數(shù)控機(jī)床加工一致性評(píng)價(jià)方法研究
2023-11-15 08:09:34李丹丹王軍見趙欽志邊亞超崔英杰
制造技術(shù)與機(jī)床 2023年11期
關(guān)鍵詞:一致性評(píng)價(jià)
李丹丹 王軍見 趙欽志 邊亞超 崔英杰 胡 裕
(①通用技術(shù)集團(tuán)機(jī)床工程研究院有限公司,北京 100102;重慶大學(xué),重慶 400044;國家機(jī)床質(zhì)量監(jiān)督檢驗(yàn)中心,北京 101312)
數(shù)控機(jī)床作為裝備制造業(yè)的“工作母機(jī)”,在制造業(yè)和國民經(jīng)濟(jì)發(fā)展中舉足輕重。自2011 年以來,中國一直保持著世界第一機(jī)床生產(chǎn)和消費(fèi)大國的地位。但是與國外先進(jìn)機(jī)床相比,國產(chǎn)機(jī)床存在性能不穩(wěn)定、可靠性差、精度保持性差等問題,致使機(jī)床用戶對(duì)國產(chǎn)機(jī)床信心不足,高檔機(jī)床產(chǎn)品大多依賴進(jìn)口。加工一致性是反映數(shù)控機(jī)床性能、可靠性和精度保持性能力的關(guān)鍵評(píng)價(jià)要素,因此,開展數(shù)控機(jī)床加工一致性評(píng)價(jià)方法研究,有效評(píng)價(jià)數(shù)控機(jī)床的加工一致性水平,對(duì)提升產(chǎn)品可靠性、穩(wěn)定性具有重要的意義。
在數(shù)控機(jī)床相關(guān)的一致性評(píng)價(jià)研究方面,張根保等[1]定義了機(jī)械加工一致性的概念,通過判斷其工序過程能力,進(jìn)行控制圖分析,研究影響其加工一致性的關(guān)鍵因素。馮旭克[2]從精度一致性和表面完整性兩個(gè)方面研究數(shù)控轉(zhuǎn)塔刀架一致性,通過對(duì)目標(biāo)函數(shù)差異最小化處理,評(píng)價(jià)單項(xiàng)精度一致性;然后運(yùn)用專家知識(shí)給出的精度權(quán)重,完成對(duì)轉(zhuǎn)塔刀架整個(gè)零件的加工一致性評(píng)估。宋忠偉等[3]提出了相對(duì)一致性和絕對(duì)一致性的評(píng)價(jià)模型和判斷標(biāo)準(zhǔn),將評(píng)估范圍控制在[0,1]區(qū)間,并建立了零件整體一致性模型,為評(píng)價(jià)數(shù)控機(jī)床加工一致性提供了新思路。申鵬程等[4]評(píng)價(jià)機(jī)床裝配精度一致性時(shí),對(duì)歸一化后的精度值計(jì)算其標(biāo)準(zhǔn)差,并通過KM 算法尋找最優(yōu)匹配的方差和平均值,提高了機(jī)床Y軸運(yùn)動(dòng)直線度的一致性。蔣太權(quán)等[5]運(yùn)用過程能力指數(shù)評(píng)價(jià)其一致性能力,并采用多元線性回歸和方差分析對(duì)影響床身主軌直線度的各因素進(jìn)行了探究、提出提高導(dǎo)軌直線度一致性的方法。
目前一致性評(píng)價(jià)相關(guān)研究主要集中在對(duì)機(jī)床關(guān)鍵部件的加工過程一致性評(píng)價(jià)和對(duì)整機(jī)裝配過程的質(zhì)量控制等方面,而對(duì)數(shù)控機(jī)床加工一致性評(píng)價(jià)多運(yùn)用工序過程能力來等效。由于工序過程能力主要研究過程能力滿足產(chǎn)品質(zhì)量標(biāo)準(zhǔn)要求的程度,具有絕對(duì)性,對(duì)于加工過程的質(zhì)量相對(duì)波動(dòng)評(píng)價(jià)并不適用,無法有效評(píng)判不同機(jī)床產(chǎn)品的加工一致性能力。因此,開展數(shù)控機(jī)床加工一致性測(cè)試評(píng)價(jià)方法研究、為評(píng)價(jià)機(jī)床的一致性水平提供統(tǒng)一標(biāo)準(zhǔn)十分必要。
1 單指標(biāo)加工一致性評(píng)價(jià)方法
加工一致性是評(píng)價(jià)產(chǎn)品制造質(zhì)量的重要技術(shù)指標(biāo),文獻(xiàn)[1]定義了加工一致性的概念:批量生產(chǎn)的零部件其關(guān)鍵幾何精度與物理性能在統(tǒng)計(jì)意義上與其數(shù)學(xué)期望(或者設(shè)計(jì)理想值)的逼近程度,其中幾何精度通常包括尺寸精度、幾何形狀精度和相互位置精度等。
為評(píng)價(jià)數(shù)控機(jī)床加工一致性,本文引入技術(shù)指標(biāo)波動(dòng)度的概念。波動(dòng)度是對(duì)于某項(xiàng)給定的技術(shù)指標(biāo)要求而言的,表示該技術(shù)指標(biāo)的多個(gè)測(cè)量值之間的相對(duì)變化程度。數(shù)控機(jī)床技術(shù)指標(biāo)波動(dòng)度,即批量生產(chǎn)的零部件關(guān)鍵質(zhì)量特征值與目標(biāo)值或數(shù)學(xué)期望的偏離程度,記為B。對(duì)于同一批加工零部件而言,技術(shù)指標(biāo)波動(dòng)度越小,機(jī)床的加工一致性越好;反之,機(jī)床的加工一致性越差。
根據(jù)上述加工一致性和技術(shù)指標(biāo)波動(dòng)度的內(nèi)涵,將加工一致性評(píng)價(jià)方法分為絕對(duì)波動(dòng)法和相對(duì)波動(dòng)法兩大類評(píng)價(jià)方法。
1.1 絕對(duì)波動(dòng)法
絕對(duì)波動(dòng),為制造出的零部件質(zhì)量特性值在統(tǒng)計(jì)意義上與目標(biāo)值(設(shè)計(jì)理想值)的偏離程度。根據(jù)評(píng)價(jià)零部件的批量大小,絕對(duì)波動(dòng)法又分為幅值波動(dòng)法和統(tǒng)計(jì)波動(dòng)法兩種方法。
1.1.1 幅值波動(dòng)法
幅值波動(dòng)法按測(cè)試數(shù)據(jù)與目標(biāo)值偏移量絕對(duì)值的最大值與目標(biāo)值的比值計(jì)算,對(duì)批量生產(chǎn)的一批零件進(jìn)行抽樣,抽樣數(shù)量為m,測(cè)量值取為xi(i=1,2,···,m),x0為目標(biāo)值,波動(dòng)度計(jì)算公式為
本方法根據(jù)一組測(cè)量數(shù)據(jù)的最大波動(dòng)幅值,評(píng)價(jià)測(cè)量零部件的技術(shù)指標(biāo)波動(dòng),適用于生產(chǎn)批量較小或評(píng)價(jià)數(shù)據(jù)較少(≤30)的情況。但是,由于幅值波動(dòng)法忽略中間的測(cè)量數(shù)據(jù),對(duì)于批量較大或評(píng)價(jià)數(shù)據(jù)量大(>30)的產(chǎn)品,不能有效反映數(shù)據(jù)的整體波動(dòng)情況,建議用統(tǒng)計(jì)波動(dòng)法來評(píng)價(jià)。
1.1.2 統(tǒng)計(jì)波動(dòng)法
當(dāng)加工批量較大時(shí),統(tǒng)計(jì)波動(dòng)法依據(jù)一批零部件質(zhì)量特性測(cè)量值的統(tǒng)計(jì)波動(dòng)指標(biāo)計(jì)算。由于數(shù)控機(jī)床加工零部件受內(nèi)部和外部的各種因素干擾,其質(zhì)量特征值呈現(xiàn)不穩(wěn)定性或隨機(jī)性。統(tǒng)計(jì)波動(dòng)指標(biāo)一般采用波動(dòng)樣本值的均值和標(biāo)準(zhǔn)差 σ來衡量,其樣本服從正態(tài)分布N(,σ2)。
按照穩(wěn)定受控質(zhì)量特性服從正態(tài)分布規(guī)律,依據(jù)正態(tài)分布統(tǒng)計(jì)特性,取95%置信區(qū)間,統(tǒng)計(jì)波動(dòng)法計(jì)算公式為
1.2 相對(duì)波動(dòng)法
相對(duì)波動(dòng)為制造出的零部件質(zhì)量特性值在統(tǒng)計(jì)意義上與數(shù)學(xué)期望(平均值)的偏離程度。
1.2.1 極差法
運(yùn)用極差法的目的是考察變量的最大測(cè)量值與最小測(cè)量值之間的區(qū)間跨度,在計(jì)算一組數(shù)據(jù)的相對(duì)波動(dòng)時(shí),最簡便的方法就是使用極差法,其計(jì)算公式為
式中:dm為極差系數(shù),是一組經(jīng)驗(yàn)值,與每組抽樣試件的數(shù)目有關(guān),具體參考表1。
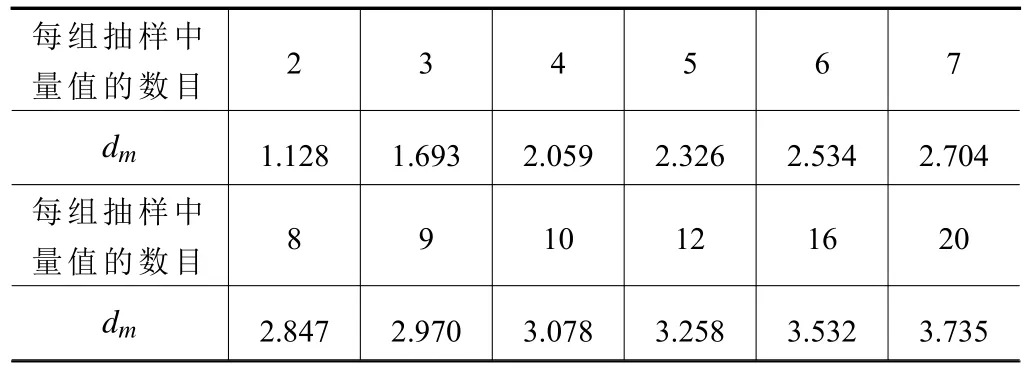
表1 極差系數(shù)選取表
1.2.2 標(biāo)準(zhǔn)偏差法
一組數(shù)據(jù)的標(biāo)準(zhǔn)差 σ反映的是測(cè)量數(shù)據(jù)的分散程度。σ值越小,該組數(shù)據(jù)的密集程度越高。對(duì)于一批加工零部件的質(zhì)量波動(dòng),質(zhì)量波動(dòng)越小,加工過程越穩(wěn)定,零件加工一致性就越好。運(yùn)用標(biāo)準(zhǔn)偏差法評(píng)價(jià)質(zhì)量波動(dòng)度的計(jì)算方法如下:
1.2.3 異型標(biāo)準(zhǔn)偏差法
式中:T為評(píng)價(jià)指標(biāo)公差要求,雙側(cè)公差要求的指標(biāo)按式(7)進(jìn)行計(jì)算,單側(cè)公差要求的指標(biāo)按式(8)進(jìn)行計(jì)算。
1.3 各評(píng)價(jià)方法對(duì)比
將上述各評(píng)價(jià)方法對(duì)比分析,得出如下研究成果。
(1)絕對(duì)波動(dòng)法計(jì)算的是與目標(biāo)值的波動(dòng)趨勢(shì),不僅表示測(cè)量值之間的數(shù)據(jù)波動(dòng)情況,還表征相對(duì)目標(biāo)值的準(zhǔn)確度。相對(duì)波動(dòng)法計(jì)算的是與平均值的波動(dòng)度,表示測(cè)量值之間波動(dòng)情況,表征的是數(shù)據(jù)穩(wěn)定性。從加工一致性穩(wěn)定的角度看,相對(duì)一致性更符合穩(wěn)定性要求。
(2)絕對(duì)波動(dòng)法中的幅值波動(dòng)法和統(tǒng)計(jì)波動(dòng)法,計(jì)算式(1)、式(4)分母為目標(biāo)值,不適用于目標(biāo)值為0 的精度指標(biāo),比如形狀精度、位置精度、粗糙度等指標(biāo)。
(3)相對(duì)波動(dòng)法中,極差法是標(biāo)準(zhǔn)偏差法的近似計(jì)算方法,便于現(xiàn)場(chǎng)計(jì)算。
(4)運(yùn)用異型標(biāo)準(zhǔn)偏差法評(píng)價(jià)機(jī)床加工指標(biāo)波動(dòng)時(shí):
式中:Cp是指過程滿足技術(shù)要求的能力,常用客戶滿意的偏差范圍除以 6σ的結(jié)果來表示,即:
與Cp涵義類似的指標(biāo)Cpk,則是過程能力滿足產(chǎn)品質(zhì)量標(biāo)準(zhǔn)要求(規(guī)格范圍等)的程度。
其中:Ca為比較制程中心與規(guī)格中心值的偏差程度,。當(dāng)Ca=1時(shí),Cpk=Cp,指標(biāo)波動(dòng)度B與過程能力指數(shù)Cpk的對(duì)應(yīng)關(guān)系見表2。
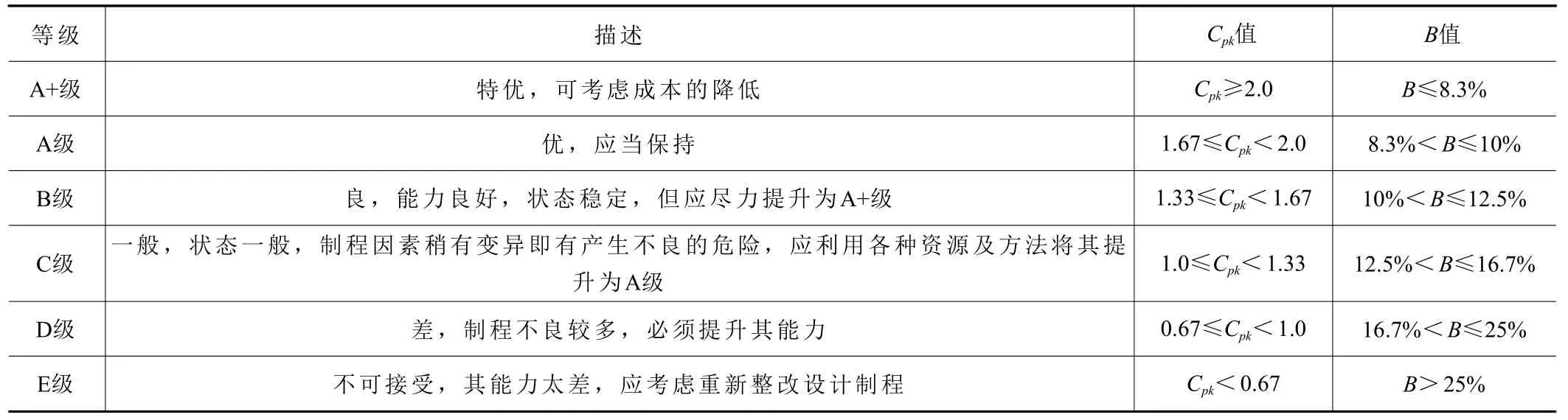
表2 波動(dòng)度與過程能力指數(shù)對(duì)應(yīng)關(guān)系
2 多指標(biāo)一致性評(píng)價(jià)方法
實(shí)際上數(shù)控機(jī)床加工指標(biāo)不止一項(xiàng),多項(xiàng)加工指標(biāo)的一致性有兩種評(píng)價(jià)形式:一種是取評(píng)價(jià)指標(biāo)波動(dòng)度的最大值作為評(píng)價(jià)結(jié)果;另一種是運(yùn)用多指標(biāo)綜合評(píng)價(jià)方法,確定各評(píng)價(jià)指標(biāo)的權(quán)重系數(shù),綜合評(píng)價(jià)數(shù)控機(jī)床的加工一致性。
由于影響機(jī)床質(zhì)量特征的加工因素是眾多而復(fù)雜的,如果僅以單一指標(biāo)的最大值評(píng)價(jià),對(duì)被評(píng)產(chǎn)品而言有失偏頗;而多指標(biāo)綜合評(píng)價(jià)方法,可以將反映被評(píng)價(jià)事物的多項(xiàng)指標(biāo)信息匯集,得到一個(gè)綜合評(píng)價(jià)值,更能反映被評(píng)價(jià)事物的實(shí)際情況。
2.1 權(quán)重系數(shù)確定
多指標(biāo)綜合評(píng)價(jià)時(shí)關(guān)鍵的問題是確定評(píng)價(jià)指標(biāo)權(quán)系數(shù)。目前,綜合評(píng)價(jià)方法大致歸為兩大類:主觀賦值評(píng)價(jià)法和客觀賦值評(píng)價(jià)法[6]。主觀賦值評(píng)價(jià)法多是采用定性的方法,由專家根據(jù)經(jīng)驗(yàn)進(jìn)行主觀判斷而得到權(quán)數(shù),如專家評(píng)分法、層析分析法(AHP)等,文獻(xiàn)[2-3]采用了專家評(píng)分法確定各因素權(quán)重系數(shù)。客觀賦值評(píng)價(jià)法則是根據(jù)指標(biāo)之間的相關(guān)關(guān)系或各項(xiàng)指標(biāo)的變異系數(shù)來確定權(quán)數(shù),如標(biāo)準(zhǔn)離差法、熵權(quán)法、CRITIC(criteria importance though intercrieria correlation)賦值法等。與主觀賦值法相比,客觀賦值評(píng)價(jià)法是基于原始數(shù)據(jù)通過一定的數(shù)學(xué)方法計(jì)算權(quán)重,其結(jié)果不依賴于人的主觀性,在實(shí)際應(yīng)用中被廣泛應(yīng)用。
客觀賦值評(píng)價(jià)法中,與標(biāo)準(zhǔn)離差法、熵權(quán)法等方法相比,CRITIC 賦值法的賦值結(jié)果更加全面、客觀[7]。CRITIC 賦值法不僅考慮了變異系數(shù)對(duì)指標(biāo)的影響,而且同時(shí)考慮指標(biāo)間的關(guān)聯(lián)性,通過對(duì)比強(qiáng)度和各項(xiàng)評(píng)價(jià)指標(biāo)之間的沖突性來確定權(quán)重。因此,本文運(yùn)用CRITIC 賦值法確定各指標(biāo)的權(quán)重。
2.1.1 評(píng)價(jià)模型
假設(shè)某機(jī)床抽樣的加工試件數(shù)量為m個(gè),每個(gè)試件的評(píng)價(jià)指標(biāo)為n個(gè),則第i個(gè)加工試件對(duì)應(yīng)的第j個(gè)指標(biāo)值xij構(gòu)成的初始評(píng)價(jià)矩陣X為
2.1.2 無量綱化處理
由于數(shù)控機(jī)床加工指標(biāo)中包含尺寸精度、形狀精度和位置精度等不同的數(shù)量級(jí)精度指標(biāo),在進(jìn)行CRITIC 分析之前,通常需要對(duì)數(shù)據(jù)進(jìn)行無量綱化處理。
為保證各項(xiàng)指標(biāo)之間具有可比性,使用正向化或負(fù)向化處理,將其映射到[0,1]之間。正向化處理是針對(duì)正向指標(biāo)而言的,正向指標(biāo)越大,評(píng)價(jià)結(jié)果越好;負(fù)向化處理是針對(duì)負(fù)向指標(biāo)而言的,負(fù)向指標(biāo)越小,評(píng)價(jià)結(jié)果越好。計(jì)算公式為
式中:xij為第i個(gè)加工件的第j個(gè)指標(biāo)值;yij為第i個(gè)加工件的第j個(gè)指標(biāo)無量綱化的數(shù)據(jù);maxjxij、minjxij分別為加工件的第j個(gè)指標(biāo)的最大值、最小值。
由此得到的標(biāo)準(zhǔn)化矩陣:
2.1.3 相關(guān)系數(shù)矩陣
相關(guān)系數(shù)是反映各項(xiàng)指標(biāo)之間相關(guān)程度的統(tǒng)計(jì)指標(biāo),其計(jì)算公式為
式中:k=1,2,···,n;l=1,2,···,k;yik、yil分別為標(biāo)準(zhǔn)化矩陣Y中第i個(gè)加工件的第k個(gè)、第l個(gè)評(píng)價(jià)指標(biāo)值;分別為標(biāo)準(zhǔn)化矩陣Y中第i個(gè)加工件的第k個(gè)、第l個(gè)評(píng)價(jià)指標(biāo)值的平均值;rkl為第k個(gè)、第l個(gè)評(píng)價(jià)指標(biāo)的相關(guān)系數(shù)。相關(guān)系數(shù)矩陣為
2.1.4 指標(biāo)權(quán)重
第j個(gè)指標(biāo)所包含的信息量 φj為
第j個(gè)指標(biāo)的客觀權(quán)重wj為
2.2 綜合一致性評(píng)估
運(yùn)用CRITIC 賦值法確定其權(quán)重系數(shù)wj,則一致性權(quán)重向量W為
通過對(duì)各項(xiàng)指標(biāo)波動(dòng)度進(jìn)行加權(quán)求和,得到加工零件多指標(biāo)綜合一致性評(píng)估結(jié)果B總為
3 試驗(yàn)驗(yàn)證
為驗(yàn)證上述評(píng)價(jià)方法的適用性,針對(duì)某數(shù)控機(jī)床開展加工一致性試驗(yàn)研究。從同一批典型加工件中抽樣10 件,選取能反映機(jī)床加工能力的4 項(xiàng)關(guān)鍵加工精度指標(biāo)來評(píng)價(jià)。測(cè)得各指標(biāo)的加工精度數(shù)據(jù),見表3。
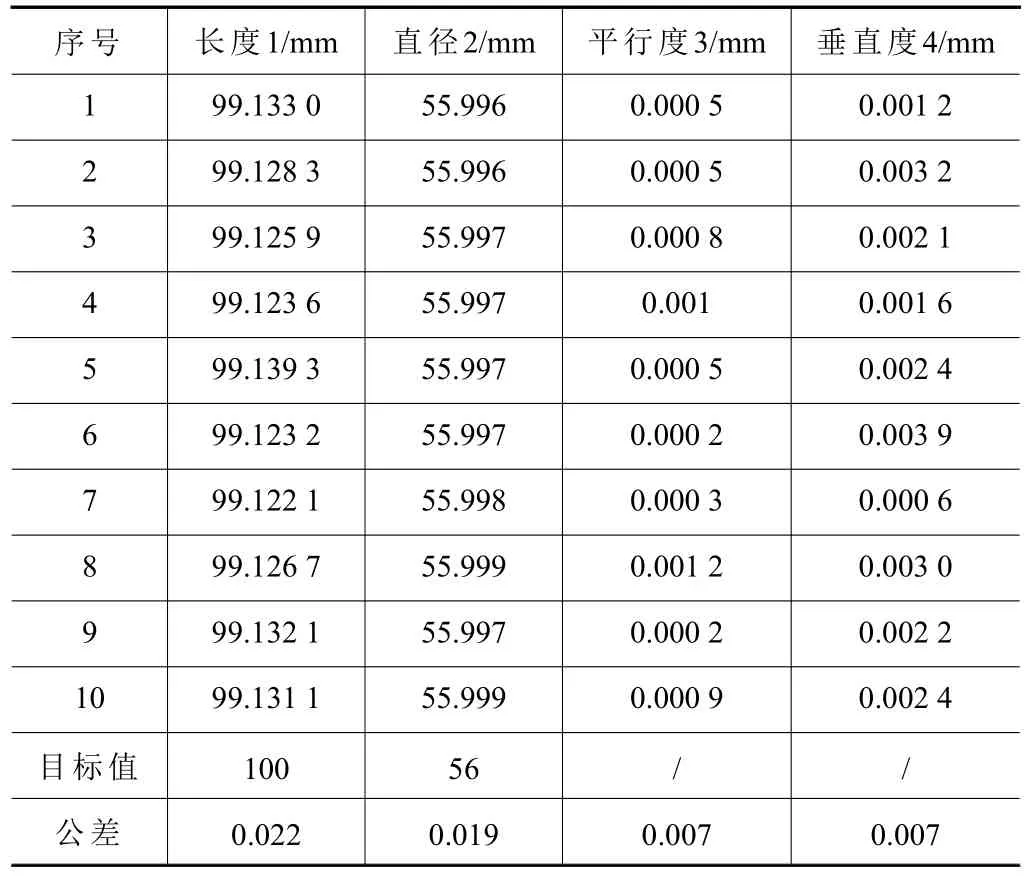
表3 某數(shù)控機(jī)床加工精度數(shù)據(jù)
3.1 單項(xiàng)指標(biāo)波動(dòng)度計(jì)算
依據(jù)第2 章研究的單指標(biāo)加工一致性評(píng)價(jià)方法,計(jì)算各項(xiàng)指標(biāo)的波動(dòng)度,對(duì)比結(jié)果見表4。尺寸精度和形位精度加工一致性方法對(duì)比結(jié)果f 分別如圖1 和圖2 所示。
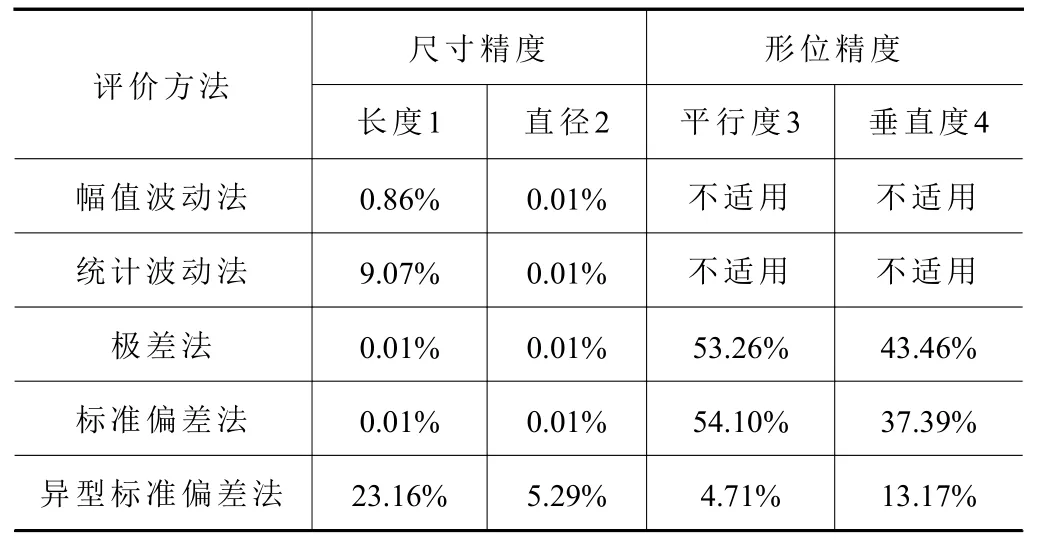
表4 單項(xiàng)指標(biāo)加工一致性評(píng)價(jià)方法對(duì)比
從上述各評(píng)價(jià)方法的對(duì)比可以看出:
(1)幅值波動(dòng)法和統(tǒng)計(jì)波動(dòng)法不適用于計(jì)算形位精度的加工一致性;極差法、標(biāo)準(zhǔn)偏差法、異型標(biāo)準(zhǔn)偏差法對(duì)于評(píng)價(jià)的尺寸精度、形位精度均適用。
(2)對(duì)于尺寸精度而言,標(biāo)準(zhǔn)偏差法計(jì)算結(jié)果相對(duì)較小,尺寸精度波動(dòng)度結(jié)果為0.01%。
(3)對(duì)于形位精度而言,異型標(biāo)準(zhǔn)偏差法計(jì)算結(jié)果相對(duì)較小,形位精度波動(dòng)度結(jié)果分別為4.71%和13.17%。
結(jié)合前文分析,建議評(píng)價(jià)機(jī)床單項(xiàng)指標(biāo)的加工一致性時(shí),尺寸精度用標(biāo)準(zhǔn)偏差法來評(píng)價(jià),形位精度用異型標(biāo)準(zhǔn)偏差法來評(píng)價(jià)。由計(jì)算結(jié)果可得,該機(jī)床形位精度指標(biāo)波動(dòng)度相對(duì)于尺寸精度指標(biāo)波動(dòng)度數(shù)值較大,一致性水平較低。
3.2 多項(xiàng)指標(biāo)加工一致性計(jì)算
運(yùn)用第2 章提出的CRITIC 賦值法,將該機(jī)床關(guān)鍵加工指標(biāo)的測(cè)量數(shù)據(jù)構(gòu)成原始矩陣,并根據(jù)指標(biāo)特性進(jìn)行無量綱處理。由于尺寸精度指標(biāo)1~2測(cè)量值均小于目標(biāo)值,可視為正向指標(biāo),測(cè)量數(shù)據(jù)越大越優(yōu),運(yùn)用式(13)做正向化處理;形位精度指標(biāo)3~4 為負(fù)向指標(biāo),測(cè)量數(shù)據(jù)越小越優(yōu),運(yùn)用式(14)做負(fù)向化處理。
根據(jù)式(15),得到標(biāo)準(zhǔn)化后的矩陣:
根據(jù)式(16)和式(17),得到相關(guān)系數(shù)矩陣:
根據(jù)式(18),計(jì)算各評(píng)價(jià)指標(biāo)包含的信息量:
根據(jù)式(19)和式(20),計(jì)算各評(píng)價(jià)指標(biāo)的一致性權(quán)重向量:
根據(jù)式(22),計(jì)算得到該評(píng)價(jià)機(jī)床的加工一致性水平:
由上述計(jì)算結(jié)果可得,該研究機(jī)床綜合加工一致性水平結(jié)果為3.98%,不超過10%,屬于較高水平。
通過對(duì)某數(shù)控機(jī)床單項(xiàng)指標(biāo)波動(dòng)度和多項(xiàng)指標(biāo)加工一致性的測(cè)試評(píng)價(jià)研究,驗(yàn)證了本文提出的加工一致性評(píng)價(jià)方法的可行性,該測(cè)試評(píng)價(jià)方法科學(xué)、合理,具有可操作性。
4 評(píng)定規(guī)則
結(jié)合數(shù)控機(jī)床開展加工一致性試驗(yàn)的工程實(shí)際情況,總結(jié)了開展加工一致性評(píng)價(jià)時(shí),應(yīng)遵循如下規(guī)則:
(1)加工件的確定。標(biāo)準(zhǔn)精加工試件可以全面考核機(jī)床的幾何精度、位置精度和切削精度,因此,加工試件應(yīng)優(yōu)先選擇機(jī)床驗(yàn)收標(biāo)準(zhǔn)試件。考慮到不同機(jī)床產(chǎn)品適用不同的加工場(chǎng)合,加工試件也可以由制造單位與用戶協(xié)商確定。
(2)加工精度指標(biāo)的選擇。應(yīng)能反映機(jī)床綜合加工能力,如數(shù)控車床和車削中心選擇車削圓柱件的直徑,加工中心選擇標(biāo)準(zhǔn)精加工試件菱形斜面對(duì)基準(zhǔn)的傾斜度、銑圓圓度等,五軸聯(lián)動(dòng)加工中心選擇標(biāo)準(zhǔn)試件中心孔圓柱度、菱形斜面對(duì)基準(zhǔn)的傾斜度等,精密立式磨床選擇表面粗糙度、外圓圓度、圓柱度等指標(biāo)。
(3)加工參數(shù)的選擇。考慮到加工一致性評(píng)價(jià)主要考核機(jī)床最終加工結(jié)果的穩(wěn)定性,且機(jī)床加工參數(shù)的選擇是根據(jù)機(jī)床固有特性而定的,因此加工參數(shù)、工藝工裝等要求可以由生產(chǎn)企業(yè)自定。但為排除其他無關(guān)因素的影響,評(píng)價(jià)試件應(yīng)為在同一環(huán)境條件和同一加工要求下完成的同一批試件。
5 結(jié)語
本文研究了一種定量計(jì)算數(shù)控機(jī)床加工一致性評(píng)價(jià)方法,為評(píng)價(jià)同類型機(jī)床產(chǎn)品加工一致性的水平提供了技術(shù)手段。
(1)從加工一致性內(nèi)涵出發(fā),提出了技術(shù)指標(biāo)波動(dòng)度的概念,將評(píng)價(jià)方法分為絕對(duì)波動(dòng)法和相對(duì)波動(dòng)法,研究了幅值波動(dòng)法、統(tǒng)計(jì)波動(dòng)法、極差法、標(biāo)準(zhǔn)偏差法、異型標(biāo)準(zhǔn)偏差法5 種評(píng)價(jià)數(shù)控機(jī)床加工一致性方法,詳細(xì)闡述推導(dǎo)各方法的計(jì)算公式,并對(duì)比分析相應(yīng)的技術(shù)特點(diǎn)。
(2)針對(duì)加工試件多項(xiàng)指標(biāo)的評(píng)價(jià)需求,建立了多指標(biāo)評(píng)價(jià)模型,提出了運(yùn)用可以表征各評(píng)價(jià)指標(biāo)的相關(guān)性和沖突性的CRITIC 賦值法,通過對(duì)原始數(shù)據(jù)無量綱化處理,獲取各項(xiàng)指標(biāo)的相關(guān)系數(shù)矩陣,并計(jì)算其信息承載量,確定各評(píng)價(jià)指標(biāo)的權(quán)重系數(shù)。最后通過對(duì)各技術(shù)指標(biāo)波動(dòng)度的加權(quán)求和,確定被評(píng)價(jià)產(chǎn)品的綜合一致性水平。
(3)結(jié)合某數(shù)控機(jī)床的試驗(yàn)數(shù)據(jù),對(duì)比分析了5 種評(píng)價(jià)加工波動(dòng)度計(jì)算方法的技術(shù)特點(diǎn)和適用場(chǎng)合,結(jié)果表明標(biāo)準(zhǔn)偏差法和異型標(biāo)準(zhǔn)偏差法更實(shí)用,在實(shí)際應(yīng)用中,應(yīng)根據(jù)不同需要選擇不同計(jì)算方法。同時(shí)運(yùn)用CRITIC 賦值法,計(jì)算評(píng)價(jià)機(jī)床產(chǎn)品的加工一致性,驗(yàn)證所提方法的可行性。
(4)提出了開展數(shù)控機(jī)床加工一致性評(píng)價(jià)遵循的一般規(guī)則,應(yīng)根據(jù)不同機(jī)床產(chǎn)品特點(diǎn),確定加工評(píng)價(jià)試件、選擇加工精度指標(biāo)和加工工藝參數(shù)等,為評(píng)價(jià)同類型機(jī)床產(chǎn)品加工一致性水平提供了統(tǒng)一的測(cè)試評(píng)價(jià)方法。
猜你喜歡
公民與法治(2022年5期)2022-07-29 00:47:28
教學(xué)考試(高考物理)(2021年5期)2021-11-08 10:31:22
歷史教學(xué)問題(2021年4期)2021-11-05 07:02:34
石油瀝青(2021年4期)2021-10-14 08:50:44
中醫(yī)眼耳鼻喉雜志(2021年1期)2021-07-22 07:38:14
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2021年10期)2021-03-02 05:52:06
中國公共安全(2017年11期)2017-02-06 05:28:08
燕山大學(xué)學(xué)報(bào)(2015年4期)2015-12-25 02:19:49
中國教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
