基于FDM 3D 打印顆粒擠出機的結構設計研究
2023-10-29 02:06:00譚富德王克用郭根清張凱曾人宇
農業裝備與車輛工程 2023年10期
譚富德,王克用,郭根清,張凱,曾人宇
(201620 上海市 上海工程技術大學 機械與汽車工程學院)
0 引言
隨著科學技術的發展,對智能化工業生產的需求越來越高,3D 打印已成為當今一種不可或缺的先進生產技術[1],多品種、小批量生產模式已成為企業現代經營的一種方式[2]。3D 打印技術從20 世紀出現到廣泛應用,僅用了30 余年時間。3D 打印機不僅用于工業生產,也逐漸進入家庭。目前3D 打印機的機型有熔融成積型(Fused Deposition Modeling,FDM)、光固化成型(Stereo Lithography Apparatus,SLA)、三維印刷型(3D Printing,3DP)、選擇性激光燒結型(Selective Laser Sintering,SLS)等,熔融成積型3D 打印機適應范圍廣,主要耗材為PLA、ABS,因無毒無害而受到推崇,可家用。常見的FDM 打印機的結構有三角洲、COXY 以及比較經典的I3 結構等。
根據《中國增材制造產業發展報告(2020年)》,中國3D 打印產業規模為208 億元,同比增長32.06%。伴隨著產業發展,也出現了一些問題,如打印精度不夠、打印速度不高、材料受限及廢料處理等。其中,合理利用打印廢料,實現“綠色”打印是問題的重中之重。
1 快速成型技術的原理和工藝過程
與注塑磨具等傳統加工方法不同,3D 打印技術使用多種建模、切片等軟件,通過電腦程序控制機器擠出材料,通過多層累積疊加的方法產生新的家用或商用模具。先將用UG、SolidWorks 等三維建模軟件繪制的模型通過上機位以STL 格式傳輸到Cura 等切片軟件,然后根據模型大小設置切成不同的“層”,也可根據不同的軟件設置不同的支撐材料、支撐方式,不同尺寸的模型需要切片的時間也不同。打印系統模型如圖1 所示。在計算機規定的路徑下進行逐層打印,將熔融狀態的絲材逐層堆積并與上一層成型部分的絲材粘結在一起,循環此過程,最終實現打印[3]。不同于減材制造方法,3D 打印是通過噴頭、噴嘴進行材料堆積的一種制品加工方法[4]。打印工藝流程如圖2 所示。
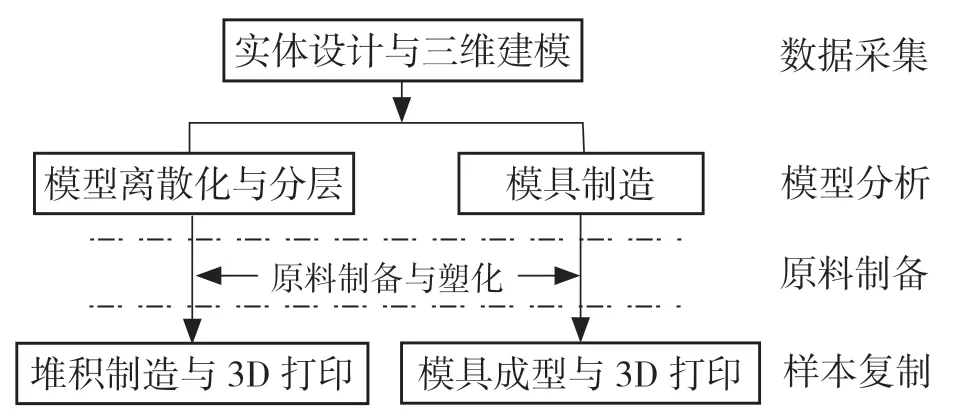
圖1 FDM 3D 打印系統模型Fig.1 FDM 3D printing system model
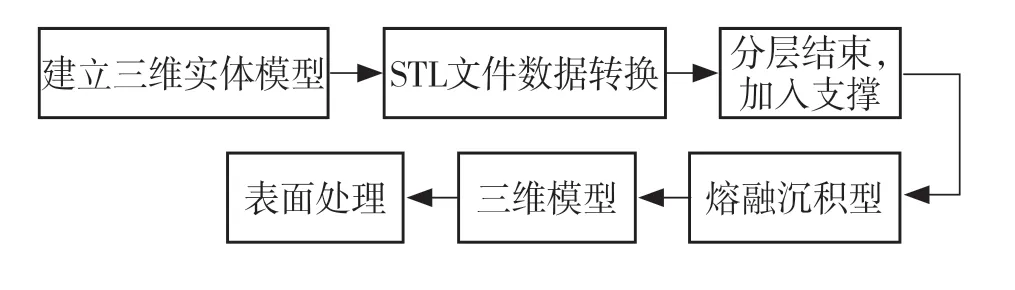
圖2 FDM 3D 打印工藝Fig.2 FDM 3D printing process
2 熔體微分3D 打印原理及特點
熔體微分3D 打印是基于熔融沉積型方法的一種成型工藝,成型過程包括耗材熔融、按需擠出、堆積成型3 部分[5],基本結構如圖3 所示。
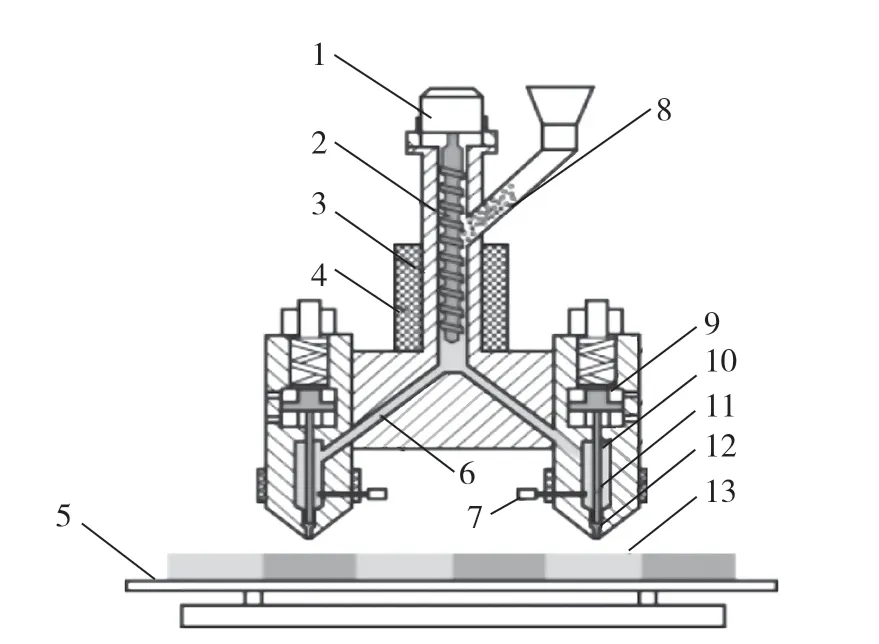
圖3 熔體微分3D 打印基本結構Fig.3 Fundamentals of melt differential 3d printing
粒料在通過漏斗容器進入裝置內后,在驅動電機的作用下,由螺桿向下施加一定的壓力,推動已經加熱的粒料向下運動,通過熱流道后,經過閥針驅動裝置向下輸送給噴嘴,噴嘴在熱力、動力、重力的共同作用下輸送至噴嘴,最后由噴嘴擠出,實現層層打印。熔化的顆粒體的“微單元”按需填充相關區域,并層層堆積,最終形成三維制品。
熔體微分3D 成型方法有以下特點:(1)采用螺桿式供料裝置,可使用一些在生產中出現的廢棄材料進行利用,意味著并不一定要用固體絲材進行打印,增加了熔融沉積型打印機所用耗材的使用范圍;(2)加入了熔體擠出控制裝置,防止出現普通FDM 3D 打印過程中出現的噴頭漏料,甚至溢出的情況;(3)通過一定的切片軟件的操作,這種成型方法能夠精準控制噴出的流量和擠出速率,提高廢棄料的使用率,保護環境,節約成本,提高打印效率。
3 顆粒擠出機3D 打印機的設計
FDM 型顆粒擠出機設計主要包括:顆粒擠出機的組成,顆粒擠出機電機、噴嘴的選擇,熔體內部結構設計等。擠出機設計圖如圖4 所示。
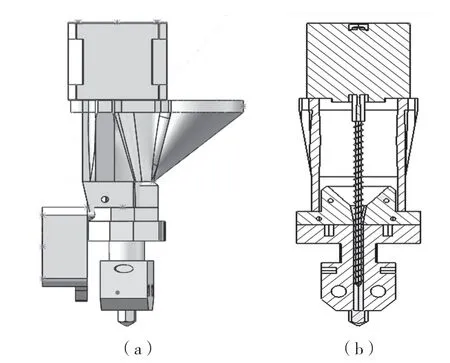
圖4 顆粒擠出機Fig.4 Pellet extruder
3.1 零部件組成
FDM 顆粒擠出頭裝置由一個42 步進電機、一個口徑0.6 mm 的噴頭、喉管、特制螺釘、六角螺母、連接件、風扇、熱敏、熱棒及打印固定件組成。
3.2 電機、噴嘴的選擇
選擇電機時應考慮驅動電流和步距精度角等的因素,FDM 顆粒擠出機的驅動電流不能過大,選擇4988 驅動器默認電流,在滿足電機不發熱的情況下使電機正常轉動并且存在“丟步”(電機轉速低于正常值)情況,螺桿擠出的力量較大,應選擇力矩較小的電機;若電機出現不丟步情況,一旦顆粒將電機卡住,則會引起擠出機爆炸。所以應選擇較小電流,使用4988 驅動器默認電流,并且選擇步進精度角較小的電機。步距精度角過大,顆粒易卡住電機。常見的42 和57 步進電機主要參數如表1 所示,最終選擇最大力矩小且尺寸較小的42電機。
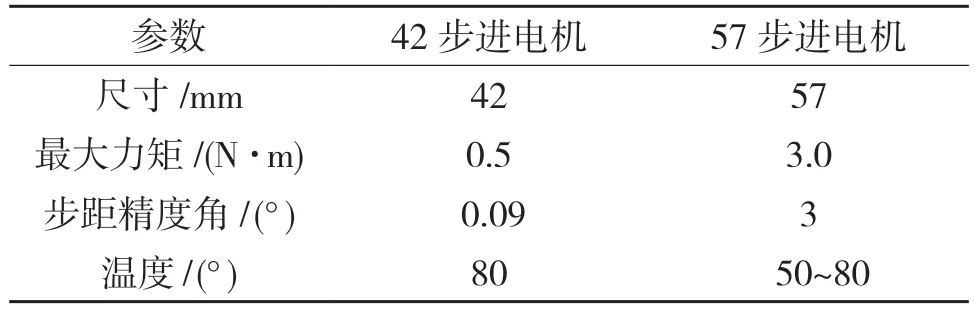
表1 42 和57 步進電機主要參數Tab.1 Comparison of main parameters of 42-step motor and 57-step motor
選擇噴嘴時應考慮打印件質量大小,如果用于家用,打印小物件時可選擇使用0.6 mm 噴頭,因為0.6 mm 噴頭回抽效果比較明顯,與FDM 常見的遠程/進程打印機相差不大。0.6 mm 噴頭對打印物料有一定要求,如果物料過大或者有雜質等,會產生堵塞。較常見的0.8 mm 噴頭,對物料要求稍低,且回抽效果也在接受范圍內,兼容性比較均衡。如果物料的雜質較多或打印大型物件則可以選擇直徑為1.0 mm 的噴頭,打印效率高,對物料的要求相對較低,擠出效率可達100.7 kg/h,打印速度較快,但回抽效果不夠理想。各噴頭測試結果如表2 所示。
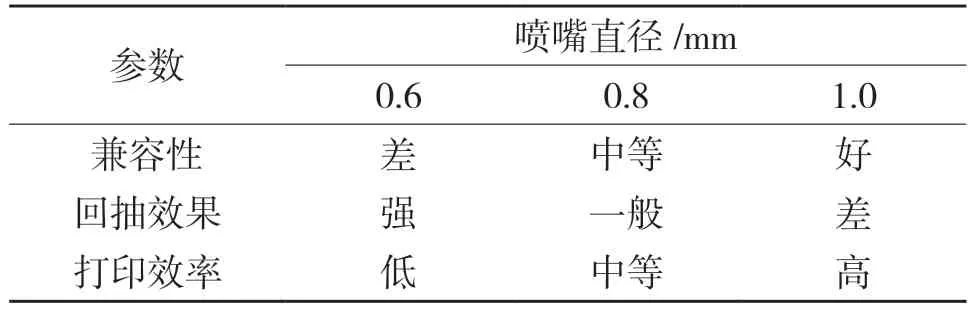
表2 不同直徑的噴嘴效果對比Tab.2 Comparison of nozzle effects with different diameters
3.3 熔體精密內部結構設計
要實現熔體的可控制擠出,應保持所用耗材在融化過程中能夠保持穩定的熔融狀態,可精準輸送至下一裝置,且在閥腔入口處有穩定的壓力供給。因此,顆粒擠出型螺桿的設計是本文的重點,受打印機結構尺寸限制采用微型螺桿。通過流變分析[6]及螺桿式熔融擠壓快遞成型裝置[7-8]相關模型,得到微型螺桿尺寸、轉速、顆粒擠出效率及支撐件壓力的關系式,為熔融沉積型顆粒擠出機的設計提供理論依據。
螺桿轉速與顆粒擠出流量效率的關系,由于螺桿直徑尺寸較小,其弧面效應不能忽略,因此不能使用無限平板理論公式[9]。Li 等[10]在邊界條件下計算分析等溫、牛頓流體參數的情況,提出了幾何參數、轉速和耗材粘稠度關系的表達式分別為
式中:Rb——螺桿外徑半徑;p——熔體壓力;——拖曳影響參數;——壓力流影響參數;ω=2πn,n——轉速。
王天明[11]根據Li 等[10]的理論模型,演算得出螺桿顆粒擠出效率表達式,如式(6)—式(8)。
螺桿旋轉運動產生的拖曳流Qd為
還要考慮流動過程中因壓力而產生的影響Qp
由式(6)—式(8)可知,槽深越大壓力流越大,計算量段長度越大壓力流越小,為減少壓力流應增加長度。式(7)、式(8)代入式(6)可得
經實驗及計算可得,n=200 r/min,螺桿總長度為966 mm,螺旋升角為12°,螺桿直徑為10 mm,計算段螺槽與螺桿半徑之比為0.18。此時裝置可以正常運轉。
3.4 問題及解決方案
3.4.1 裝置堵住的處理辦法
(1)噴頭堵塞解決方法:需將溫度加熱到200 ℃,使前端粒料融化,并待冷卻后將噴嘴取出或更換;(2)腔體堵塞解決方法:需將溫度加熱至210 ℃,在上機位反復點擊10 mm 擠出直至螺桿與攪拌倉分離,并進行拆解與更換腔體。
3.4.2 廢料打粉的方法
(1)粉碎機選用800G 及以上機型,粉碎廢料較為徹底,使用方便;(2)廢料應避免多種材質混合,如PLA 中混入PETG 或者ABS,打印中易出現擠出不暢,此時溫度可適當提高至210~215 ℃,不高于230 ℃,否則擠出機內部螺桿腔易產生磨損;(3)打粉機的電機螺母使用尼龍防滑螺母,原裝螺母易脫落,造成故障或者危險;(4)用點動開關控制打粉機啟動,每次打粉時間為3~5 s,不宜超過10 s,經三四次打粉后取粉過篩,收集過篩的物料,其余放回打粉機,重復以上步驟;(5)每次打粉機開蓋之前要切斷電源,以免誤啟動刀片飛出造成傷害。
需要注意的是,打粉機不能過熱,否則會使粉料融化。顆粒直徑小于0.5 mm 或長度小于5 mm 的物料,最好過篩3 次,不要混入金屬或者熔點高的物體如毛發等細長絲。
4 結語
由于熔融沉積型3D 打印發展體系還并不完善,所以FDM 3D 打印機在打印過程中出現粒料浪費的情況。本文利用熔體微分的原理,采用流變分析及螺桿式熔融擠壓快遞成型裝置的相關模型,對FDM 3D 打印顆粒擠出機結構進行整體設計研究,并進行實驗測試,并對于噴頭堵塞和廢料打粉提出了相應的解決方案,實現了精準控制擠出速率,提高廢棄料的使用率,節約了使用成本提高了打印效率,為后續綠色設計提供參考。
