民用飛機垂尾盒段肋組件制造技術研究
2023-10-29 14:50:48劉訓新白婭萍張凱宸元振毅
模具工業 2023年10期
關鍵詞:結構
劉訓新, 蘇 霞, 白婭萍, 張凱宸, 元振毅
(1.中航西安飛機工業集團股份有限公司, 陜西 西安 710089;2.西安理工大學 機械與精密儀器工程學院, 陜西 西安 710072)
0 引 言
與傳統的金屬材料相比,先進樹脂基復合材料具有輕質、比強度高、比模量高、耐腐蝕、可設計性強及整體成型好等優點,是優良的航空結構材料,在飛機結構上的用量比重日益提升,尤其適用于大型或整體飛機零件,已成為衡量飛機先進程度的指標之一[1-2]。目前國內航空領域也在逐步加大復合材料用量,其使用部位也逐步過渡到飛機機翼、翼盒、機身等主承力零件,有效提升了飛機燃油經濟性、航程及載重[3]。
為了進一步降低飛機結構上緊固件用量和裝配周期,避免機械連接所引起的復合材料結構內部損傷,整體共固化或二次膠接成型成為復合材料制造的主流工藝[4]。鄧帆等[5]和周源琦等[6]采用試驗測量技術,對復合材料整體結構共固化過程的內部壓力演化過程進行了研究,并確定了相應的硅膠模具開孔尺寸。閆恩瑋等[7]針對Z 形長桁壁板整體成型工藝,研究了Z 形長桁的樹脂流動和厚度控制以及壁板組件固化變形分析控制等問題。徐偉偉等[8]采用共固化和共膠接2 種不同工藝制備了M40J 級碳纖維/雙馬樹脂基復合材料層合板,研究了2 種工藝對復合材料層合板層間性能和膠接質量的影響。薛向晨等[9]探索了不同倒角的長桁下凸緣邊緣與蒙皮共膠接后鋪層的褶皺程度,并分析了褶皺的形成原因,結果表明對長桁下凸緣邊緣倒角后可以明顯改善蒙皮褶皺的情況,并且倒角越銳利蒙皮的褶皺程度越小。
然而,像飛機垂尾盒段肋組件,對結構厚度、表面質量以及膠接質量要求較高,導致其整體成型工藝復雜、技術難度大,缺乏系統性的成型工藝方法,這對零件批量化生產的穩定性帶來了挑戰。目前,只能采用工藝試錯或強裝配的方法進行制造或裝配,耗時費力,限制了復合材料在該類零部件上的應用。為此,現以民用飛機垂尾盒段肋組件為研究對象,通過關鍵制造技術攻關與試驗驗證相結合的方法,研究了肋本體厚度均勻化控制、肋本體表面質量提升、肋本體與肋立柱二次膠接質量優化控制等關鍵問題,研制符合設計要求的合格產品并進行裝機應用,為后續類似結構的零件制造提供技術參考和工程借鑒。
1 零件結構及工藝流程
1.1 零件結構
為有效減輕飛機整體質量,在機翼、尾翼及升降舵等部位大量使用了復合材料。民用飛機的垂尾盒段肋尺寸相對較小,但零件裝配協調關系多,且肋組件翻邊為裝配型面,對結構外形精度與表面質量要求嚴格,制造工藝難度大。圖1 所示為典型垂尾盒段肋組件,由垂尾肋本體、垂尾肋立柱及結構膠膜組成,長度約為1 315 mm,最大寬度約為459 mm。肋本體為一側開敞,其他側邊為帶有N個小翻邊的“爬爬蝦”結構。肋本體與4個肋立柱單獨成型后,通過結構膠膜二次膠接整體成型為肋組件。肋立柱在與肋本體二次膠接后可有效增強整體肋組件的結構強度,相較于傳統緊固件連接的裝配模式,這種方法可以降低結構整體質量以及結構開孔所帶來的內部損傷風險。

圖1 垂尾盒段肋組件整體結構
1.2 零件材料
肋本體所用材料為高溫固化環氧標準模量碳纖維預浸料(碳布),牌號為CYCOM 977-2A-37-3KHTA-5H-280,材料規格為35 型280 級,技術條件為AMMS3202。肋立柱材料為高溫固化環氧標準模量碳纖維預浸料(單向帶),牌號為CYCOM 977-2-35-12KHTS-134,材料規格為35 型1 類134 級,技術條件為AMMS3202。其中,肋本體、肋立柱在與金屬零件進行機械連接的裝配區最后一層鋪層采用高溫固化環氧玻璃纖維織物預浸料,牌號為7MXB766 8/120,材料規格為I 型1 類120 規格,技術條件為AMMS3101。肋本體與肋立柱粘接采用高溫固化復合材料膠接用膠黏劑,牌號為LOCTITE EA 9696 030 NW AERO,材料規格為Ⅱ型5 級,技術條件為AMMS2205。
1.3 零件技術要求
零件成型后的主要技術指標包括外觀質量、內部質量、厚度、外形要求、立柱軸線度、孔隙率和內部質量,如表1所示。

表1 主要技術指標
2 零件工藝流程及制造方案
2.1 零件制造工藝流程
鑒于肋零件外形面有較高的表面質量要求,因此肋本體采用凹模成型,零件外形面為模具貼胎面。選用凹模鋪貼時,鋪貼空間不足且真空壓實效果不佳,易產生架橋現象,因此選用凸模鋪貼。鋪貼之后,采用凹模固化,并輔以壓力墊輔助成型,保證外型面較高的表面質量。考慮共固化和共膠接成型工裝設計及制造難度大,且零件成型質量不易保證,因此垂尾肋本體與肋立柱成型后,采用二次膠接成型工藝形成整體結構,整體工藝流程如圖2所示。
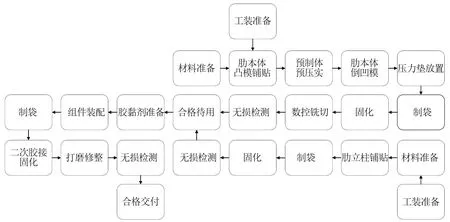
圖2 垂尾盒段肋組件工藝流程
2.2 鋪貼方案
2.2.1 肋立柱成型
肋立柱成型工裝為左右合模的結構形式,先在左、右半模上分別進行鋪貼,然后合模、加捻,隨后進行底面的鋪貼,最后在熱壓罐中單獨固化成型,固化后按照鋼制鉆模板上的孔位進行制孔,用以與肋本體的二次膠接。肋立柱鋪層順序如表2 所示,肋立柱的工裝結構形式如圖3所示。

表2 肋立柱鋪層角度和材料牌號
2.2.2 肋本體成型
為了保證零件的鋪貼方便性以及對厚度的精確控制,鋪貼時采用凸模鋪貼。鑒于肋本體外型面有較高的表面質量要求,因此肋本體采用凹模成型,零件外形面為模具貼胎面,即凸模鋪貼完成后,采用鋼制凹模進行固化成型。在固化成型過程中,采用鋁制芯模充當壓力墊,確保零件固化壓力充足。鋁制芯模按照鋁材質的縮比系數進行制造,保證鋁芯模在熱壓罐內溫度作用下發生膨脹后能夠與鋼制凹模腔體進行匹配。肋本體鋪層順序如表3所示,肋本體的工裝結構形式如圖4~圖6所示,具體過程如下。

表3 肋本體鋪層角度和材料牌號
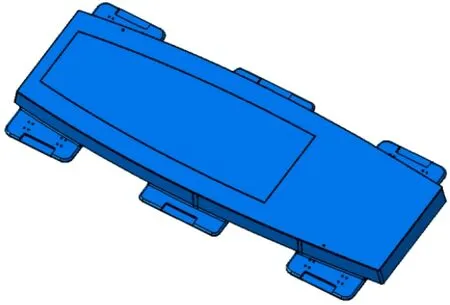
圖5 垂尾盒段肋本體芯模結構
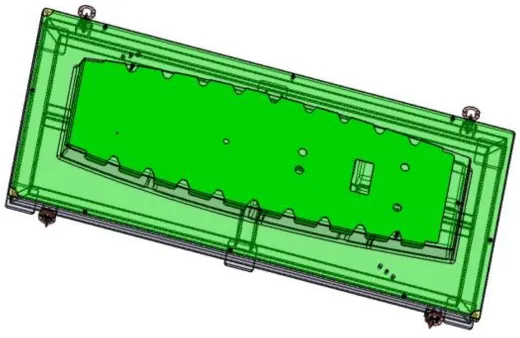
圖6 垂尾盒段肋本體鋪貼工裝結構
首先,在凸模鋪貼模上通過激光投影儀定位并進行肋本體鋪層鋪貼。為了保證預制體在后續凹模中能夠與鋁制芯模外型面進行匹配,需要在鋪貼完成后進行預壓實處理。預壓實過程中,對真空袋施加不低于0.08 MPa 的真空壓力,并保持全過程抽真空,在室溫下加壓到(0.70±0.035)MPa,保壓不低于30 min。通過預壓實處理將濕態預制體實際厚度趨向于名義厚度,且滿足芯模與凹模內腔的間隙要求。預壓實后將鋪貼好的預制體轉移到凹模成型模上進行固化成型,固化完成后將肋本體從鋼制模具上脫模,最后通過數控銑切完成外形面輪廓加工以及肋立柱定位孔加工。
2.2.3 肋組件二次膠接
將固化成型的肋本體與肋立柱通過結構膠膜進行二次膠接,肋立柱通過肋本體表面的定位孔進行定位,如圖7所示,定位時使用鋁制工藝連接釘進行連接,按文件XCPS25076.1 要求進行固化。工藝連接釘的使用保證了肋立柱在肋本體上的軸線度要求。

圖7 垂尾盒段肋組件膠接結構工藝定位孔
3 零件制造難點分析
盒段肋組件是由肋本體及肋立柱通過二次膠接成型,在成型過程中肋本體的表面質量、厚度均勻性以及肋本體與肋立柱二次膠接質量等決定了組件最終的使用性能。
3.1 肋本體表面質量提升
在肋本體制造時,考慮濕肋預制體狀態下的零件厚度大于固化后零件的厚度,為了保證鋁制壓力墊與濕肋預制體的間隙配合狀態良好,取消了零件表面保護層的鋪貼,僅使用無孔隔離膜進行零件保護。同時進口CYCOM977 材料的樹脂流動性較好,零件固化后大量樹脂淤積在隔離膜不平整的褶皺里,導致零件表面質量差。綜合考慮肋本體厚度,在工裝層面進行綜合優化。通過試驗驗證鋁制芯模的膨脹系數,增加表面保護層的工藝余量。通過工藝方案及工裝結構的細節優化,使零件整體質量得到提升。
3.2 肋本體厚度均勻性控制
垂尾盒段肋本體厚度在2~2.5 mm,按照厚度公差8%控制,公差帶為0.16~0.2 mm。當采用常規的凸模鋪貼、凹模固化的工藝方案時,由于所選材料的樹脂流動性較好,無法確保肋本體腹板面、R區及小翻邊厚度保持在公差帶,導致成型后零件厚度差異較大,無法滿足厚度均勻性要求。為了解決該問題,引入鋁制芯模,通過控制鋁制芯模與鋼制凹模之間的膨脹間隙來控制零件厚度。芯模與凹模之間的間隙滿足零件的名義厚度與表面保護層的厚度之和。經過試驗驗證,芯模尺寸按膨脹量縮比約為0.997 8設計,且基于肋預制體未固化時的厚度因素與鋁芯模-成型模的間隙配合考慮,鋁芯模制造精度要求按-0.2~0 mm加工。
3.3 肋本體與肋立柱的二次膠接質量控制
在肋本體及肋立柱進行二次膠接時,膠膜高溫融化后會向四周蔓延,導致固化后的零件在非膠接區淤膠嚴重,手工清理工序繁瑣,并且易損傷肋本體表面與肋立柱邊緣。為了解決上述問題,設計了碳纖維預浸料與Airpad 未硫化膠片結合的新型柔性邊緣擋條。在二次膠接時,使用柔性邊緣擋條進行邊緣封膠,該方法能夠較好地控制梁骨架零件與蒙皮膠接處的溢膠情況,且溢膠均勻、稀薄、范圍可控。在完成二次膠接后,肋組件膠接界面邊緣干凈,改進效果明顯。
4 結束語
通過肋本體厚度均勻性控制、肋本體表面質量提升以及肋本體與肋立柱二次膠接質量控制等關鍵技術研究,成功研制一體化成型的復合材料肋本體。按照設計驗收技術條件對零件進行外觀質量、內部質量、厚度檢測、軸線度檢測,各項指標均符合驗收要求,并成功進行裝機應用。該盒形組件的成功研制,為該類型承力肋組件的制造提供整體成型的思路,有利于提升肋零件的制造技術。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
