汽車板表面毛化技術開發與應用
2023-11-02 07:20:18王能均陳志強梁博韜
鋁加工 2023年5期
汪 磊,王能均,李 利,陳志強,梁博韜
(1.西南鋁業(集團)有限責任公司,重慶 401326;2.中鋁材料應用研究院有限公司,北京 102200)
0 前言
普通的鋁板帶軋制表面粗糙度為0.3~0.5 μm,表面軋制紋理清晰。為了改善鋁板的深沖性能、涂裝性能和表面質量,在冷軋卷生產工藝中,需要對冷軋工作輥的輥面進行毛化處理,提高表面粗糙度,消除軋制紋理,從而軋制出滿足用戶特殊工藝要求的冷軋毛化表面。沖壓成形過程中,毛化鋁板上的致密微小凹坑可儲存潤滑劑,改善潤滑條件。毛化鋁板表面粗糙,可以有效增大與涂層之間的接觸面積,增強油漆吸附能力和附著性。
各汽車主機廠對覆蓋件材料表面粗糙度有不同的要求。MF表面Ra為0.3~0.6 μm。毛化表面,日/韓系車企對粗糙度要求在0.5~1.4 μm之間,個別企業要求范圍更窄,通用汽車要求0.7~1.3 μm,也有車企僅要求控制峰值密度,對粗糙度限定范圍較寬。
為降低涂裝成本和有害物質排放,汽車車身的涂裝工藝逐步采用先進的、低成本的、環保型的免中涂工藝。電泳層一般為16~20 μm,中涂層為30~40 μm,漆層為50~90 μm。免中涂工藝電泳后可直接噴漆。免中涂工藝整體膜厚變薄,基板覆蓋性變差。同樣的外觀水平,免中涂工藝需要基板較低的粗糙度,波紋度和更高的RPc值,要求覆蓋件材料表面狀態可控。原有的僅控制粗糙度的毛化技術不能滿足需求。一般免中涂工藝要求Ra<1.0 μm,RPc>75,Wca<0.5,表面紋理細密。汽車板表面形貌直接影響涂裝后的光澤度、波紋度和鮮映性[1]。
1 軋輥毛化技術
1.1 電火花毛化
電火花毛化技術(Electrical Discharge Texturing,簡稱EDT)是電火花加工技術在軋輥毛化加工中的實際應用[2]。該技術的工作原理是將軋輥和電極浸沒在絕緣的工作液中,并在軋輥和電極上施加一定幅值和頻率的脈沖電壓。當兩者之間的間隙小到一定值時,脈沖電壓使極間介質電離、擊穿,形成放電通道,這時通道間的電子高速奔向正極,正離子奔向負極。電能變成動能,動能通過碰撞又轉變為熱能。于是在通道內、正極和負極表面分別成為瞬時熱源,該瞬時高溫(約20 000 ℃)使工作液汽化和金屬材料熔化、汽化。汽化的氣體體積不斷向外膨脹,使大部分熔融金屬液體和蒸氣被排擠、拋出而進入工作液中,這樣在軋輥表面就形成了一系列電蝕坑。隨著放電的持續進行,軋輥沿一系列電極旋轉,同時沿軸向運動,在軋輥上就可加工出有特定表面粗糙度Ra 和峰值數Pc (Peak Count)的毛化表面。
1.2 激光毛化
激光毛化(Laser Beam Texturing,簡稱LBT 或LT)是采用高能量密度(104~106 W·cm-2)、高重復頻率(103~104次/s)的脈沖激光束,聚焦照射到作旋轉運動的軋輥表面,以形成若干微小的小熔池,同時吹以一定角度的輔助氣體對熔池溶融金屬擠壓造型[3]。其工作原理為當光脈沖作用停止后,微坑熔池金屬在軋輥自身熱傳導作用下迅速冷卻,形成微坑和坑邊環形凸臺結構的相邊強化點。與此同時,激光器與軋輥作軸向相對運動,完成軋輥毛化。通過調節激光毛化工藝參數,如激光功率、脈沖頻率、脈沖波形、輔助氣體種類、方向和流量以及軋輥旋轉速度等,可精確控制軋輥表面的毛化坑型及分布。
1.3 電火花與激光毛化比較
電火花和激光毛花比較情況見表1。

表1 電火花和激光毛化比較
圖1 為電火花和激光毛化Ra和RPc調整關系圖,黑線為EDT毛化時粗糙度與峰值數之間的關系,其可變范圍沿黑線非常有限,RPc無法獨立調整。灰色區域為激光毛化時所能達到的粗糙度與峰值數范圍。粗糙度相同時,激光毛化的RPc可高于電火花60左右。
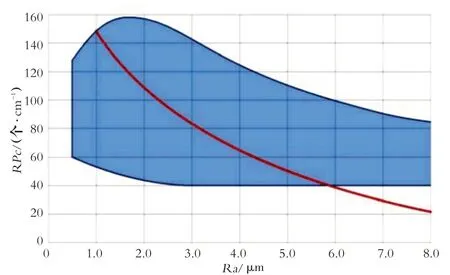
圖1 電火花和激光毛化Ra和RPc調整關系
2 電火花毛化產品開發
2.1 工藝流程
電火花毛化技術的工藝流程為:熱軋毛料→冷軋+預留毛化量→毛化→熱處理。
2.2 轉印率
表面粗糙度及微觀形貌是通過軋輥在軋制過程中轉印到帶材表面的,也就是說軋制力是將軋輥表面粗糙度傳遞到帶材上的動力,對帶鋼表面粗糙的形成起著至關重要的作用[4]。毛化板表面粗糙度轉印率一般為40%~60%[5],與合金、寬度、潤滑條件、軋輥輥徑、軋輥粗糙度衰減等因素相關。現場對不同合金、不同寬度,控制不同的軋制力,預留冷變形以控制成品的粗糙度。單位板寬上軋制力越小,轉印率越低。軋輥表面粗糙度衰減>15%時需要考慮換輥。
2.3 毛化變形量
當壓下率較低時,板材部分表面未發生變化,存在未壓入花紋印的區域,整體毛化表面呈現不均勻性。當壓下率較高時,板材表面花紋壓入很深,出現了較多的凸出邊界。存在紊亂和貫穿性擦痕,進而導致表面花紋的不規則。壓下率存在臨界值,Ra隨壓下率增大而增大。當壓下率大于某一臨界值時,Ra隨壓下率增大基本不變。
2.4 軋制速度
Ra隨軋制速度增大而減小。
2.5 問題解決
采用普通四輥軋機毛化軋制時,易出現以下問題,需要對應解決。
(1)振痕。冷軋振痕與設備狀態和軋制過程參數相關。低速、軋制力大、張力大可有效減輕甚至消除振痕,軋輥毛化里程與振痕相關。
(2)水波紋。壓下率越大越易形成水波紋缺陷。
(3)粗糙度不均勻。使用初始輥形和彎輥會影響橫向粗糙度分布。初始輥形為平輥時,橫向粗糙度分布更均勻。
3 激光毛化產品開發
3.1 激光毛化設備
軋輥毛化設備包括床身、軋輥支架、頭架、尾架、激光拖板等部分。圖2為毛化坑點示例,激光毛化設備可毛化有序和無序毛化坑。可設計毛化坑尺寸和疏密。
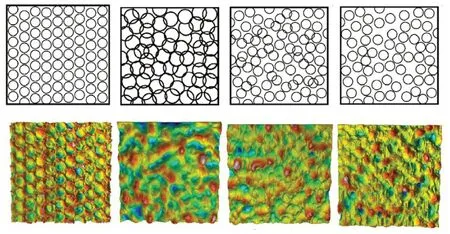
圖2 毛化坑點示例
激光毛化在軋輥和數字毛化頭之間具有幾毫米的距離,數字技術控制具有其能力和靈活性,粗糙度(Ra)和峰值數(RPc)相互之間相對的獨立。表面毛化能夠在軋輥實際毛化之前用計算機進行設計和數字模擬。數字毛化工藝控制了開關的開/關次數、毛化脈沖的時長以及用于軋輥表面復制所需毛化的能量。
3.2 小變形軋制設備
小變形冷軋毛化設備具有軋輥傾斜,工作輥正負彎輥,中間輥正負彎輥,中間輥在線軸向抽動與預設定,冷卻液脈寬噴射,軋輥邊部感應加熱控制等功能。在小軋制力直接測量條件下,通過延伸率測量和雙級壓上油缸控制輥縫,可實現小軋制力毛化軋制。
3.3 產品開發
對采用激光毛化軋輥,專用小變形軋制設備軋制的毛化板材進行取樣檢測。在相同的軋制參數下,激光毛化板紋理較清晰(見圖3 對比結果)。放大2倍,毛化點即清晰分明。較電火花毛化激光毛化點數量較多,RPc值較高,峰和谷的數量都要多一些。峰和谷的分界線更加分明。激光毛化的轉印率更高,RPc轉印率可提高10%以上,Ra轉印率可提高5%以上。激光毛化均勻性略好,峰較尖銳,Sku值大于3,激光毛化偏斜度為負,谷較多更有利于存油和沖壓。表2示出了兩種技術的檢測結果。
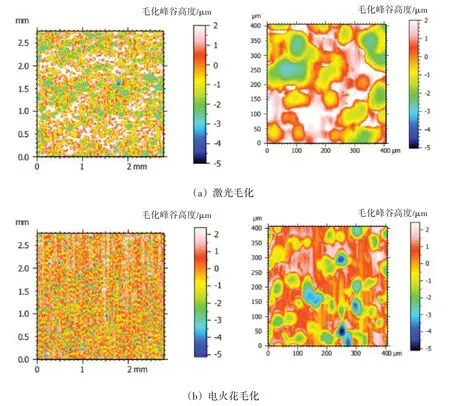
圖3 激光毛化和電火花毛化對比

表2 對比檢測結果
3.4 應用性能檢測
(1)對比檢測了電火花和激光毛化產品機械性能、成形極限等檢測結果,發現差異很小。
(2)激光毛化表面摩擦系數較小,可能與材料凹谷占比較多有關。
(3)兩種材料的膠接接頭剝離形貌均為內聚剝離,膠接拉伸性能基本一致。
3.5 批次統計
對比激光和電火花毛化產品,激光毛化粗糙度均勻性、穩定性顯著提升,軋制里程明顯提升。經過小批量驗證到批產應用,激光毛化表面可充分滿足要求。
4 結論
(1)激光毛化毛化坑的直徑、形狀和深度可優化和設計,可在降低Ra的同時,提高RPc值,可降低軋制板表面波紋度。激光毛化毛化輥為負偏斜度時,可提高毛化點存油量,提高噴漆質量。
(2)毛化板軋制時,板寬上軋制力越小,轉印率越低。毛化表面Ra隨壓下率增大而增大。當壓下率大于某一臨界值時,Ra隨壓下率增大基本不變。但壓下率越大越易形成水波紋缺陷。
(3)通過應用性能對比檢測分析,發現電火花和激光毛化產品的檢測結果差異很小。激光毛化表面摩擦系數較小,與材料凹谷占比較多有關。兩種材料的膠接接頭剝離形貌均為內聚剝離,膠接拉伸性能基本一致。