淺析沖壓技術在整車感知質量提升中的應用
2023-10-29 14:50:12孫連福崔禮春
模具工業 2023年10期
孫連福, 崔禮春
(安徽江淮汽車集團股份有限公司, 安徽 合肥 230601)
0 引 言
在汽車行業大變革的環境下,汽車的感知質量提升已經成為快速、直接提升汽車企業產品質量的途徑。感知質量是用戶按照自身對產品的使用需求和目的,結合各種官方或非官方途徑獲得的相關產品信息,綜合分析市場上某種產品并對其做出主觀、抽象、非全面性的認知和評價。在汽車開發過程中,感知質量是從市場及消費者角度來看待產品或服務,體現消費者通過感覺、觸覺、視覺及嗅覺等感受到的產品設計及制造精細程度,因此對于汽車開發,感知質量主要體現在配置、細節、做工及用料等方面。
綜上所述,整車可感知質量的提升就是讓用戶從整體上提升駕車的愉悅度。因此,提高整車的感知質量有利于用戶將不同產品差異化,增加其購買欲望,建立其對品牌的忠誠度,提高產品的市場競爭力。現從沖壓工藝技術方面入手,淺析提升整車感知質量的工藝方法。
1 光影重塑技術
汽車外覆蓋件經過沖壓成形后的固有回彈導致其與造型設計產生偏差,影響車身整體視覺體驗。目前,主流車企均在沖壓件仿真分析階段采用光影重塑技術,實現生產的沖壓件與造型設計保持一致。
光影重塑技術基于沖壓全工序仿真分析得到的零件基礎回彈(見圖1),對不同沖壓工序的模面進行反向回彈補償(見圖2),補償滿足要求后對加工數模進行模面重構使其達到A面(外觀面)質量要求,然后使用重構后的A面制作加工數據,使沖壓件尺寸滿足產品精度要求,保證沖壓件曲率狀態與造型設計的一致性。
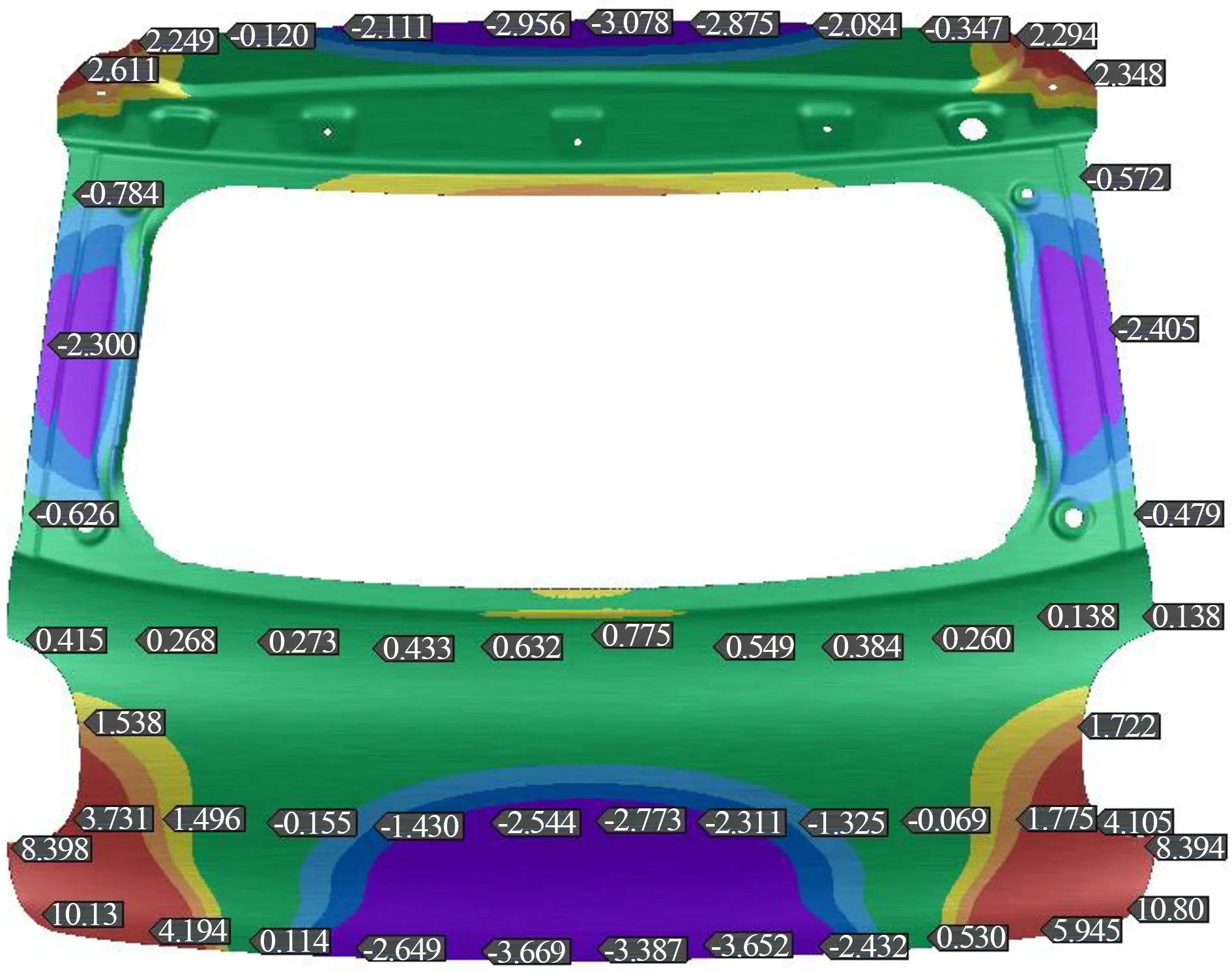
圖1 基礎回彈
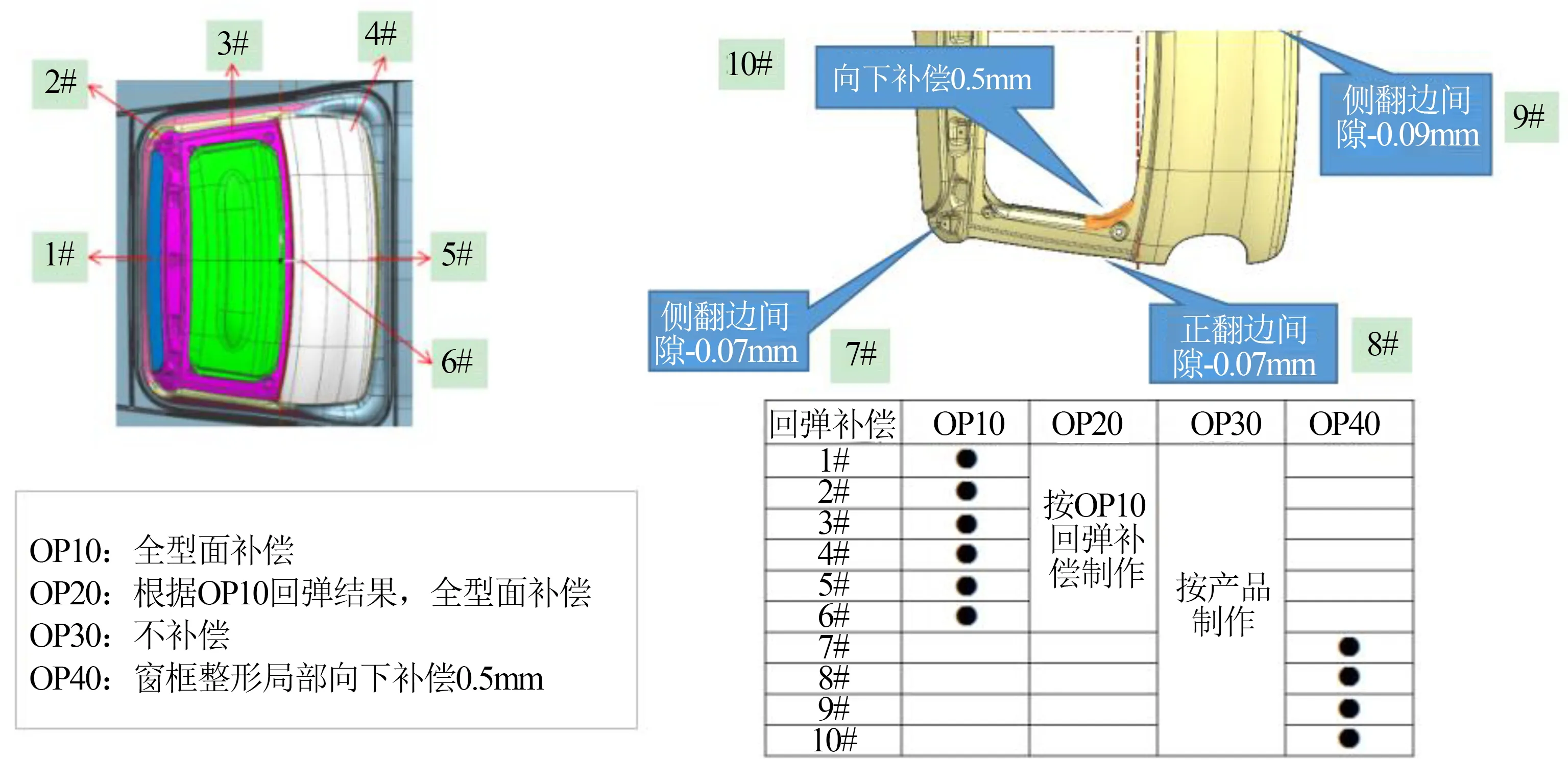
圖2 回彈補償方案
光影重塑技術的流程:首先進行零件基礎回彈分析工作,基于沖壓全工序仿真模擬結果,利用有限元分析方法在檢具測量系統下進行初始零件回彈值計算;然后進行穩健性確認,通過合理設置噪音變量,對沖壓工藝方案進行穩健性分析確認,排除由于工藝參數與材料等不確定因素對回彈結果分析的影響;其次基于穩定有效的回彈計算結果,制定合理的回彈補償策略,并利用Autoform 分析軟件的回彈補償模塊,對不同工序的加工數據型面進行關鍵參數補償設置,在4 輪迭代補償內實現補償后回彈計算結果的收斂,導出回彈補償矢量域文件;最后進行A 面重構,基于CATIA 軟件重構型面并進行型面質量檢查(見圖3),合格后再通過替換模面進行修邊線精算,直至回彈計算合格。

圖3 A面重構后斑馬線檢測
2 銳棱工藝技術
銳棱制造工藝于上世紀70年代創造,大眾汽車將銳棱造型設計發展成家族化特征。隨著國內沖壓工藝和模具工業水平的進步,主流汽車廠商也逐漸向大眾靠近,銳棱工藝在新車型開發中得到廣泛應用,如圖4所示。

圖4 主棱線設計為銳棱
銳棱造型由于成形圓角較小,違背了常規的沖壓原理,不利于板料的拉深成形,表現的缺陷為縮頸、拉裂、滑移線、回彈、凹陷等。目前,主要解決方法是通過數據棱線圓角銳化處理、銳棱成形仿真分析及工藝優化,結合獨特的銳棱數控挑銑加工和制造工藝對銳棱導致的缺陷進行預防控制,使沖壓板料能夠充分包裹特征棱線,制造鋒銳的棱線造型。銳棱數控挑銑加工和制造工藝是將模具的凸模棱線R角挑銑為零,凹模刻槽0.2 mm×0.2 mm 避空加工,如圖5所示。模具研合過程中,使用銳棱強壓工藝,板料在拉深銳棱棱線成形時,凹模配合凸模在棱線處進行強壓成形,實現車身零件的銳棱效果。
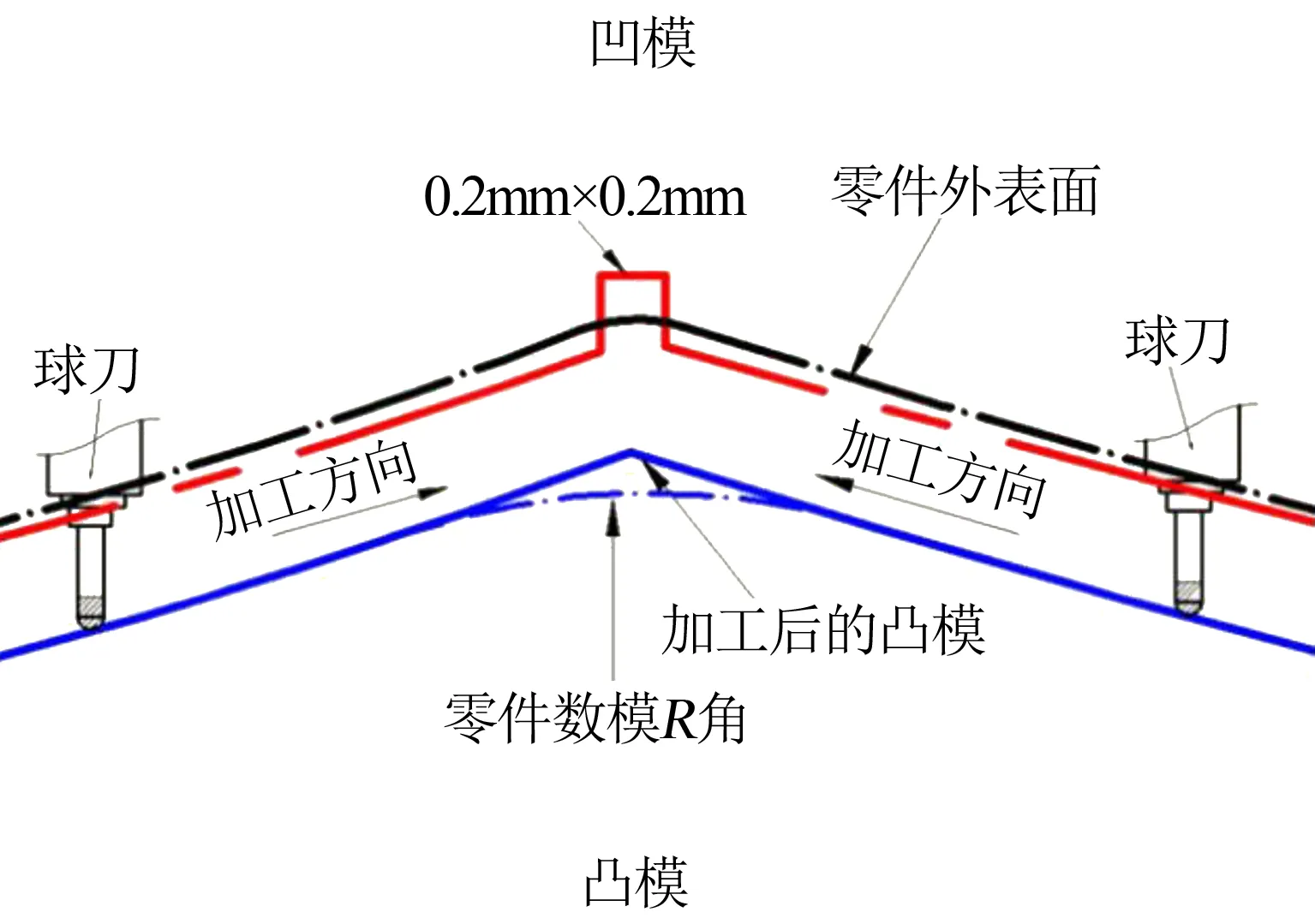
圖5 銳棱數控挑銑加工和制造工藝
隨著汽車造型越來越年輕化,新車型的外形流線型角度越來越小,外覆蓋件型面也越來越復雜,導致銳棱造型特征無法一次拉深成形。在這種情況下,汽車廠商嘗試在拉深銳棱位置加大圓角,保證拉深零件無開裂、縮頸等質量問題,然后在后工序通過棱線二次整形方法,實現銳棱達到規定的尺寸和質量要求。
3 精致小R角技術
隨著消費升級和市場競爭越來越激烈,用戶對整車外觀精致度提出了更高的要求。各大主流汽車廠開始進行精致工藝研究,減小外覆蓋件車身分縫位置R角,使其更尖銳、飽滿、均勻,更具視覺沖擊感。小R角主要體現在翼子板與前門、前門與后門、后門與側圍匹配處的分縫,如圖6所示。
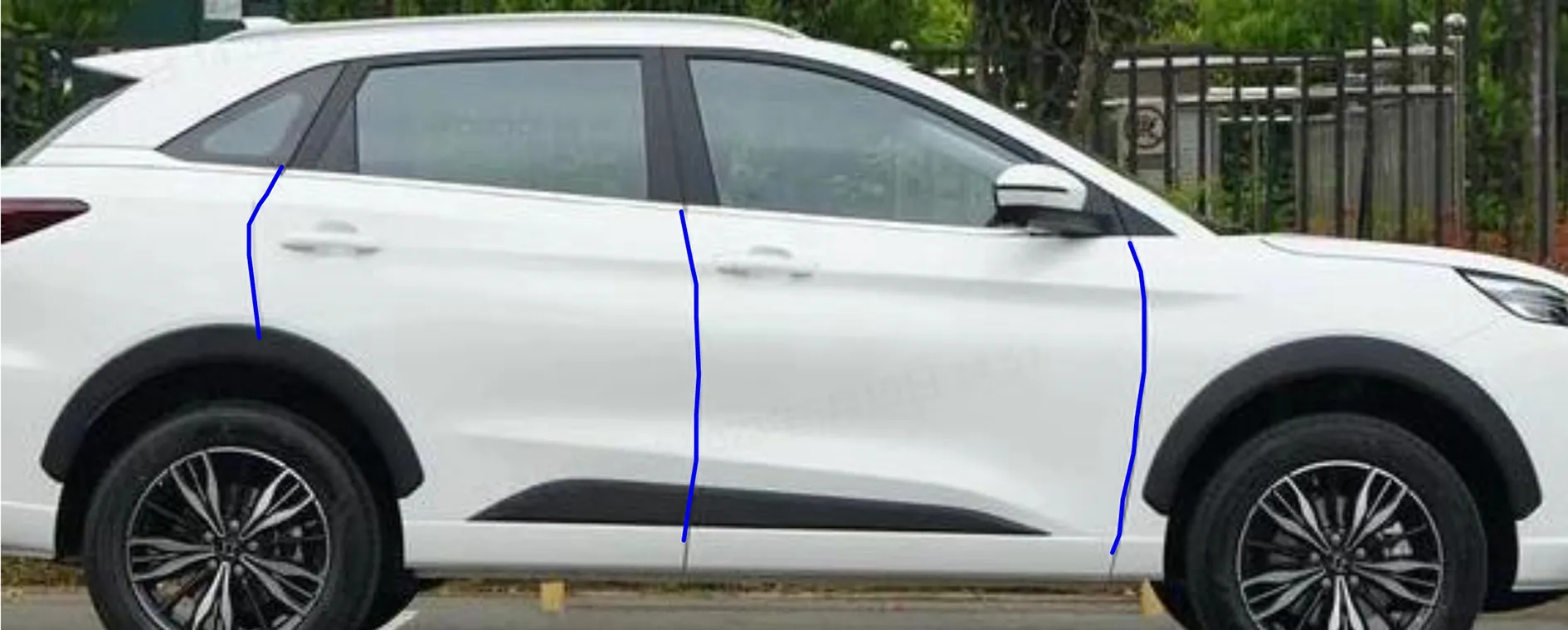
圖6 精致小R角
在沖壓工藝中,較大R角成形性好,通常可以用兩道工序成形,即拉深+整形/翻邊,如圖7(a)所示。銳化后的精致小R角成形性較差,一般通過三道工序成形,即拉深+整形+翻邊,如圖7(b)所示。
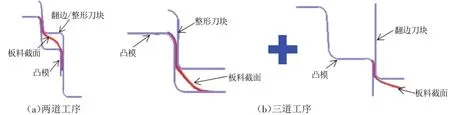
圖7 R角成形工藝
以某車型后門外板B 柱外觀R角為例,R角銳化后的成形工藝方案主要有2 種:①拉深+修邊+整形/分切+翻邊,零件在整形R角時分切,此方案通過優化廢料切塊實現無廢料刀布置,減少由于鐵屑導致的表面質量缺陷,提高一次合格率;②拉深+分切+夾料整形+翻邊,此方案整形R角時采用夾料整形,在整形過程中板料一直處于夾料的狀態,板料流動受到良好的控制,避免翻邊時在主棱線產生嚴重的聚料和避免翻邊立面產生缺陷。
4 模具零件不等間隙
沖壓件的品質較大程度上取決于模具零件型面的加工精度,模具零件型面精度需要通過型面研合進行控制。沖模對板料(工序件)加工過程中,為防止板料起皺和開裂,根據板料流動的需求,不同部位對模具零件型面的研合要求各不相同,即不同部位模具零件間隙不相等。
模具設計時需要對重要型面和易產生變形的區域進行強壓設計,如拉深模對應的棱線、包邊面等重要部位,為保證其表面質量和尺寸精度,在設計模面數據與NC 加工數據時,上述區域的凸、凹模間隙要小于板料厚度,且要根據模具CAE 分析結果、模具受力特性以及工程經驗在不同區域設計不同的強壓量,如圖8所示。此外,在確保品質滿足要求的前提下對非工作區域模具零件型面進行避空處理。

圖8 不等間隙示意圖
由于存在機加工誤差、模具零件撓度變形、設備精度誤差等客觀因素,盲目追求最大面的研合率既增加鉗工研配的工作量,又延長調試周期和增加造車成本,同時過多的型面接觸會增加零件變形或表面缺陷的風險。因此,模具零件不等間隙設計在模具開發中得到越來越廣泛的應用。
5 方格模具
汽車外覆蓋件一般是由多道工序加工完成,其中拉深工序是決定外覆蓋件外觀品質的重要工序。在外覆蓋件的沖壓生產過程中,經常由于板料鍍鋅脫落、鐵屑、排氣、油污、灰塵等問題造成表面質量缺陷,傳統的工藝要求嚴格控制生產環境潔凈度。隨著模具工藝技術發展,汽車企業嘗試從提高模具對生產環境潔凈度的耐受程度來解決此問題。近年來出現了一種方格模具,即在外板件適當位置的凸模型面區域加工45°橫豎交叉的網格,以提高成形過程中的排氣效果,降低粉塵顆粒對零件外觀的影響。
以某車型頂蓋外板為例,該零件兩側有較高隆起特征(見圖9),大A 面無加強筋,為了減少研合量現設計的拉深模上模進行了避空處理,為保證零件表面質量,僅在凸、凹模R角處設置了排氣孔。在模具沖壓過程中,兩側隆起造型及外側工藝補充面R角先接觸板料,形成雙鎖緊結構,中間A面區域滯留氣體較多,模具成形到底閉合前,板料與凸模或凹模型面之間形成密閉空間導致憋氣,最終使零件表面產生波浪和變形,嚴重影響零件表面質量。通過方格模具技術的應用,在凸模表面加工橫豎交叉的網格(見圖10)并輔助模具調試,最終此問題得到解決,滿足零件批量生產的質量要求。
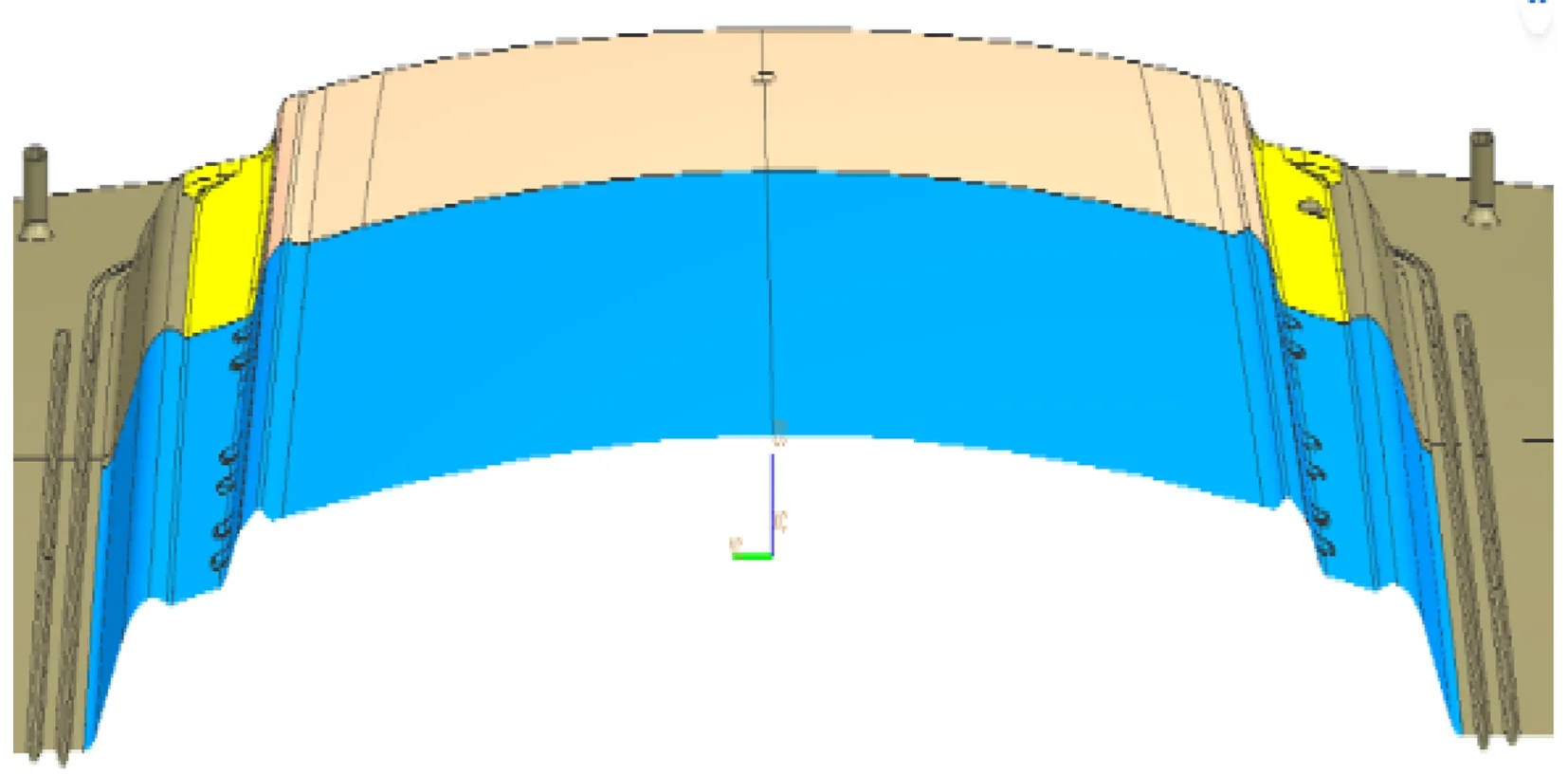
圖9 頂蓋外板
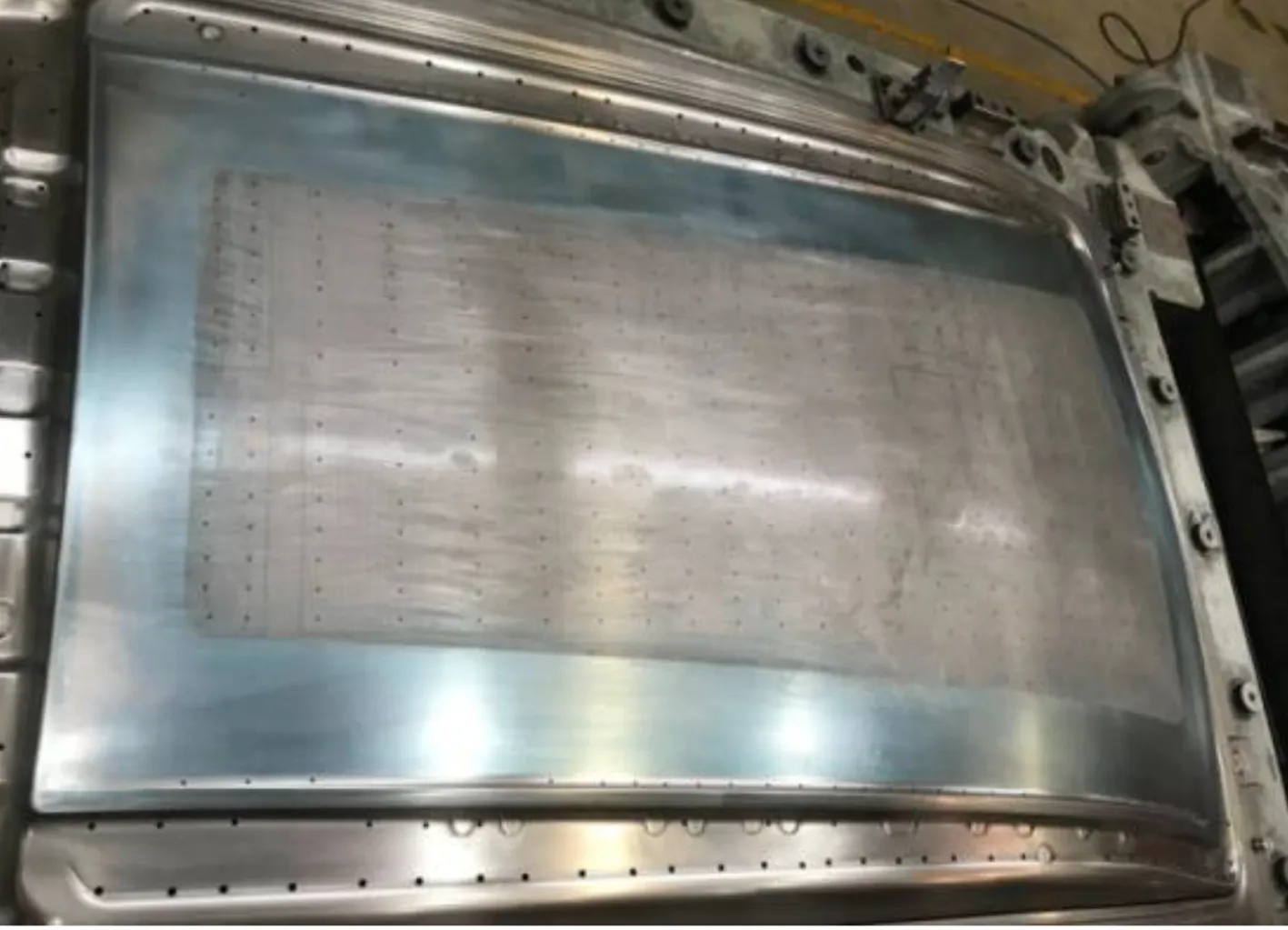
圖10 凸模表面橫豎交叉的網格
6 在線光學質檢
隨著模具和設備技術的快速發展,汽車覆蓋件的在線生產節拍最高已達18 件/min,這對主要依靠人工的傳統在線質量檢查工作提出了更高的要求。一個沖壓件在質量檢查人員面前僅停留3.4 s,傳統抽檢、專檢和擺檢已無法保證實際質量控制,容易導致常見坑包缺陷的漏檢,影響整車生產的秩序。
針對沖壓件表面缺陷人工檢測效率低、誤檢率高以及勞動強度大等問題,近年來主流汽車廠商開始引入在線光學質檢系統(見圖11)。在線光學質檢系統在沖壓線線尾皮帶機傳送工位前方加裝檢測裝置,具體應用場景如圖12 所示,在不同方位布置攝像頭,零件傳送過程中通過拍照采集零件圖像,然后對比標準零件模板,判斷零件表面質量是否達標,狀態低于標準零件模板的部位判定為不合格,自動報警,鎖定缺陷產品避免流入后工序。該技術通過AI 深度學習算法可以實現開裂、縮頸、起皺、劃傷等缺陷的檢測,通過輪廓匹配算法可以實現多孔少邊等缺陷的檢測,達到多缺陷種類360°無死角在線實時檢測,該技術已逐步在各大汽車廠應用并推廣。
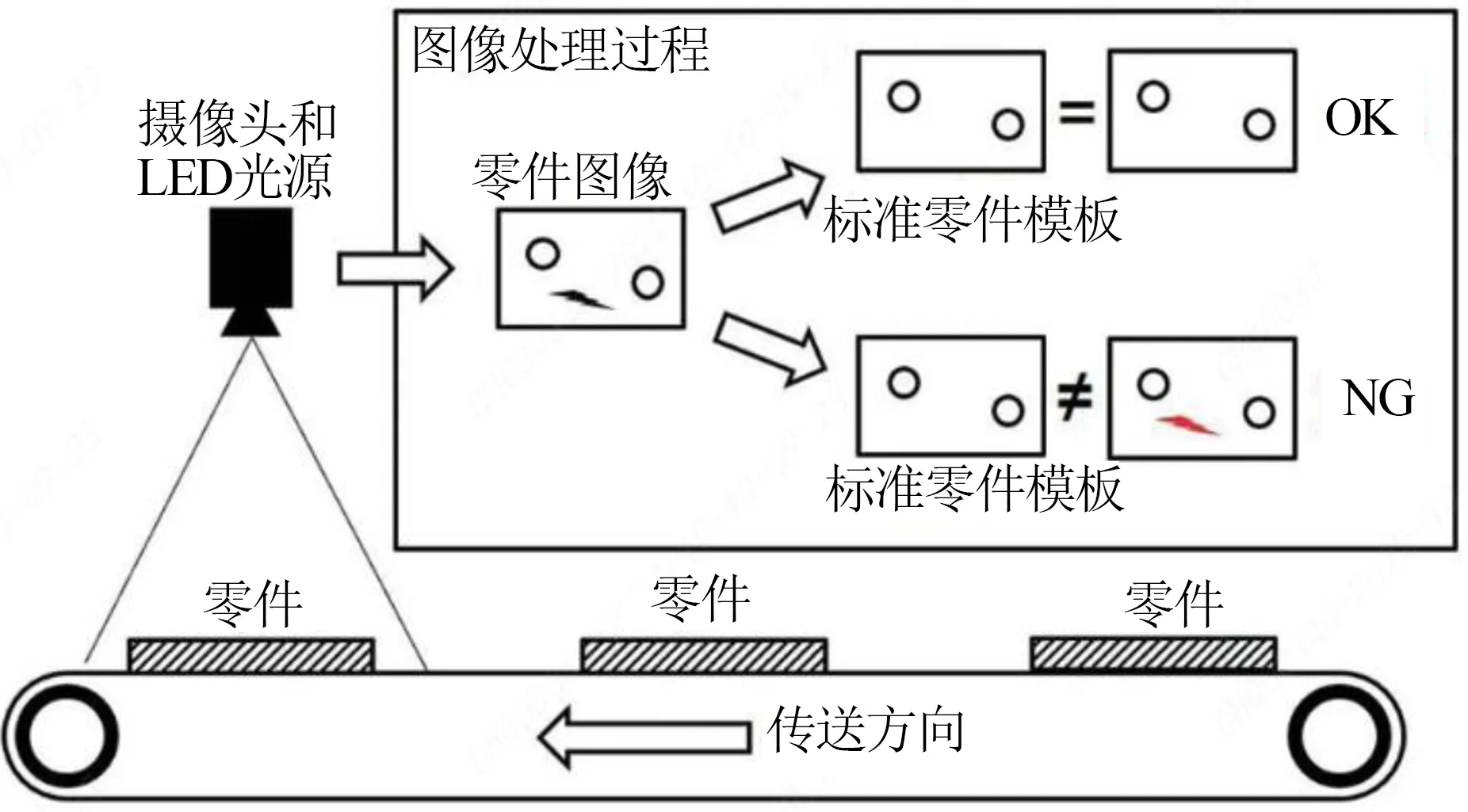
圖11 在線光學質檢系統

圖12 在線光學質檢應用實例
7 結束語
隨著社會的發展,消費者對汽車的造型審美要求也越來越高,而沖壓外覆蓋件作為整車的蒙皮決定了整車的感知質量,預防外覆蓋件質量缺陷的沖壓工藝技術對于新車型開發提升整車感知質量具有重要意義。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
