大跨越懸掛式管型母線施工技術淺析
2023-11-10 07:01:56廣東電網有限責任公司揭陽供電局黃加勉
電力設備管理 2023年20期
廣東電網有限責任公司揭陽供電局 黃加勉
為了保證懸掛式管型母線的受力均勻,通常采取多點吊裝的方法進行安裝。按照吊點的個數,使用單臺或多臺起重機進行吊裝。因為吊繩與管母之間的摩擦較小,并且還會受到吊繩夾角的限制。
所以,如果吊繩的夾角太大,吊繩所受的橫向力就會增加。如果吊繩的橫向力比吊繩與管母之間的摩擦要大,那么吊繩就會沿母線的軸向滑移,這樣就會使管母的吊點發生變化,這對管母的安裝質量有較大的影響[1]。
如果管母跨度較大,使用多臺起重機同時吊裝,那么在吊裝時,因受力不均,容易產生彎曲和變形,導致管母施工質量得不到保證。此外,在管母到達安裝位置之后,絕緣子串、管母固定金具與管母的安裝都存在著工作強度高、危險系數大、工作效率低等諸多不利因素[2-5]。
1 技術特點
1.1 定位精確
管型母線固定金具安設位置的精確與否,直接關系到管型母線懸吊后能否保證其平直、與地、與框架間的間距滿足設計要求,并直接關系到其最后的裝配質量。在工程實踐中,如何運用三角函數關系,并結合現場條件,減小理論計算的誤差,是工程實踐中的一個難點。采用該方法,采用現場實地測量,結合三角函數關系,確定管型母線的各個安裝點,以保證管型母線在吊運過程中的受力均勻,安裝平面和直線度,以及母線與大地和框架之間的間距,滿足設計要求。
1.2 地面裝配減低高空作業勞動強度和危險性
該施工方法克服了傳統的管型母線安裝方法的局限性和缺陷,通過地面拼裝的方法,將U型掛環、球頭掛環、聯板、均壓屏蔽環以及玻璃絕緣子,在地面上進行安裝與調試。
因此,本文針對傳統的管式母線搭設方式,需要將母線吊起到安裝位置,然后與母線、絕緣子串、連接金具等進行對接。然而,由于母線擺動頻率較高、工作距離受限制,導致搭設難度增加、安全隱患增大、效率降低等問題。
1.3 整體吊裝提高設備安裝效率
該施工工藝采用自行研發的起重工具,與機械絞磨相結合,實現管型母線與其連接金具、懸掛絕緣子串的多點起重,使傳統的管型母線安裝方法在空中操作工序得到了簡化,簡化了傳統的管型母線安裝方法的操作步驟,對管型母線的安裝方法進行了改進,提高了施工效率。
1.4 工藝原理
管型母線吊運是管型母線施工的關鍵環節,大跨徑管型母線具有長度大、剛度小、強度低等特征,如何通過合理有效的吊運方式實現管型母線的多點吊運,以確保管型母線在施工過程中不產生過大的受力,并保持管道的平面度,是施工中的關鍵問題。
該施工工藝采用勾股定理,準確地計算出管型母線懸吊線架的中心位置,從而明確了管型母線懸掛線架后,管型母線如何實現多點吊起,以及如何提升吊起效率,減少吊起過程中的風險,確保管型母線的安全、高效、高質量地完成。
根據計算結果,將懸掛線夾固定在管型母線的對應位置,并按照需要將絕緣子串和連接金具組裝為一個整體,然后利用懸掛在管型母線上的懸掛金具,將絕緣子串U型的吊環連接起來。當絕緣子串、連接金具、管型母線等在地面上安裝完畢后,用8個10#6.6m的槽鋼制作了4套起重工具,用起重工具和機械絞車將懸掛的絕緣子串和管母一起起重到框架上的掛線點上,起重工具的原理圖如圖1所示。

圖1 管型母線整體吊裝示意圖
2 工藝流程及操作要點
2.1 施工前準備
技術準備工作:在施工前組織對《電氣裝置安裝工程母線裝置施工及驗收規范》和 DLT 754-2013 《母線焊接技術規程》進行施工圖紙、設計要求和施工方法的學習,并對操作人員進行了技術培訓;人員組成:技術、安裝、安全、質量及技術人員,焊接工在母線施工之前,須取得相關資質,并通過考核,取得合格證書;機械設備的備齊:根據工程需要備齊機械設備,并對機械設備的性能、狀況進行檢驗、保養。
建筑材料的制備:管母、絕緣體、金屬工具、螺栓等;現場準備:對現場進行清理,并在現場搭建一個焊接平臺,平臺上的水平面用水平儀校平,偏差不超過3mm。為了減少管型母線成品的搬運,應盡量將焊臺設置在安裝地點的下面。管型母線掛線梁掛點時,也要檢查并檢查構架的水平垂直度,以保證其掛點的位置和掛點的高度滿足設計的要求。
2.2 管型母線檢查及校正
管型母線到達時,要核對管型母線的技術參數與設計參數,并提供產品的出廠檢驗報告,合格證明材料是否齊全。檢驗管道的內壁和外壁是否平整干凈,沒有裂縫;表面刮擦的深度不能超過負值;軸彎折變形不得超過每米4mm,總長度不得超過0.4%。
管型母線焊接前的平直度檢測與修正是管道安裝與施工的重要依據,通過對管型母線進行焊接前的平直度檢測與修正,可有效地防止管道在輸送過程中由于擠壓、裝卸等引起的管道變形,對管道的安全運行起到了重要作用。
矯正的方法分為手工矯正和機械矯正。人工矯正是將管型母線置于扁平的鋼架上,然后用硬質的錘子直接將其敲打平整;還可在母線上用木槌或墊塊,用錘子間接地將其砸平,在砸的時候,要注意力量要均衡。
2.3 焊接件取樣送檢
在正式焊接之前,對管型母線進行了焊接過程的測試,對每一種類型的管型母線,進行了兩個試樣的焊接,然后將試樣送交具有相關檢測資格的機構,進行了焊接過程的測試,測試內容和要求為:焊縫表面和斷裂部位的檢驗:焊縫表面無氣孔、無熔化、無裂紋、無夾渣、無焊接;無損檢測:焊接件進行X光無損探傷并合格;直流電阻試驗:在所有規格和尺寸都一樣的情況下,焊縫的直流電阻不得超過原材的1.05倍;焊縫抗拉強度測試:鋁和鋁合金焊縫的拉伸強度,不得小于原料拉伸強度的最低限度。對經過熱處理后的鋁合金,其焊縫的拉伸強度不能小于原鋼標準值的60%。
2.4 管型母線下料加工(如圖2所示)
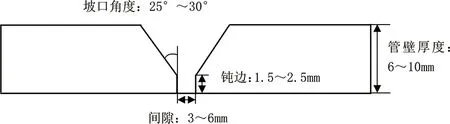
圖2 管型母線坡口示意圖
2.5 管型母線焊接
為了保證焊縫質量,在實際應用中,保護氣選用99%以上的氬氣。為了降低施工環境對工程質量的影響,施工現場必須做好防風、防潮、防雨、防雪等工作,施工現場溫度不得低于5℃;在母線坡口兩邊50mm的區域,清除干凈,沒有一層氧化膜、濕氣、油漬;修邊坡口表面必須沒有毛刺、飛邊,清理干凈后必須立即進行焊補,避免焊前二次氧化。
將管型母線放到找平找正的平臺上,在焊縫處增加一條加強襯管,將管型母線的中心與水平方向對中,口子要平整,彎曲偏差不得超過2%,中間偏差不得超過0.5mm。確定對中后,首先將管母及襯管在補強孔中焊接并固定,然后再次檢查管母的直線度和水平度,確認無誤后,方可在斜面上進行焊接。在焊接過程中,為了防止出現斷弧現象,采取了手動滾焊的方法,從而降低了焊縫處的氣孔,提高了焊接質量。
每道焊縫必須一次完成,除非有瞬時的斷弧,否則不能停止焊接,管型母線在焊接完成后,在沒有冷卻的情況下,不能移動,也不能承受任何壓力。管型母線對焊焊縫的上端應設置2~4mm的補強板,管型母線對焊縫應為圓形,焊縫應平整,不得有毛刺、凹凸。兩根鋁管對齊后,必須重新調直,并盡可能在焊接成長管狀之前,對焊接過程中產生的焊接熱變形進行糾正。
焊接完成后,用零號砂紙或鋼刷清除因燒焦而形成的黑點和焊后的飛濺。焊接后的管型母線要標明位置,放置于多點支承和調平的工作臺上。
管型母線焊接完成后,應對其進行現場外觀檢驗,對接點的焊縫余高應控制在2~4mm范圍內,焊縫表面的高低偏差不能超過2mm,焊縫兩邊的寬度要在2~4mm,并且要對對接點進行射線探傷,探傷比率是5%,探傷結果必須是Ⅱ級或以上,如果探傷結果不合格,則要根據探傷的數量,對探傷后的同一批焊縫進行探傷,根據探傷結果的不合格數量,將會被認為是不合格的。
管型母線起吊前,在每段管內穿入阻尼線并安裝好封端蓋或終端球,終端球應刷好相色漆,注意終端球的滴水孔應向下。
2.6 絕緣子串、連接金具檢查及安裝
現場檢驗絕緣子是否完好,是否有裂縫,是否連接是否牢固,絕緣子的電壓試驗是否通過,各連接金具的性能是否達到設計標準,金屬表面是否平整,絕緣子、金具的出廠試驗報告及品質證明材料是否齊全,是否合法。按照設計圖將絕緣子串裝好,安裝好,調整到相同的長度。將懸吊線卡固定在管道的對應部位,懸吊線卡固定部位的確定按照本文標準的工藝原則進行。
2.7 管母吊裝
根據計算結果,將懸掛線夾固定在管型母線的對應位置,并按照需要將絕緣子串和連接金具組裝為一個整體,然后利用懸掛在管型母線上的懸掛金具,將絕緣子串U形的吊環連接起來。將絕緣子串連接金具,管型母線等設備安裝好后,現場采用8條6.6m 10號槽鋼加工成4組吊裝工裝,利用吊裝工裝配合機械絞磨將懸式絕緣子串與管母整體吊裝至構架掛線點進行安裝。
在吊裝過程中,利用纜風繩牽拉來調節管型母線的振幅,以保證管型母線不會因為過大的振動而碰撞到設備,導致管型母線損壞,同時也不會對設備造成破壞。以地面組裝取代高空安裝,以整體吊裝取代個別吊裝,縮短吊裝時間,減少高空安裝中由于母線頻繁擺動、工作面局限而導致的安裝效率低下等問題。
3 結語
該施工方案適用于懸吊管型母線,尤其是大跨徑、大直徑管型母線。該工藝可有效解決傳統的懸空管式母線安裝中吊點易滑移、勞動強度大、危險性大、工作效率低等難題。
該施工工藝采用自行研發的起重工具,結合機械絞磨,實現管型母線與其連接金具、懸掛絕緣子串的多點起重,可使傳統管型母線架設方法中的高空作業工序得到簡化,并可降低其施工工序,有效提高其施工效率,降低了建設費用,具有較高的經濟效益。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34