平面磨削淬硬GCr15 軸承鋼變質層形成規律實驗研究
2023-11-15 08:09:42郭吉恩
制造技術與機床 2023年11期
郭吉恩
(長沙理工大學汽車與機械工程學院,湖南 長沙 410114)
淬硬GCr15 軸承具有高耐磨性能和優異的抗疲勞能力,廣泛適用于高性能軸承等機械裝備關鍵部件[1]。磨削是軸承套圈精密加工的重要工序,磨削加工質量決定了軸承零件的使用性能[2]。但從可加工角度分析,淬硬鋼是典型的難加工材料,在磨削過程中會產生較大的磨削力和磨削高溫,從而導致加工表面發生冶金變化,形成與基體材料截然不同的變質層[3]。這種變質層的表層在光學顯微鏡下呈現為白色,通常被稱為“白層”,而白層下方的組織顏色相較基體更暗,因此被稱為“暗層”[4]。白層具有高硬度、耐腐蝕、細晶粒的特性[5-6],但白層形成過程往往伴隨著殘余拉應力和微裂紋[7],導致零件的疲勞壽命顯著降低[8],因此在加工過程中通常極力避免白層的產生。暗層相較基體發生了軟化,組織具有易腐蝕的特性,由于其硬度和強度的降低,導致軸承在工作過程中產生較大的游隙,從而嚴重影響了零件的使用性能和服役壽命[9]。對于磨削加工而言,可以通過微量切深的方式減少變質層的產生,但這會導致制造成本增加和加工效率降低。因此,研究淬硬GCr15 鋼平面磨削變質層的形成規律,對優化磨削加工工藝、改善零件加工質量和服役性能具有重要意義。
本文開展了淬硬GCr15 軸承鋼平面磨削實驗,研究了磨削工藝參數對磨削力和磨削溫度的影響,探究了相應磨削條件下變質層的厚度變化、組織形貌和顯微硬度變化,分析了磨削變質層的形成規律。
1 實驗方案
本研究選用的工件材料為淬硬GCr15 軸承鋼,工件尺寸為10 mm×10 mm×12 mm(長×寬×高),通過切割軸承套圈獲得工件。該軸承經過了標準的熱處理工藝,包括在850 ℃奧氏體化2 h 并油浴淬火,以及180 ℃回火2 h,所得到的材料組織由回火馬氏體、碳化物顆粒和殘余奧氏體組成,工件表面平均硬度為62 HRC。磨削實驗在數控精密平面磨床MGK7120×6 上開展,實驗裝置如圖1 所示。采用樹脂結合劑CBN 砂輪,砂輪目數為160#,采用Kister-9275B 型測力儀測量磨削力,采用K 型熱電偶測量磨削表面的溫度,采用NI-9212 型信號采集系統對溫度信號進行采集和分析。磨削方式采用單行程逆磨削,采用水溶性切削油作為磨削液,砂輪速度vs為31.4 m/s,工件進給速度vw為6 m/min,磨削深度ap分別設置為10 μm、20 μm、30 μm、40 μm。

圖1 磨削實驗裝置
通過電火花線切割將工件剖開,對工件截面進行打磨和拋光,并采用4%的硝酸酒精溶液對工件腐蝕25 s。采用奧林巴斯GX53M 型金相顯微鏡對變質層金相組織進行觀察;采用JSM-7900F 型掃描電子顯微鏡(SEM)對變質層微觀組織形貌金相分析;采用HVST-1000Z 型半自動維氏顯微硬度計測量變質層的顯微硬度變化,載荷大小為100 g,加載時間為10 s。
2 結果與分析
2.1 磨削力和磨削溫度
圖2 所示為干磨與濕磨條件下的磨削力變化規律。可以看出,磨削力隨著切深的增大而增大,不同條件下的法向磨削力與切向磨削力之比均大于2。在相同切深下,濕磨條件下的切向磨削力要遠低于干磨,這是因為磨削液滲入砂輪/工件接觸界面并形成潤滑膜,從而減輕砂輪上的磨粒與工件材料和切屑之間的摩擦,同時磨削液對磨削刃上的黏附切屑起到了沖刷作用,有效防止了砂輪堵塞現象,從而降低了工件與砂輪間的摩擦系數,降低了切向磨削力的大小。

圖2 磨削力變化規律
圖3 所示為磨削過程中測得的原始溫度信號(ap=30 μm),可以看出,當砂輪碾過熱電偶位置時,磨削溫度急劇上升至峰值,該峰值溫度代表了磨削區的溫度,干磨條件下的磨削溫度(850 ℃)遠高于濕磨條件下的溫度(591 ℃),在干磨條件下升溫速率高達3.3×104℃/s,而在濕磨條件下升溫速率也達到了2.9×104℃/s。由于濕磨條件下切向磨削力低,單位時間內磨削所做的功也更少,因此產生的總熱量更低,同時由于磨削過程中砂輪/工件界面的熱量被磨削液不斷帶走,使得傳遞到工件的熱量占比降低,并抑制了工件表面的熱量累積,從而使得磨削溫度顯著降低。當砂輪離開工件表面時,溫度急劇降低,且濕磨條件下的降溫速率要遠高于干磨,但即使是干磨條件下降溫速率也高達103℃/s,溫度變化速率遠超過常規的淬火過程。
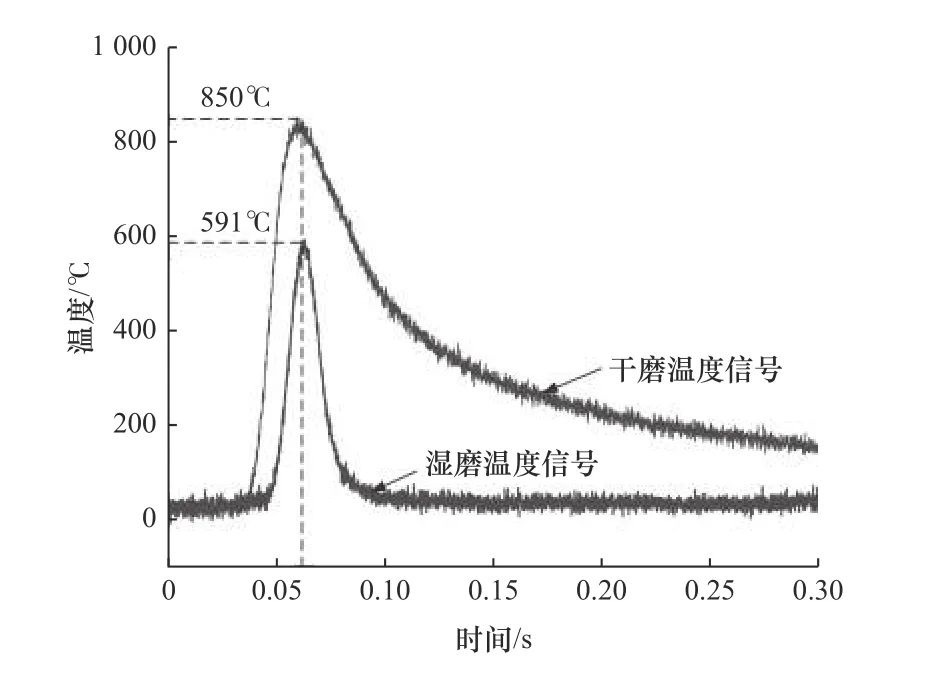
圖3 典型干磨與濕磨的溫度信號
2.2 變質層組織
圖4a 所示為干磨條件下磨削深度ap=30 μm 時工件截面在光學顯微鏡下金相組織,可以看出產生了一層明顯的變質層,由表及里依次為白層、暗層和基體,白層/暗層之間、暗層/基體之間均無明顯的分界線,白層的厚度在25~30 μm 波動,在本研究的實驗條件下,暗層的厚度要遠大于白層。圖4b所示為在SEM 高放大倍率下該樣品基體的組織形貌,形狀不規則、隨機分布的碳化物顆粒嵌入在回火馬氏體組織中,碳化物顆粒的平均直徑為0.4 μm。圖4c所示為相同放大倍率下白層的組織形貌,白層表現出耐腐蝕的特性,腐蝕后表面平整、致密,觀察到的碳化物顆粒數量較少。圖4d 所示為暗層的組織形貌,暗層發生了嚴重腐蝕,表面具有疏松、多孔的形貌,存在密集的腐蝕微坑,原本被包埋在里層的碳化物顆粒腐蝕后暴露于表面,組織形貌的顯著差異解釋了變質層在光學顯微鏡下呈現為不同的亮暗區域。根據磨削測溫結果可知,磨削過程中溫度達到了850 ℃,超過了材料的名義相變溫度745 ℃,工件表面將發生奧氏體轉變,而當砂輪離開工件表面時,溫度急劇降低,此時工件表面將發生馬氏體相變,最終形成了具有過飽和固溶碳的馬氏體組織[10],從而提升了白層的耐腐蝕性。由于次表層溫度低于磨削表面,同時降溫速率也要低于表面,不足以發生奧氏體轉變,在高溫下材料發生了回火,馬氏體組織內固溶的碳原子析出并形成碳化物,從而增大了碳化物和馬氏體間的電化學電位差[11],使得材料對腐蝕過程更加敏感,形成了暗層組織。

圖4 變質層的組織形貌
圖5 所示為切深對變質層厚度的影響規律,磨削變質層形成的主要影響因素是磨削熱和應力應變,這兩種效應的影響程度在磨削過程中可以通過磨削溫度和磨削力來反映。可以看出變質層的厚度隨著切深的增大而增大,濕磨條件下的變質層厚度要遠低于干磨,暗層與白層的厚度之比大于4。其中暗層厚度與磨削溫度具有強烈的相關性,即使在10 μm的小切深下也能觀察到暗層,這是因為暗層是高溫回火的產物,磨削深度增大和冷卻條件惡化都會使得高溫深入工件內部,從而形成更厚的暗層。在濕磨條件下,當切深為10 μm 和20 μm 時,測得磨削溫度分別為290 ℃和407 ℃,表面并未形成白層。在干磨條件下,當切深為30 μm 和40 μm 時,磨削溫度遠超過名義相變溫度,此時表面形成了厚度均勻的白層。而干磨條件下切深為10 μm 和20 μm時,測得的溫度低于材料的名義相變溫度,在工件截面分別觀察到了厚度為2 μm 和7 μm 的白層,說明白層能夠低于該溫度產生,這是由于應力應變對白層的形成起到了促進作用,使得材料的奧氏體轉變能夠在低于名義相變溫度下進行[12]。

圖5 切深對變質層厚度的影響規律
2.3 變質層顯微硬度
本文研究了在干磨條件下,磨削深度ap分別為10 μm、20 μm、30 μm、40 μm 時工件截面的顯微硬度變化規律。圖6 所示為顯微硬度壓痕,考慮到材料的硬度特性和壓痕大小,為了防止壓痕之間相互干涉影響測量結果,采用了交錯測量的方法,兩個壓痕之間的距離設置為30 μm。圖7 所示為變質層硬度沿磨削深度方向的變化曲線,可以看出不同磨削深度下的硬度變化曲線均具有“勾形”特征,其中白層硬度要高于基體,硬度可以達到900 HV 以上,這是由于白層在形成過程中伴隨著奧氏體轉變,形成了具有過飽和固溶碳的馬氏體組織,從而使得組織的固溶強化效應增強。最表層材料的硬度隨著磨削深度的增大而增大,最高達到1 057 HV,其原因是切深增大導致磨削力增大,使得表層材料的應力應變增大,嚴重的塑性變形將使得材料組織內部的位錯密度和孿晶亞結構數量增加,從而使得晶體對滑移的阻力增加,這將使得材料的硬度和強度提高。暗層的硬度要低于基體,最低硬度只有492 HV,這是由于在回火過程中馬氏體晶格內的碳原子發生析出,使得固溶強化效應減弱,不同切深下暗層的最低硬度接近,磨削過程中具有連續的溫度場,因此距表面不同深度處材料的回火程度也不同,隨著距工件表面深度增大,暗層的硬度也逐漸回升至基體的硬度740 HV 左右。
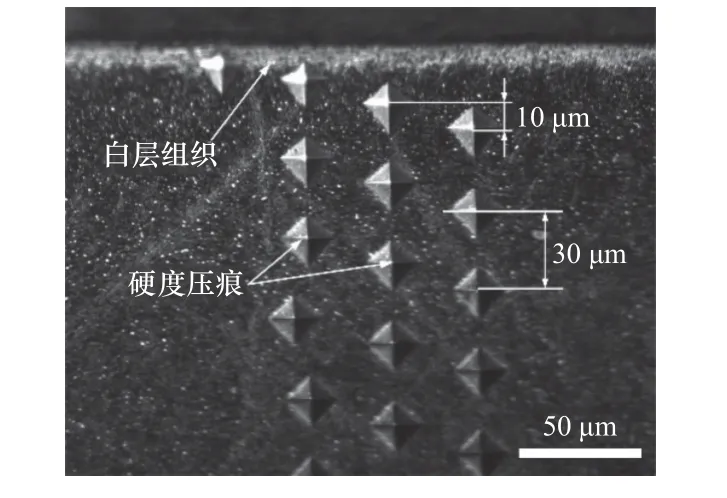
圖6 顯微硬度壓痕

圖7 截面硬度變化曲線
3 結語
(1)在其他參數不變時,隨著切深的增大,磨削力和磨削溫度增大。濕磨條件下的切向磨削力和磨削溫度顯著降低,且濕磨條件下的溫度變化速率高于干磨。
(2)磨削變質層厚度隨著切深的增大而增大,溫度是影響變質層形成的主要因素。暗層厚度隨著溫度升高而增大,即使在10 μm 的小切深下也能形成暗層。高溫是白層形成的必要條件,磨削溫度超過名義相變溫度后白層厚度出現突增。
(3)白層硬度高于基體,顯微硬度可達900 HV以上,磨削表層硬度隨著切深的增大而增大,最高達到1 057 HV。暗層發生了軟化,在不同切深下暗層的硬度較為接近,最低硬度達到492 HV。
