五軸數控機床后置處理算法研究及其驗證
2023-11-16 08:17:20王洪申朱佳鈺朱家亮
制造業自動化 2023年10期
王洪申,朱佳鈺,朱家亮
(蘭州理工大學 機電工程學院,蘭州 730050)
0 引言
復雜曲面被廣泛的應用于航空航天、化工、能源、工具等多個領域[1]。五軸數控加工是實現復雜曲面高效率高精度加工的重要方法。五軸數控機床是在三個平動軸的基礎上增加了兩個轉動軸,這樣不僅可以使刀具相對于工件的位置任意變動,而且刀具的軸線相對工件的方向實時改變。五軸數控機床增加的兩個旋轉軸,則工件坐標系下的刀路軌跡與機床坐標系下的數控程序之間是非線性的,機床坐標系下的旋轉軸存在著不同的可行解[2-4]。
五軸數控機床編程可分為兩步完成,首先在工件坐標系下,對刀具的運動軌跡進行規劃,生成刀具軌跡規劃文件(刀位文件)。刀位軌跡規劃產生的刀位信息沒有考慮具體的機床結構和數控系統類型,無法直接應用于數控機床加工,需要進行后處理。后置處理技術是數控編程技術的關鍵技術之一,數控編程的后處理就是通過機床運動學的變換將刀位數據轉變成機床可以識別的數控加工程序描述機床各個軸的運動,操控機床加工運動[5]。后處理的開發流程大概為:首先選擇機床的類型與后處理類型,設置運動軸參數與刀軌參數,設置自定義參數,最后檢測所設置的參數是否合格。機床的后置處理研究就是針對不同機床開發不同的后處理軟件,通過對機床特點的研究和機床坐標系和CAM加工坐標系之間關系的研究,建立其對應的運動模型,可將刀位文件轉化為機床可以直接識別的數據[6]。在刀位文件后處理中,不同機床的運動形式與數控加工中的各種坐標系間的變換非常重要[7]。目前文獻中所建立的運動模型缺少數據對比,不能證明所建立模型的正確性。文中對三種類型的五軸數控加工機床建立對應的數學模型,并闡述了運動原理。為驗證所得數學模型的正確性,使用UG NX軟件進行建模仿真,使用文中數學模型計算所得出數據與軟件生成的數據進行對比。所得數據與生成數據對比結果完全吻合。
1 機床運動變換模型
五軸數控機床可以根據旋轉軸相對于工件和刀具的不同配置,可以分配為雙轉臺式[8-9]、轉臺擺頭式[10]和雙擺頭式[11~13]三種類型。圖1為三種不同機床結構的示意圖。

圖1 三種不同種類機床
1.1 五軸雙轉臺機床運動轉換
五軸雙轉臺機床兩個旋轉軸都作用于工件。在描述數控機床的運動時,采用右手直角坐標系:平行于主軸的坐標軸定義為z軸,繞x、y、z軸的旋轉坐標分別為A、B、C。該類型的機床運動加工時,X、Y方向的平動由工作臺實現,Z方向的平動由主軸帶動刀具實現。機床床身上工作臺可以環繞x軸回轉,定義為A軸,A軸工作臺一般能進行的擺動,在擺動臺上還設有一個回轉臺,繞z軸回轉,定義為C軸,一般可進行360°的旋轉。通過A軸C軸組合,可完成在工作臺上除底面之外的五個面的加工。這種結構的優勢是主軸結構非常的簡單,主軸剛度較好,生產的成本比較低,適合加工中小型工件。與機床直接相連的為定軸,與定軸相連的為動軸。按照定軸、動軸的順序分為A-C、A-B、B-A、B-C四種類型。圖2為A-C結構五軸雙轉臺機床坐標系定義和運動鏈構成示意圖。五軸雙轉臺機床A軸為定軸,C軸為動軸。其中OMXMYMZM(MCS)為與機身固聯的坐標系,在機床的運動中,此坐標系在運動中保持不變。刀軸方位矢量在MCS中始終保持不變。OWXWYWZW(WCS)為工件坐標系,工件固定在工作臺上,WCS隨著工作臺的運動而運動。OTXTYTZT為刀具坐標系,繞A軸旋轉的坐標系為OAXAYAZA,繞C軸旋轉的坐標系為OcXCYCZC。OAXAYAZA是與定軸A軸固聯的坐標系,OcXCYCZC是與動軸C軸固聯的坐標系。設當前刀位點位置(x,y,z)和刀位矢量為(i,j,k)。繞X軸旋轉角度設為A,繞Z軸旋轉角度為C。變換后坐標為(X,Y,Z)。機床先進行X、Y、Z軸的平動,再進行A、C旋轉軸的轉動[14-15]。
在機床運動學變換中繞X軸旋轉某一轉角變換矩陣如下:
在機床運動學變換中繞Z軸旋轉某一轉角變換矩陣如下:
OcXCYCZC與初始OAXAYAZA的相對位置的矩陣如下:
當機床運動到某個點,OAXAYAZA與初始OcXCYCZC的相對位置的矩陣如下:
1.2 五軸雙擺頭機床運動轉換
五軸雙擺頭機床兩個旋轉軸都作用在刀具上。這類機床的主要特點是依靠主軸頭的旋轉帶動刀具旋轉完成加工,其前端是一個回轉頭,能夠帶動刀軸繞Z(C)軸進行360°的旋轉。回轉頭上還有一個可以帶動刀軸環繞X軸進行旋轉的A軸,一般可以進行±90°以內的回轉。C軸與A軸軸線的交點稱為主軸支點,主軸支點只完成X與Z方向的平動,刀具的運動是隨著主軸支點的平動和旋轉運動的組合來完成的。工作臺的運動只有Y方向的平動。這種結構的優點是主軸加工非常靈活,工作臺也可以設計的非常大,適用于具有多曲面的零件的加工或者大型零件的加工。按照定軸、動軸的順序分為C-A、C-B、B-A、A-B種類型。圖3為五軸雙轉頭機床坐標系定義。其中旋轉軸C軸為定軸,旋轉軸A軸為動軸。其中OMXMYMZM(MCS)為與機身固聯的坐標系,在加工過程中,MCS固定不動。OWXWYWZW(WCS)為工件坐標系,WCS隨著工作臺的平動而移動。OTXTYTZT為刀具坐標系。OcXCYCZC是與定軸C軸固聯的坐標系,OAXAYAZA是與動軸A軸固聯的坐標系。設當前刀位點位置(x,y,z)和刀位矢量為(i,j,k)。繞X軸旋轉角度設為A,繞Z軸旋轉角度為C。變換后坐標為(X,Y,Z),L為樞軸距離(C軸零點到端面的距離),坐標為(0,0,L)。機床先進行X、Y、Z軸的平動,進行C軸定軸旋轉,最后進行A軸定軸旋轉。

圖3 機床坐標系定義
工件繞X軸旋轉的A角度的變換矩陣為:
工件繞Z軸旋轉C角度的變換矩陣為:
OcXCYCZC與初始OAXAYAZA的相對位置的矩陣如下:
當機床運動到某個點,OAXAYAZA與初始OcXCYCZC的相對位置的矩陣如下:
1.3 五軸轉臺擺頭機床運動轉換
五軸轉臺擺頭機床一個旋轉軸作用于刀具上,另一個旋轉軸作用于工件上。該類型的機床運動加工時,Y方向的平動由工作臺實現,X、Z方向的平動由主軸帶動刀具實現。工作過程中,工件固定在工作臺上,適合加工工件體積大,重量重的工件,但主軸的剛度比較差,加工的切削量比較小。按照定軸、動軸的順序分為B’-A、A’-B、A’-C、B’-C四種類型(帶’的軸為刀具擺動)。圖4為B’-A結構五軸轉臺擺頭機床坐標系定義。五軸轉臺擺頭B’-A機床旋轉軸B軸作用于刀具,旋轉軸A軸作用于工作臺,帶動工件運動。其中OMXMYMZM為與機身固聯的坐標系,OWXWYWZW為工件坐標系,OTXTYTZT為刀具坐標系。設當前刀位點位置(x,y,z)和刀位矢量為(i,j,k)。繞X軸旋轉角度設為A,繞Y軸旋轉角度為B。變換后坐標為(X,Y,Z)。轉臺擺頭機床是床身和機頭分開進行運動。先進行平行運動再進行旋轉運動。
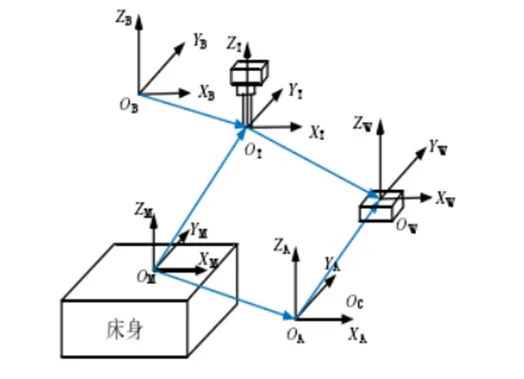
圖4 機床坐標系定義
工件繞X軸旋轉的A角度的變換矩陣為:
工件繞Y軸旋轉的B角度的變換矩陣為:
變換后的矩陣為:
OwXwYwZw與OAXAYAZA的相對位置的矩陣如下:
OmXmYmZm與OBXBYBZB的相對位置的矩陣如下:
2 利用UG NX軟件繪制模型驗證算法正確性
以上論述了數控機床通用機床運動變換模型的建立和求解方法,任何方法都必須經過實踐檢驗才能判斷其正確與否。建立五軸待加工模型曲面進行五軸加工,通過UG NX軟件加工仿真生成刀具軌跡如圖5所示。利用UG NX軟件的仿真加工生成CLSF文件,通過后置處理生成NC文件。將生成的NC文件數據與CLSF文件使用算法計算的生成的坐標點和角度點進行對比,并列出表格對比上述兩組數據對應的坐標點和角度的值,驗證算法的正確性和合理性。為簡化計算,設機床旋轉軸的軸線相交。
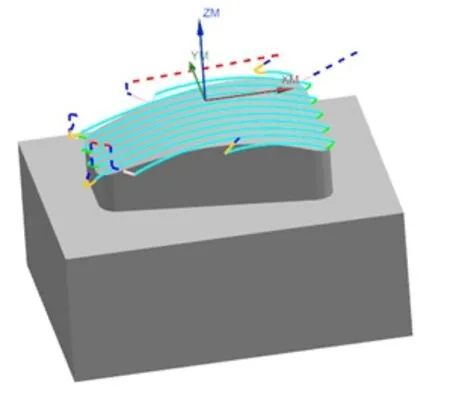
圖5 驗證模型
首先任取表1五組CLSF數據:

表1 5組CLSF數據
CLSF文件經過后處理得到NC文件,為驗證上述算法的正確性,截取與CLSF相對應的五組NC數據。表2為雙轉臺機床5組數據信息驗證對比,表3為雙擺頭機床5組數據信息驗證對比,表4為擺頭轉臺機床5組數據信息驗證對比。表中NC1是通過UG NX仿真加工得到的數據,計算為通過本文使用公式所推導出來的數據。A、B、C角度表示數據為NC文件時,刀軸在加工過程中所移動的角度。表1中的i、j、k向量為在CLSF文件中刀軸矢量在平面坐標系中的投影。在UG NX軟件中坐標點默認的有效位數為0.0001,投影向量的有效位數為0.0000001,角度的有效位數為0.001。

表2 雙轉臺機床5組數據信息驗證對比

表3 雙擺頭機床5組數據信息驗證對比

表4.擺頭轉臺機床5組數據信息驗證對比
通過表2、3、4的數據對比,驗證了上述推導算法的正確性,滿足了理論與實際的需要。
3 結語
本文通過對五軸數控機床的三種類型的結構特點進行具體的運動分析,建立了數學模型推導出各類機床的后置處理算法。并通過UG NX進行建模并進行后處理與算法得到的后處理數據進行對比,證明了文中算法的正確性。通過所推導的數學公式得知,坐標的角度變換與轉臺的轉動相關。所推導的數學模型為最基礎的數學模型,可以在此基礎上進行模型的變化,來適用多種工況。
