某重卡變速器中間軸熱裝精密對(duì)齒機(jī)構(gòu)的設(shè)計(jì)
2023-11-21 07:17:36張亞光
汽車實(shí)用技術(shù) 2023年21期
張亞光,董 超
某重卡變速器中間軸熱裝精密對(duì)齒機(jī)構(gòu)的設(shè)計(jì)
張亞光,董 超
(1.陜西法士特汽車傳動(dòng)集團(tuán)有限責(zé)任公司,陜西 西安 710077;2.陜西柴油機(jī)重工有限公司,陜西 西安 710075)
中間軸總成是變速器核心零部件之一,其精度要求高,裝配難度大,行業(yè)內(nèi)普遍應(yīng)用熱裝對(duì)齒工藝進(jìn)行裝配。但如何在保證裝配精度的同時(shí),兼容多種機(jī)型,并實(shí)現(xiàn)快速換產(chǎn),長(zhǎng)期以來(lái)屬于行業(yè)難題。文章開發(fā)出一套高柔性全自動(dòng)中間軸熱裝精密對(duì)齒方法及機(jī)構(gòu),并已應(yīng)用到批量生產(chǎn)中,能夠在保證裝配精度的同時(shí),兼容多種機(jī)型,實(shí)現(xiàn)快速換產(chǎn),適用于高柔性自動(dòng)化產(chǎn)線,具有很大的推廣意義。
中間軸;變速器;熱裝對(duì)齒;快速換產(chǎn)
作為變速器核心零部件,中間軸總成精度要求高、裝配難度大。且中間軸型號(hào)眾多,換產(chǎn)頻繁,不同型號(hào)的軸長(zhǎng)短、直徑不同,齒輪內(nèi)孔、外徑也不同,不同機(jī)型的齒輪壓裝深度、對(duì)齒位置也不盡相同。傳統(tǒng)裝配設(shè)備往往只能加工單一機(jī)型,換產(chǎn)需要人工調(diào)整機(jī)械機(jī)構(gòu),換產(chǎn)時(shí)間長(zhǎng),精度不易保證。如何在保證裝配精度的同時(shí),兼容多種機(jī)型,并實(shí)現(xiàn)快速換產(chǎn),長(zhǎng)期以來(lái)屬于行業(yè)難題。
針對(duì)此問(wèn)題,本文設(shè)計(jì)了一種高柔性全自動(dòng)中間軸熱裝精密對(duì)齒方法及機(jī)構(gòu),能夠在保證裝配精度的同時(shí),兼容多種機(jī)型,實(shí)現(xiàn)快速換產(chǎn)。
1 中間軸熱裝對(duì)齒工藝簡(jiǎn)介
中間軸熱裝對(duì)齒工藝的基本原理是利用齒輪受熱膨脹產(chǎn)生的孔軸間隙,將軸穿入齒輪內(nèi)孔后借助壓裝對(duì)齒機(jī)構(gòu)對(duì)齒輪和軸進(jìn)行角向定位與軸向定位,保證齒輪與軸之間角向位置度關(guān)系和軸向位置尺寸關(guān)系[1-4],如圖1所示。
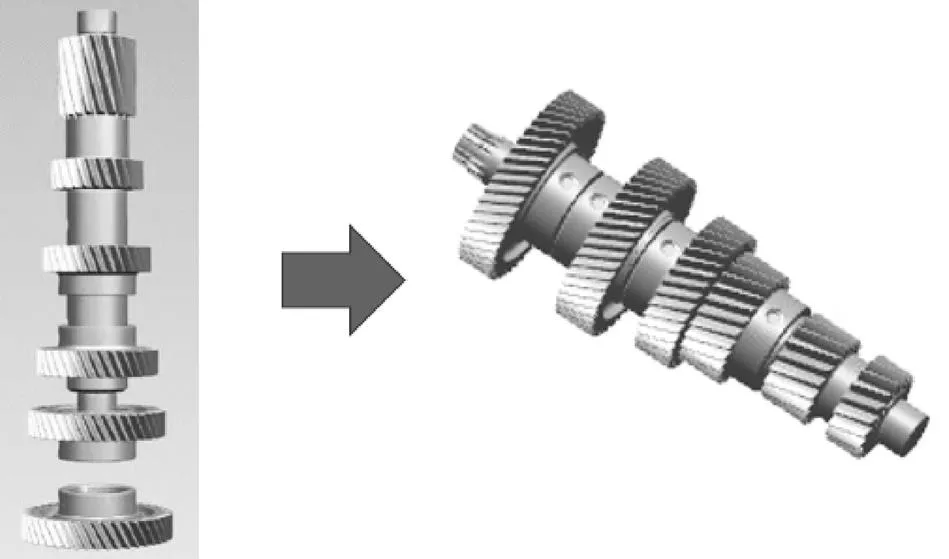
圖1 中間軸總成
2 存在的問(wèn)題及解決方案
2.1 問(wèn)題一
問(wèn)題:中間軸如何定位?
中間軸定位分為中心定位和軸向定位,中間軸定位方法如圖2所示,定位問(wèn)題的解決方案如下:

1-上頂尖;2-下頂尖;3-下頂尖套;4-彈簧。
1)采用上下兩頂尖對(duì)中間軸進(jìn)行中心定位,用下頂尖套端面對(duì)中間軸進(jìn)行軸向定位,保持與設(shè)計(jì)基準(zhǔn)、機(jī)加工基準(zhǔn)及后續(xù)測(cè)量基準(zhǔn)統(tǒng)一。
2)為了防止過(guò)定位,在下頂尖下方布置彈簧,在滿足上下頂尖始終將軸中心定位的同時(shí),保證下頂尖套端面與中間軸端面貼合,達(dá)到軸向定位要求。
2.2 問(wèn)題二
問(wèn)題:齒輪如何定位?
齒輪定位分為軸向定位和中心定位,齒輪定位方法如圖3所示,定位問(wèn)題的解決方案如下:
1)采用壓機(jī)底座端面對(duì)齒輪進(jìn)行軸向定位。
2)中心定位又分為初定位和終定位。在中間軸被壓入齒輪前,采用漲珠機(jī)構(gòu)對(duì)齒輪進(jìn)行初定位,漲珠機(jī)構(gòu)布置在下頂尖座上,由漲珠氣缸、錐形芯軸和鋼珠組成,在下頂尖座外套上布置三個(gè)圓孔,將三個(gè)鋼珠安裝在錐形芯軸與下頂尖座外套之間對(duì)應(yīng)的圓孔內(nèi)(上下有一定活動(dòng)量),當(dāng)齒輪放置在底座上后,下頂尖座上升到固定位置,漲珠氣缸通氣,推動(dòng)錐形芯軸向上運(yùn)動(dòng),帶動(dòng)鋼珠進(jìn)入下頂尖座外套的圓孔內(nèi),并與齒輪內(nèi)孔接觸,利用三個(gè)鋼珠實(shí)現(xiàn)齒輪的中心定位。在中間軸被壓入齒輪后,采用中間軸對(duì)齒輪進(jìn)行最終中心定位。

5-底座;6-下頂尖座;7-漲珠氣缸;8-錐形芯軸;9-鋼珠。
2.3 問(wèn)題三
問(wèn)題:對(duì)齒位置度如何保證?
對(duì)齒位置度保證方法如圖4所示,解決方案如下:
保證對(duì)齒位置度,即保證中間軸與齒輪的角向定位精度。在上下兩頂尖軸線側(cè)面,設(shè)置上下兩個(gè)對(duì)齒球頭機(jī)構(gòu),上球頭機(jī)構(gòu)的上球頭頂入中間軸基準(zhǔn)齒槽內(nèi),將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,對(duì)中間軸進(jìn)行角向定位;下球頭機(jī)構(gòu)的下球頭頂入齒輪的齒槽內(nèi),將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,對(duì)齒輪進(jìn)行角向定位。上下兩個(gè)球頭的中心線需與上下兩個(gè)頂尖中心線垂直,同時(shí),兩球頭的中心線之間的距離需符合圖紙要求。

10-上球頭機(jī)構(gòu);11-下球頭機(jī)構(gòu);12-上球頭;13-下球頭;18-伺服電機(jī)(上X);19-上球頭連接板;20-伺服電機(jī)(下X);21-下球頭連接板;22-伺服電機(jī)(上Z);23-伺服電機(jī)(下Z)。
2.4 問(wèn)題四
問(wèn)題:壓裝軸向位置尺寸如何保證?
壓裝軸向位置尺寸保證方法如圖5所示,解決方案如下:
保證壓裝軸向位置尺寸即保證中間軸下壓的位移。因?yàn)橹虚g軸軸向定位基準(zhǔn)在中間軸下端面,而下壓時(shí)的驅(qū)動(dòng)力從上向下施加,即受力點(diǎn)不是基準(zhǔn)面。如果以受力點(diǎn)的位移作為壓裝軸向位置尺寸,則會(huì)導(dǎo)致基準(zhǔn)轉(zhuǎn)換帶來(lái)的誤差。因此,在壓裝過(guò)程中需要統(tǒng)一基準(zhǔn),在壓機(jī)背板上設(shè)置一個(gè)擋塊,下提升氣缸帶動(dòng)下頂尖座向上運(yùn)動(dòng),與擋塊貼合后停止,通過(guò)持續(xù)通氣將下頂尖座保持在此位置。連接在伺服壓機(jī)的上頂尖帶動(dòng)中間軸向下移動(dòng),采用力模式,當(dāng)中間軸的下端面與下頂尖套端面貼合,伺服壓機(jī)的壓力傳感器感應(yīng)到設(shè)置的力后,伺服壓機(jī)將此位置記為壓裝基準(zhǔn)位。此時(shí),連接在伺服壓機(jī)的上頂尖和壓機(jī)的下頂尖套端面將中間軸完全夾緊,壓裝基準(zhǔn)位與圖紙要求統(tǒng)一,伺服壓機(jī)切換為位移模式,帶動(dòng)中間軸向下移動(dòng)圖紙要求的位移后停止,保證軸向位置尺寸。
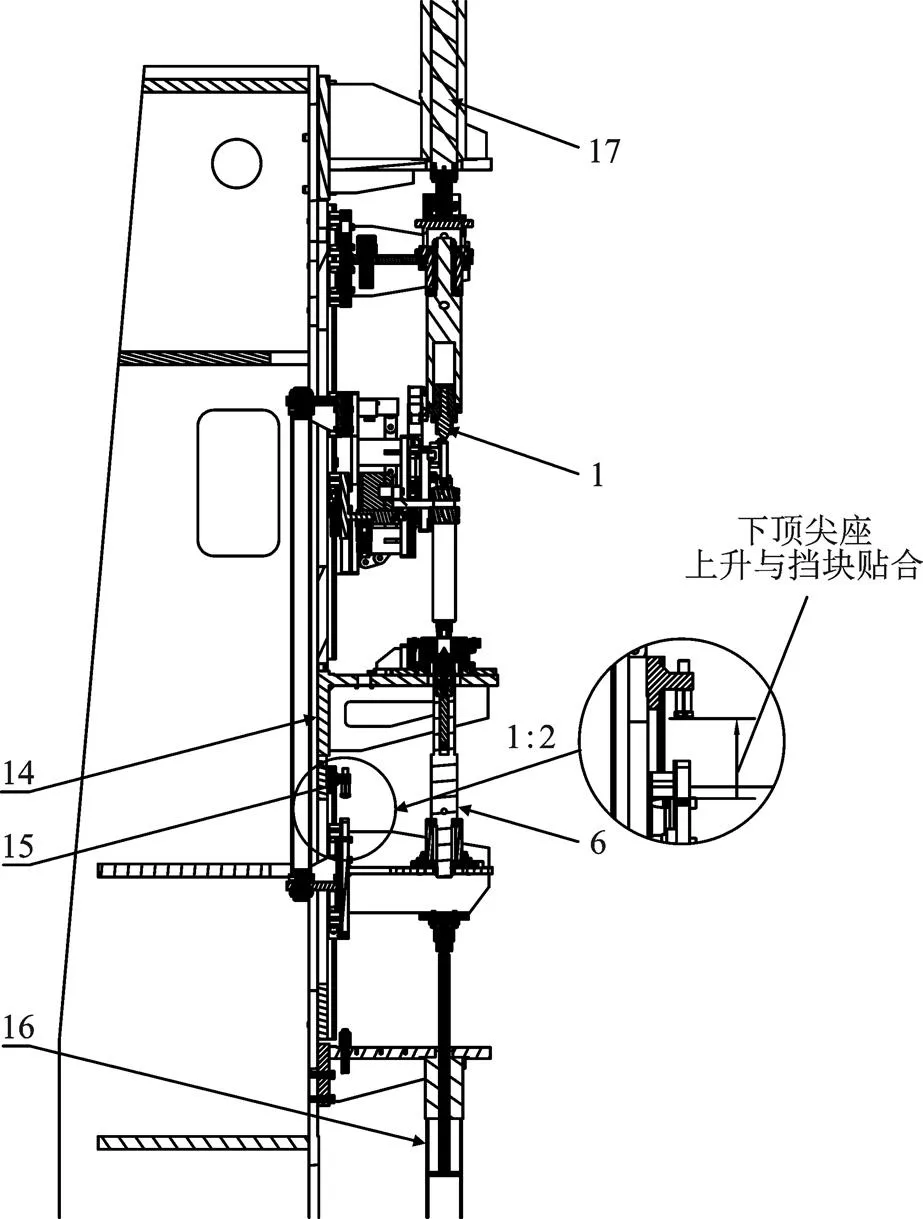
1-上頂尖;6-下頂尖座;14-背板;15-擋塊;16-下提升氣缸;17-伺服壓機(jī);30-連桿。
2.5 問(wèn)題五
問(wèn)題:如何快速換產(chǎn),兼容不同型號(hào)中間軸?
對(duì)于熱裝,不同型號(hào)的中間軸差異,主要體現(xiàn)在軸的長(zhǎng)度上和軸上基準(zhǔn)齒的分度圓直徑,兼容問(wèn)題的解決方案如下:
1)長(zhǎng)度兼容方面,本機(jī)構(gòu)采用上頂尖加下頂尖套端面對(duì)中間軸的軸向進(jìn)行定位,下頂尖座每次壓裝過(guò)程均依靠固定的擋塊限位,故不同型號(hào)的中間軸下端面位置一致,而上頂尖連接在伺服壓機(jī)上,伺服壓機(jī)行程兼容不同型號(hào)的中間軸長(zhǎng)度,通過(guò)設(shè)置伺服位移值,在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同型號(hào)中間軸的長(zhǎng)度變化(圖5)。
2)基準(zhǔn)齒分度圓直徑兼容方面,在上球頭機(jī)構(gòu)上設(shè)置做徑向運(yùn)動(dòng)的伺服電機(jī)(上),將上球頭連接板與伺服電機(jī)(上)連接,伺服電機(jī)(上)帶動(dòng)安裝在上球頭連接板上的上球頭做徑向移動(dòng),伺服電機(jī)(上)行程兼容不同型號(hào)中間軸基準(zhǔn)齒的分度圓直徑,通過(guò)設(shè)置伺服位移值,在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同型號(hào)中間軸基準(zhǔn)齒的分度圓直徑(圖4)。
2.6 問(wèn)題六
問(wèn)題:如何快速換產(chǎn),兼容不同型號(hào)齒輪?
對(duì)于熱裝,不同型號(hào)的齒輪差異,主要體現(xiàn)在齒輪內(nèi)孔直徑和外齒分度圓直徑的差異,兼容問(wèn)題的解決方案如下:
1)齒輪內(nèi)孔直徑的兼容,即齒輪中心定位的兼容,中心定位又分為初定位和終定位。齒輪采用漲珠機(jī)構(gòu)進(jìn)行初定位,給漲珠氣缸通氣,推動(dòng)錐形芯軸向上運(yùn)動(dòng),帶動(dòng)鋼珠進(jìn)入下頂尖座外套的圓孔內(nèi),并與齒輪內(nèi)孔接觸。錐形芯軸向上運(yùn)動(dòng)的限位依靠的是鋼珠被推出下頂尖座外套圓孔的體積,即齒輪內(nèi)孔與下頂尖座外套的距離。當(dāng)齒輪內(nèi)孔直徑較小時(shí),齒輪內(nèi)孔與下頂尖座外套的距離小,則鋼珠被推出下頂尖座外套圓孔的體積就小,錐形芯軸向上運(yùn)動(dòng)的距離就近;當(dāng)齒輪內(nèi)孔直徑較大時(shí),齒輪內(nèi)孔與下頂尖座外套的距離大,則鋼珠被推出下頂尖座外套圓孔的體積就大,錐形芯軸向上運(yùn)動(dòng)的距離就遠(yuǎn)。總之,無(wú)論齒輪內(nèi)孔直徑在一定范圍內(nèi)怎么變化,均可保證漲珠機(jī)構(gòu)上的三個(gè)鋼珠與齒輪內(nèi)孔始終接觸,滿足定位要求。在中間軸被壓入齒輪后,采用相配合的中間軸對(duì)齒輪進(jìn)行最終中心定位,因此,換產(chǎn)不影響齒輪終定位。可見,上述機(jī)構(gòu)能夠在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同型號(hào)齒輪的內(nèi)孔直徑(圖3)。
2)外齒分度圓直徑的兼容,即齒輪角向定位的兼容。在下球頭機(jī)構(gòu)上設(shè)置做徑向運(yùn)動(dòng)的伺服電機(jī)(下),將下球頭連接板與伺服電機(jī)(下)連接,伺服電機(jī)(下)帶動(dòng)安裝在下球頭連接板上的下球頭做徑向移動(dòng),伺服電機(jī)(下)的行程兼容不同型號(hào)齒輪分度圓直徑,通過(guò)設(shè)置伺服位移值,在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同型號(hào)齒輪的分度圓直徑(圖4)。
2.7 問(wèn)題七
問(wèn)題:如何快速換產(chǎn),適應(yīng)不同機(jī)型的對(duì)齒位置要求?
不同機(jī)型的對(duì)齒位置要求不同,即上球頭和下球頭的軸向位置要求不同,兼容問(wèn)題的解決方案如下:
1)在上球頭機(jī)構(gòu)上設(shè)置做軸向運(yùn)動(dòng)的伺服電機(jī)(上),將上球頭連接板與伺服電機(jī)(上)連接,伺服電機(jī)(上)帶動(dòng)安裝在上球頭連接板上的上球頭做軸向移動(dòng),伺服電機(jī)(上)行程兼容不同機(jī)型軸齒對(duì)齒位置,通過(guò)設(shè)置伺服位移值,在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同機(jī)型軸齒對(duì)齒位置。
2)同理,在下球頭機(jī)構(gòu)上設(shè)置做軸向運(yùn)動(dòng)的伺服電機(jī)(下),將下球頭連接板與伺服電機(jī)(下)連接,伺服電機(jī)(下)帶動(dòng)安裝在下球頭連接板上的下球頭做軸向移動(dòng),伺服電機(jī)(下)行程兼容不同機(jī)型齒輪對(duì)齒位置,通過(guò)設(shè)置伺服位移值,在不調(diào)整機(jī)械機(jī)構(gòu)的情況下,快速適應(yīng)不同機(jī)型齒輪對(duì)齒位置(圖4)。
2.8 問(wèn)題八
問(wèn)題:如何快速換產(chǎn),適應(yīng)不同機(jī)型的壓裝深度要求?
解決方案如下:
不同機(jī)型的壓裝深度要求不同,即軸下壓的位移要求不同。通過(guò)問(wèn)題4的解決方案可知,不同機(jī)型在壓裝過(guò)程的軸向基準(zhǔn)是唯一的,即下頂尖座被擋塊限位后,下頂尖套端面位置是唯一的。此時(shí),根據(jù)不同機(jī)型的中間軸長(zhǎng)度和壓裝深度要求,即可設(shè)置伺服壓機(jī)下壓的位移值,保證不同機(jī)型的壓裝深度要求(圖5)。
2.9 問(wèn)題九
問(wèn)題:為保證壓裝精度穩(wěn)定性,本方案要求壓裝過(guò)程中上球頭始終頂在中間軸基準(zhǔn)齒槽內(nèi),即壓裝過(guò)程中上球頭始終保持與中間軸下端面(軸向基準(zhǔn)面)的軸向距離不變,如何實(shí)現(xiàn)這一動(dòng)作?
解決方案如下:
設(shè)計(jì)連桿,將下頂尖座和上球頭機(jī)構(gòu)相連接,當(dāng)中間軸被壓到下端面與下頂尖套端面貼合時(shí),伺服壓機(jī)將此位置記為壓裝基準(zhǔn)位。此時(shí),伺服電機(jī)(上)帶動(dòng)安裝在上球頭機(jī)構(gòu)上的上球頭做徑向移動(dòng),上球頭頂入中間軸基準(zhǔn)齒槽內(nèi),將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,對(duì)中間軸進(jìn)行角向定位,隨后伺服壓機(jī)下行,帶動(dòng)中間軸向下移動(dòng)mm(根據(jù)不同機(jī)型壓裝深度預(yù)先設(shè)置),進(jìn)入齒輪,并停在設(shè)定位移處。因中間軸下端面與下頂尖套端面貼合時(shí),上頂尖和下頂尖套端面將中間軸完全夾緊,當(dāng)中間軸向下移動(dòng)mm,下頂尖座也會(huì)被帶動(dòng)下移mm,而通過(guò)連桿連接的上球頭機(jī)構(gòu)也被同步帶動(dòng)下移mm。因此,實(shí)現(xiàn)壓裝過(guò)程中上球頭始終頂在中間軸基準(zhǔn)齒槽內(nèi),與中間軸無(wú)相對(duì)運(yùn)動(dòng),保證壓裝精度穩(wěn)定性(圖6)。

6-下頂尖座;10-上球頭機(jī)構(gòu);30-連桿。
2.10 問(wèn)題十
問(wèn)題:對(duì)齒輪進(jìn)行角向定位時(shí),如果下球頭頂住齒輪齒頂,如何快速調(diào)整?
頂齒調(diào)整方法如圖7所示,解決方案如下:
根據(jù)問(wèn)題3可知,下球頭機(jī)構(gòu)的下球頭頂入齒輪的齒槽內(nèi),完成對(duì)齒輪的角向定位,如果下球頭頂住齒輪齒頂,則會(huì)導(dǎo)致對(duì)齒失敗,因此設(shè)計(jì)如下方法解決此問(wèn)題。在下球頭機(jī)構(gòu)上做徑向運(yùn)動(dòng)的伺服電機(jī)(下)采用力模式,當(dāng)下球頭頂住齒輪齒頂時(shí),力條件滿足,位移條件不滿足,伺服電機(jī)(下)切換為位移模式,帶動(dòng)下球頭連接板后退mm(根據(jù)不同齒輪尺寸預(yù)先設(shè)置);接著在下球頭機(jī)構(gòu)上做軸向運(yùn)動(dòng)的伺服電機(jī)(下)采用位移模式,帶動(dòng)下球頭連接板向上移動(dòng)mm(根據(jù)不同齒輪尺寸預(yù)先設(shè)置);隨后伺服電機(jī)(下)切換為力模式,帶動(dòng)下球頭連接板前進(jìn),因?yàn)辇X輪為斜齒結(jié)構(gòu),下球頭通過(guò)軸向移動(dòng),再次對(duì)齒時(shí),可撥動(dòng)齒輪旋轉(zhuǎn),頂入齒槽后,伺服電機(jī)(下)切換為位移模式,帶動(dòng)下球頭連接板后退mm(根據(jù)不同齒輪尺寸預(yù)先設(shè)置);此時(shí),伺服電機(jī)(下)采用位移模式,帶動(dòng)下球頭連接板向下移動(dòng)mm,下球頭回到要求的對(duì)齒位置;隨后,伺服電機(jī)(下)切換為力模式,帶動(dòng)下球頭連接板前進(jìn),下球頭頂入齒槽,將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,完成對(duì)齒輪的角向定位。

13-下球頭。
2.11 問(wèn)題十一
問(wèn)題:熱裝完成后,如何使齒輪快速降溫,將中間軸抱緊?
齒輪夾爪和軸夾爪如圖8所示,解決方案如下:
設(shè)置齒輪夾爪,并在夾爪上開設(shè)若干氣孔,氣孔開設(shè)的位置正對(duì)齒輪,當(dāng)熱裝完成后,給氣孔通壓縮空氣,壓縮空氣高速吹在熱裝完成后的齒輪上,達(dá)到快速降溫的目的。

24-齒輪夾爪;25-軸夾爪;26-軸夾爪連接板;27-軸夾爪氣缸;28-導(dǎo)向軸;29-帶鎖氣缸。
2.12 問(wèn)題十二
問(wèn)題:本方案中間軸上下料方式為機(jī)器人自動(dòng)抓取,如何實(shí)現(xiàn)上下料過(guò)程中壓機(jī)對(duì)中間軸的接取,同時(shí)此機(jī)構(gòu)又不影響到壓裝過(guò)程?
解決方案如下:
在壓機(jī)上設(shè)置軸夾爪,用于機(jī)器人上下料時(shí)對(duì)中間軸的接取。軸夾爪安裝在軸夾爪連接板上,同時(shí)在壓機(jī)上設(shè)置軸夾爪氣缸,和軸夾爪連接板連接,由此實(shí)現(xiàn)軸夾爪在軸向上的運(yùn)動(dòng),在軸夾爪連接板上安裝一根導(dǎo)向軸。同時(shí),在上球頭機(jī)構(gòu)上安裝一件帶鎖氣缸。在壓裝開始前和壓裝結(jié)束后,給帶鎖氣缸通氣,導(dǎo)向軸可在帶鎖氣缸中自由滑動(dòng),即軸夾爪可通過(guò)軸夾爪氣缸上下運(yùn)動(dòng),滿足機(jī)器人上下料位置的需求。在壓裝過(guò)程中,為避免軸夾爪對(duì)中間軸造成過(guò)定位,需要將軸夾爪始終打開,同時(shí)又需要軸夾爪與中間軸上下隨行,滿足機(jī)器人抓取需求。因此,給帶鎖氣缸斷氣,帶鎖氣缸將導(dǎo)向軸抱緊,壓裝過(guò)程上球頭機(jī)構(gòu)通過(guò)連桿隨同下頂尖座向下移動(dòng)的同時(shí),通過(guò)導(dǎo)向軸和帶鎖氣缸帶動(dòng)軸夾爪同步下移,實(shí)現(xiàn)打開狀態(tài)下的軸夾爪與中間軸上下隨行(圖8)。
3 裝配動(dòng)作過(guò)程描述
1)機(jī)器人將中間軸抓取交給壓機(jī)軸夾爪,夾爪將中間軸夾緊,機(jī)器人退出。
2)機(jī)器人將加熱好的齒輪抓取放置到壓機(jī)底座上,機(jī)器人退出。

1-上頂尖;10-上球頭機(jī)構(gòu);11-下球頭機(jī)構(gòu);12-上球頭;13-下球頭;16-下提升氣缸;17-伺服壓機(jī);18-伺服電機(jī)(上X);19-上球頭連接板;20-伺服電機(jī)(下X);21-下球頭連接板;22-伺服電機(jī)(上Z);23-伺服電機(jī)(下Z);24-齒輪夾爪;25-軸夾爪;26-軸夾爪連接板;28-導(dǎo)向軸;29-帶鎖氣缸。
3)下提升氣缸帶動(dòng)下頂尖座向上運(yùn)動(dòng),與安裝在壓機(jī)背板上的擋塊貼合后停止,通過(guò)持續(xù)通氣將下頂尖座保持在此位置。此時(shí),連接在伺服壓機(jī)上的上頂尖帶動(dòng)中間軸向下移動(dòng),當(dāng)下頂尖接觸中間軸下頂尖孔并將其中心定位后,伺服壓機(jī)采用力模式繼續(xù)下移,此時(shí)壓縮下頂尖彈簧,當(dāng)中間軸的下端面與下頂尖套端面貼合,上下頂尖完成對(duì)中間軸的中心定位和軸向定位,伺服壓機(jī)的壓力傳感器感應(yīng)到設(shè)置的力后,伺服壓機(jī)停止運(yùn)動(dòng),并將此位置記為壓裝基準(zhǔn)位。
4)給漲珠氣缸通氣,推動(dòng)錐形芯軸向上運(yùn)動(dòng),帶動(dòng)三個(gè)鋼珠進(jìn)入下頂尖座外套的圓孔內(nèi),并與齒輪內(nèi)孔接觸,完成對(duì)齒輪的中心定位。
5)與此同時(shí),根據(jù)不同機(jī)型的對(duì)齒位置要求,上球頭機(jī)構(gòu)上做軸向運(yùn)動(dòng)的伺服電機(jī)(上)帶動(dòng)上球頭移動(dòng)到程序預(yù)先設(shè)置的位置,下球頭機(jī)構(gòu)上做軸向運(yùn)動(dòng)的伺服電機(jī)(下)帶動(dòng)下球頭移動(dòng)到程序預(yù)先設(shè)置的位置。同時(shí),根據(jù)不同機(jī)型中間軸軸齒和齒輪分度圓直徑的大小,上球頭機(jī)構(gòu)上做徑向運(yùn)動(dòng)的伺服電機(jī)(上)切換為力模式,帶動(dòng)上球頭移動(dòng)到中間軸軸齒基準(zhǔn)齒槽中,將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,完成對(duì)中間軸的角向定位;下球頭機(jī)構(gòu)上做徑向運(yùn)動(dòng)的伺服電機(jī)(下)切換為力模式,帶動(dòng)下球頭移動(dòng)到齒輪齒槽中,將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,完成對(duì)齒輪的角向定位。對(duì)齒輪進(jìn)行角向定位時(shí),如果下球頭頂住齒輪齒頂,下球頭進(jìn)行自動(dòng)調(diào)整。(動(dòng)作過(guò)程詳見問(wèn)題10技術(shù)方案)上述動(dòng)作完成后,齒輪夾爪將齒輪夾緊,下球頭后退mm(根據(jù)不同齒輪尺寸預(yù)先設(shè)置)。
6)伺服壓機(jī)切換為位移模式,帶動(dòng)中間軸向下移動(dòng)mm(根據(jù)不同機(jī)型所要求的的壓裝深度預(yù)先設(shè)置)后停止。
7)齒輪夾爪打開,下球頭機(jī)構(gòu)上做徑向運(yùn)動(dòng)的伺服電機(jī)(下)切換為力模式,帶動(dòng)下球頭再次移動(dòng)到齒輪齒槽中,將齒槽頂緊,球頭兩側(cè)與齒槽兩齒面完全貼合,完成對(duì)齒輪的二次角向定位。
8)給齒輪夾爪氣孔通氣,對(duì)齒輪進(jìn)行快速降溫。
9)軸夾爪將中間軸夾緊,給軸夾爪氣缸通氣,帶動(dòng)軸夾爪上升(動(dòng)作原理詳見問(wèn)題十二技術(shù)方案)。
10)機(jī)器人進(jìn)入壓機(jī),軸夾爪打開,機(jī)器人將壓裝完成的中間軸從壓機(jī)抓出。
4 結(jié)語(yǔ)
在現(xiàn)代化產(chǎn)線上,高柔性和高自動(dòng)化率往往是一組難以兼顧的需求,尤其對(duì)于中間軸熱裝這種高精度要求的工藝過(guò)程,要想實(shí)現(xiàn)多品種兼容的自動(dòng)化生產(chǎn),實(shí)施難度可想而知[5-6]。通過(guò)多年深耕熱裝精密對(duì)齒工藝,并融合伺服壓裝、伺服變位、氣動(dòng)夾緊等自動(dòng)化技術(shù),本文開發(fā)出這套高柔性全自動(dòng)熱裝精密對(duì)齒方法及機(jī)構(gòu),在保證裝配精度的同時(shí),能夠兼容多種機(jī)型,實(shí)現(xiàn)快速換產(chǎn),適用于高柔性自動(dòng)化裝配線。
[1] 寇植達(dá),王波.斜齒中間軸熱裝對(duì)齒工藝的研究[J].機(jī)械傳動(dòng),2019,43(6):154-157,164.
[2] 楊平,于明.一種減速機(jī)中間軸熱裝對(duì)齒工藝的研究及應(yīng)用[J].汽車實(shí)用技術(shù),2019,44(17):188-189.
[3] 王治宇.變速器齒輪熱裝工藝仿真及實(shí)驗(yàn)研究[D].合肥:合肥工業(yè)大學(xué),2017.
[4] 陳海芹.汽車發(fā)動(dòng)機(jī)和變速箱自動(dòng)化裝配技術(shù)研究[J].內(nèi)燃機(jī)與配件,2022(10):103-105.
[5] 羅維.整車零件柔性自動(dòng)化裝配研究應(yīng)用[J].汽車工藝與材料,2021(2):54-62.
[6] 賴國(guó)華.汽車制造中發(fā)動(dòng)機(jī)及變速箱自動(dòng)化裝配技術(shù)研究[J].時(shí)代汽車,2022(17):166-168.
Design of the Accurate Hot-fit-tooth for the Countershaftof the Heavy Truck Transmission
ZHANG Yaguang, DONG Chao
( 1.Shaanxi Fast Auto Drive Refco Group Company Limited, Xi'an 710077, China;2.Shaanxi Diesel Heavy Industry Company Limited, Xi'an 710075, China )
The countershaft is one of the core components of the transmission, which requires high accuracy and is difficult to assemble. Hot fitting process is widely used in the industry to gears assembly. However, how to ensure accuracy while being compatible with multiple models and achieve rapid production change. It has long been an industry challenge. In response to this problem,the article has developed a set of high-precision hot-fit-tooth methods and mechanisms for highly flexible countershaft, which has been applied to batch production.It ensures accuracy while being compatible with multiple models, and achieves rapid production change, and is suitable for highly flexible automated production lines. This article provides a detailed introduction of this process method and mechanism for reference in the same industry.
Countershaft; Transmission; Hot-fit-tooth; Rapid production change
U466
A
1671-7988(2023)21-131-07
10.16638/j.cnki.1671-7988.2023.021.027
張亞光(1990-),男,工程師,研究方向?yàn)樽兯倨魃a(chǎn)工藝,E-mail:fastzyg@163.com。
