關(guān)于自動沖壓線單臂機(jī)械手旋轉(zhuǎn)軸(E 軸)竄動問題的解決方法研究
2023-11-07 09:48:12宋欣哲高貴麟白昱璟孫立亞侯建勛賈兆豐中國第一汽車集團(tuán)有限公司
鍛造與沖壓 2023年20期
關(guān)鍵詞:生產(chǎn)
文/宋欣哲,高貴麟,白昱璟,孫立亞,侯建勛,賈兆豐·中國第一汽車集團(tuán)有限公司
汽車市場競爭日趨激烈,汽車制造廠商對外持續(xù)進(jìn)行車型迭代,對內(nèi)不斷提高生產(chǎn)效率、壓縮成本,高速沖壓線越來越多地被投入到生產(chǎn)運營中。機(jī)械手作為制件傳輸?shù)闹匾獧C(jī)構(gòu),其穩(wěn)定性對保持高效生產(chǎn)至關(guān)重要,本文對機(jī)械手旋轉(zhuǎn)軸竄動問題的發(fā)生原因及解決過程進(jìn)行詳細(xì)闡述,對同類問題處理,新模具設(shè)計及端拾器搭建具有較為重要的意義。
問題背景
某沖壓車間現(xiàn)場自動沖壓線,線間自動化傳輸系統(tǒng)由6序7臺單臂機(jī)械手組成,可實現(xiàn)8~15SPM沖壓件連續(xù)生產(chǎn),如圖1 所示。每個機(jī)械手有8 個電機(jī)軸,其中包含4 個直線軸和4 個旋轉(zhuǎn)軸,如圖2 所示。

圖1 沖壓生產(chǎn)線線間布局圖
在實際生產(chǎn)運行中,偶發(fā)以下兩個問題:⑴自動更換端拾器時,機(jī)械手一側(cè)端拾器無法插接到位,橫移軸驅(qū)動過載報警;⑵正常生產(chǎn)過程中,取料側(cè)機(jī)械手從模具中拾取制件時,一側(cè)吸盤無法吸牢導(dǎo)致掉件。頻次:每月2 ~3 次。經(jīng)測量發(fā)現(xiàn),每當(dāng)出現(xiàn)問題時,機(jī)械手旋轉(zhuǎn)軸E 軸均出現(xiàn)了約0.2°的相對竄動,導(dǎo)致端拾器橫桿左右兩端出現(xiàn)偏差,偏差量為5 ~10mm,如圖3 所示。該竄動問題對生產(chǎn)效率提升有較大的影響,需要研究解決。
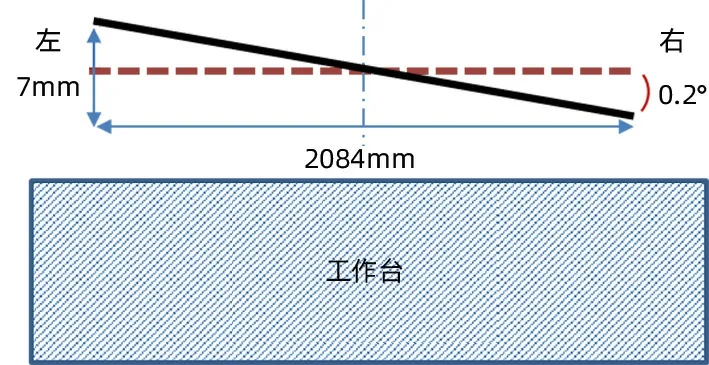
圖3 端拾器橫桿相對工作臺平面的偏差示意圖
問題統(tǒng)計
經(jīng)過現(xiàn)場跟蹤及數(shù)據(jù)統(tǒng)計,獲得如下關(guān)聯(lián)信息:
⑴生產(chǎn)線7 臺機(jī)械手中,4#機(jī)械手E 軸竄動發(fā)生頻率最高,且與A 項目和B 項目行李廂外板上部制件強(qiáng)相關(guān),偏差幾乎發(fā)生在以上兩個制件的生產(chǎn)過程中或生產(chǎn)后的后續(xù)制件;
⑵5#、6#、7#機(jī)械手E 軸竄動與B 項目行李廂外板上部制件關(guān)聯(lián)較大,偏差幾乎發(fā)生在該制件生產(chǎn)中或生產(chǎn)后;
⑶1#機(jī)械手E 軸竄動量相對較小,基本在0.1°之內(nèi);
⑷7#機(jī)械手發(fā)生過與穿梭車碰撞,E 軸產(chǎn)生了0.38°的竄動量。
問題調(diào)查
根據(jù)統(tǒng)計的信息,進(jìn)一步排查可知,A 項目和B項目行李廂外板上部在工藝上采用的是后蓋門平行于物流方向壓制的方式,為躲避模具定位和保障制件自動化傳輸,兩種制件端拾器搭建均為非對稱式,且部分機(jī)械手裝有翻轉(zhuǎn)氣缸,如圖4 所示。對4#~7#機(jī)械手左右兩端端拾器稱重得知,A 項目4#機(jī)械手左側(cè)端拾器重19.5kg,右側(cè)重38.95kg,偏載約20kg。B項目4#~7#機(jī)械手均存在12~15kg的偏載,統(tǒng)計結(jié)果如表1 所示。此外,部分車型制件要求首序機(jī)械手投料必須跟隨拉延序凸模形狀,即“投料隨形”,如A 項目和C 項目翼子板、側(cè)圍等。因此1#機(jī)械手在端拾器搭建時,為了滿足工藝要求,兩端使用了較多的彈性支桿,搭建難度較大,當(dāng)從對中臺上拾取板料時,左右兩端的彈性支桿不完全對稱,經(jīng)常一側(cè)先接觸板料。
對機(jī)械手E 軸拆解進(jìn)行問題查找,電機(jī)通過夾緊套與減速機(jī)進(jìn)行連接,實現(xiàn)扭力傳遞。該夾緊套為分體式結(jié)構(gòu),由4 個M5×20 的螺栓壓緊在電機(jī)軸上,如圖5 所示。
原因分析
如圖6 所示,通過對人、機(jī)、料、法等維度進(jìn)行分析,總結(jié)歸納導(dǎo)致E 軸竄動的原因如下。
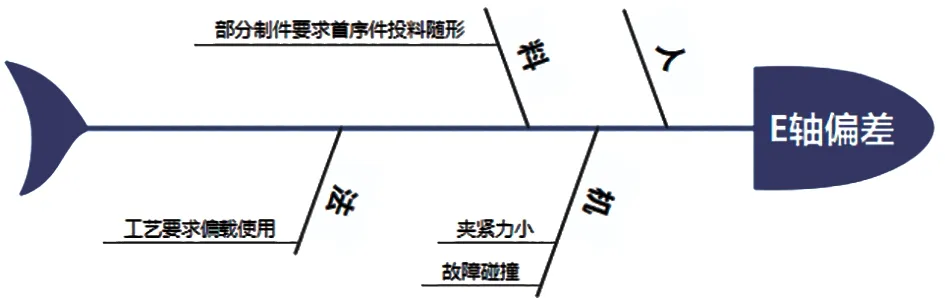
圖6 E 軸偏差竄動的魚骨圖分析
⑴夾緊力小導(dǎo)致竄動:E 軸經(jīng)由夾緊套抱緊式固定,本身對抗外力的強(qiáng)度弱,在受到較大的不平衡力作用下,容易竄動。
⑵7#機(jī)械手故障碰撞導(dǎo)致竄動:升降軸電機(jī)軸承損壞,未達(dá)到目標(biāo)位置即下落,導(dǎo)致E 軸放件時與穿梭車剮蹭。
⑶1#機(jī)械手隨形搭建端拾器,兩側(cè)受力不均導(dǎo)致竄動:彈性支桿左右不完全對稱,在對中臺上取料時,先接觸板料的一側(cè)長期受力,導(dǎo)致E 軸被頂偏。
⑷機(jī)械手偏載導(dǎo)致竄動:非對稱下件方式以及端拾器上安裝翻轉(zhuǎn)氣缸,造成較為嚴(yán)重的偏載,導(dǎo)致E軸在機(jī)械手頻繁地加減速過程中竄動。
解決措施
⑴驅(qū)動與負(fù)載連接方式改造。
理論上將E 軸電機(jī)與減速機(jī)夾緊套式連接改為鍵連接,可從根本上消除竄動問題。但經(jīng)實際風(fēng)險論證并不可行,改為鍵連接后將失去緩沖作用,會加劇電機(jī)軸、減速箱磨損,同時一旦機(jī)械手與模具、穿梭車等發(fā)生碰撞,E 軸的傳動機(jī)構(gòu)無處釋放應(yīng)力,將會造成電機(jī)和減速箱的不可逆損傷。通過查找技術(shù)資料,該部位螺栓力矩最大為5Nm,實際檢測為4Nm,現(xiàn)場更換高強(qiáng)螺栓,按設(shè)計力矩上限進(jìn)行緊固后回裝。
⑵7#機(jī)械手更換故障元件。
對升降軸電機(jī)軸承進(jìn)行更換,重新標(biāo)定各軸位置,恢復(fù)初始精度,碰撞問題消除。
⑶1#號機(jī)械手端拾器彈性支桿調(diào)整。
隨產(chǎn)觀察,對端拾器兩端不對稱的支桿進(jìn)行微調(diào),使其同時在對中臺上接觸板料。
⑷偏載產(chǎn)品配重優(yōu)化,平衡負(fù)載。
制作配重塊固定在端拾器非翻轉(zhuǎn)氣缸的一側(cè),用于抵消偏載,如圖7 所示。自制杠桿支架將端拾器固定,通過調(diào)整配重塊數(shù)量以及相對端拾器中心的位置,使其左右兩端保持動態(tài)平衡,如圖8 所示。

同光十三絕 清代同治、光緒年間徽調(diào)、昆腔的徽班進(jìn)京后揚名的13 位著名京劇演員。
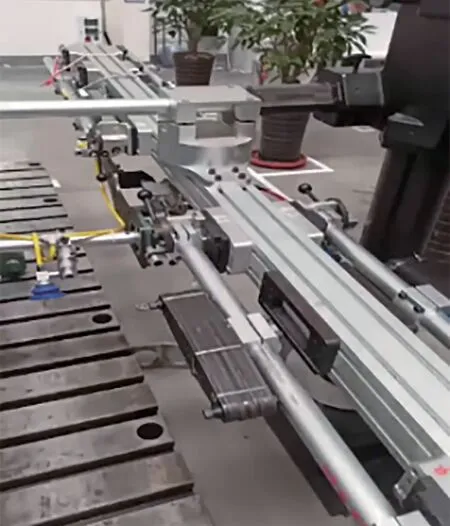
圖7 固定在端拾器主桿上的配重塊

圖8 端拾器兩端配重平衡
效果跟蹤
措施實施后,經(jīng)過6 個月的生產(chǎn)驗證,結(jié)合每月進(jìn)行1 次機(jī)械手定期檢測,未再出現(xiàn)由于機(jī)械手E 軸竄動導(dǎo)致的生產(chǎn)線停機(jī)。
經(jīng)驗橫展
根據(jù)一期項目的經(jīng)驗,在二期項目新產(chǎn)品的設(shè)計階段進(jìn)行了以下4 點改進(jìn),規(guī)避E 軸偏載問題的產(chǎn)生。
⑴連接結(jié)構(gòu)改進(jìn),將E 軸電機(jī)與負(fù)載端連接由原夾緊套式連接改為脹緊套式連接,抗竄動性極大增強(qiáng),如圖9 所示。

圖9 夾緊套更改為脹緊套的實物對比
⑵行李廂外板上部模具在物流方向扭轉(zhuǎn)90°設(shè)計,取消翻轉(zhuǎn)氣缸,實現(xiàn)端拾器左右方向?qū)ΨQ搭建,消除機(jī)械手偏載問題。
⑶取消1#機(jī)械手向拉延序模具投料隨凸模形狀的要求,改為通過模具板料定位實現(xiàn)隨形,取消彈性支桿,簡化了該序端拾器搭建的難度,保證機(jī)械手兩端受力平衡。
⑷將配重塊改為配重環(huán),重量1kg/件。一旦極特殊工況需要偏載生產(chǎn),可較為快速靈活地進(jìn)行配重,同時該環(huán)形結(jié)構(gòu)可直接套在端拾器主桿上,避免由于配重塊固定不牢,掉落至模具內(nèi)造成的重大事故。
結(jié)束語
以上措施的實施,對生產(chǎn)現(xiàn)場效率提升具有良好的促進(jìn)作用。將設(shè)備改進(jìn)、模具設(shè)計優(yōu)化及端拾器搭建相結(jié)合,綜合考慮,為未來新項目建設(shè)、新產(chǎn)品設(shè)計提供了思路和參考。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16