具裝夾示意圖
由于內筒較長,裝夾時需一人手扶,一人施壓。后續的改進方向可以加裝支撐工裝,以替代人員手扶操作,實現單人裝夾、單人施壓,減少人力成本,同時提高生產效率。
3 結語
本文對某型飛機彈射機構內筒鋼珠鎖鋼珠收口工藝做出了創新與改進,汲取了現有工藝的優點,設計制造新的工裝定位夾具,分析了會對鋼珠收口工序產生影響的參數,為批量加工確定了收壓參數并提出了后續改進方向。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
