基于RobotStudio 的復雜曲面拋光系統研究
2023-10-29 02:05:56錢亞瑋金曉怡劉雙龍奚鷹
農業裝備與車輛工程 2023年10期
錢亞瑋,金曉怡,劉雙龍,奚鷹
(1.201620 上海市 上海工程技術大學 機械與汽車工程學院;2.201804 上海市 同濟大學 機械與能源工程學院)
0 引言
“中國制造2025”為我國智能制造指明了方向[1-2]。與發達國家相比,我國的自動化和工業機器人產業仍處在起步階段,一些中小企業將“機器換人”作為現階段企業發展的目標和方向,這可改善員工的工作條件[3-5]。夏仁兵[6]基于六自由度工業機器人研究并開發了復雜曲面零件的自動拋光系統,利用WHUT-CLGenerator 系統離線生成拋光數據,將其導入ROBCAD 系統驗證軌跡的正確性及各多軸刀位點的可達性后,再導入WHUTRoPolish 系統完成拋光,該系統適用于大型零件,能夠對任意復雜曲面零件實現自動拋光;謝海龍等[7]介紹了基于網格曲面參數化算法的拋光軌跡生成法等多種軌跡生成法,為曲面零件拋光的軌跡規劃提供了較系統的解決方案;曹茗茗[8]以葉片型面拋光為例,設計了微細磨料水射流曲面拋光軟件,該軟件可以識別CAM軟件導出的NC文件,用譯碼、軌跡規劃、速度與處理等優化拋光軌跡。對復雜曲面拋光的研究多聚焦于軌跡規劃,對零件的擺放位置也有一定要求,適用于個性化生產。我國有很多勞動密集型產業,需要用到的軌跡規劃較為單一,例如手表行業[9]。手表行業中大部分工藝流程都由人工完成,特別是手表外殼的拋光工藝,其拋光過程較為復雜,需要操作人員手和眼高度配合才能完成,但長時間高精度、高效率工作非人力所及。
本文基于RobotStudio 仿真軟件搭建了復雜曲面拋光系統的工藝仿真平臺,固定砂輪,用機器人抓取表殼進行拋光,通過機械設備的穩定性提高手表外殼加工的產量和效率。
1 拋光系統流程設計
工業機器人常見的幾個應用場景包括碼垛、打磨、視覺、裝配和倉儲[10-12],本文的場景包括視覺和打磨,對IRB1200 工業機器人復雜曲面拋光系統的工藝流程進行設計,具體步驟如下:
(1)機器人旋轉到初始位置等待上料。由人工上料(每個物料盤可放16 塊表殼,表殼可隨機擺放,如圖1 所示),右側工業相機對物料盤拍照并上傳至上位機;視覺處理程序判斷每個表殼的位置和角度信息;上位機進行信息儲存,通過PLC的模擬量信號傳輸給機器人;機器人將每個表殼的信息存儲到抓取隊列中,之后機器人在右側等待位置等待“Start”命令;

圖1 物料盤上待加工表殼Fig.1 Watch case to be processed on material tray
(2)PLC 發送給機器人“Start”數字量信號,機器人依照抓取隊列中的信息對表殼進行拋光。機器人首先運動到視覺隊列中第1 個表殼位置上方并偏轉相應的角度,保證與表殼的中線對應,然后緩慢降低高度至爪手可以抓取表殼。PLC 控制爪手抓取表殼,并將表殼移動到右側拋光等待位置,緩慢靠近右側拋光輪,按規劃好的路徑對表殼進行拋光。拋光結束,機器人原位放回表殼,進行下一個表殼的拋光;
(3)右側物料盤的表殼全部拋光完畢后,機器人運動到初始位置。同理,對左側物料盤中表殼重復步驟(1)、步驟(2)的操作。需要注意的是,此時右側物料盤在流程上留有“空窗期”,所以工作人員要將右側物料盤上的表殼進行更換,等待機器人下一次的拋光作業。左側物料盤的表殼全部拋光完畢后,機器人運動到初始位置。
以上為一個循環作業過程,拋光作業不斷由右側至左側循環。
2 拋光系統流程仿真
2.1 三維模型建立
RobotStudio 工作站中,本文選用的IRB1200工業機器人模型可從模型庫中直接導入。雖然RobotStudio 軟件提供內部建模的操作,但由于本工作站中的外圍設備結構相對復雜,故選用SolidWorks 專業軟件建立三維實體模型。IGES、STEP、VrML、ACIS 及CATIA 等模型格式均可導入RobotStudio,程序員可依據精確數據編寫精度更高的機器人程序,從而提高產品質量[13]。圖2 所示為整個仿真平臺需要搭建的模型。

圖2 仿真平臺整體模型搭建Fig.2 Construction of overall model of simulation platform
復雜曲面拋光系統分為機器人本體、控制柜、上位機、左右物料區、拋光輪5 部分,整體布局如圖3 所示。為最大限度地使用機器人的工作半徑,將左右物料區關于機器人對稱布置,上位機及控制柜布置在機器人后方,2 個拋光輪放置在機器人前方的拋光作業區,由同一個電機驅動。

圖3 表殼拋光系統整體布局圖Fig.3 Overall layout of case polishing system
2.2 I/O 信號
RobotStudio 中,Smart 組件能夠代替PLC 模擬真實的數據通訊[14-16],實現上下料過程的仿真,用到的Smart 組件主要有Random、Comparer、Expression、VectorConverter、Source 和Sink。上下料Smart 組件邏輯流程圖如圖4 所示。
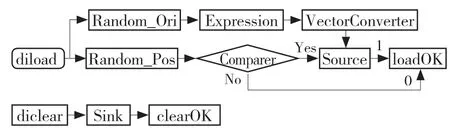
圖4 上下料Smart 組件邏輯流程圖Fig.4 Logic flow chart of Smart component for unloading and loading
由仿真程序向Smart 組件發送一個diload 的數字量上料信號,該信號同時激活Random_Ori 和Random_Pos 隨機數組件,前者產生0~360 的隨機數,后者產生-1~3 的隨機數。Random_Ori 產生的隨機數傳到Expression 表達式組件進行角度轉弧度換算,公式為“Random_Ori/180*pi”。經過換算的數據傳輸到VectorConverter 向量組件的Z軸數據中,產生的包含Z軸隨機角度的向量存儲到用來生成表殼工件的Source 源組件,等待生成信號的激活。生成信號則是Random_Pos 產生的隨機數,經過Comparer 判斷,Random_Pos ≥0 時輸出1,隨機數<0 時輸出0。輸出1 可激活Source 源組件以內部存儲的位置及角度數據生成一個表殼工件,并將loadOK 信號置為1;反之,置為0。
下料主要用到的Smart 組件為Sink 刪除組件。將上料過程中生成的表殼工件連接到Sink 組件的待刪除源物體,等待仿真程序發送的diclear 信號激活Sink 組件便可將此表殼工件完全刪除,模擬工作人員的下料操作。
上料完畢后,用Smart 組件實現夾爪對表殼工件抓取和放下的仿真。夾爪Smart 組件主要利用到PlaneSensor、Attacher、LogicGateDetach[NOT]、Detacher、LogicSRLatch 和LogicSRLatch_2。夾爪Smart 組件邏輯流程圖如圖5 所示。

圖5 夾爪Smart 組件邏輯流程圖Fig.5 Logic flow chart of gripper Smart component
夾爪邏輯思路:當夾爪轉到待加工表殼位置時,來自仿真程序的數字量信號digrip 置1,激活裝在夾爪上的PlaneSensor 面傳感器,檢測到物料后,激活Attached 組件,使檢測到的物料安裝在夾爪上。夾爪Smart 組件設計圖如圖6 所示。

圖6 夾爪Smart 組件設計圖Fig.6 Gripper Smart component design drawing
接下來,由機器人抓著表殼靠近拋光輪進行拋光,拋光軌跡在此不做詳細分析。拋光完畢后,機器人將加工后的表殼放回原位置,仿真程序將digrip信號置0,PlaneSensor面傳感器取消激活狀態。同時,來自digrip 的0 信號經過LogicGate [NOT]邏輯非組件后輸出1,激活Detacher 組件,加工后的表殼物料從夾爪上拆除。
每個Smart 組件都設有一個I/O 信號端口,通過I/O 信號端口,可以在工作站邏輯中對整個工作站的所有Smart組件進行匯總,包括信號的連接、邏輯的梳理等。整個過程相當于對仿真工作站的系統調試,目的是保證工作站能夠按照預計的仿真流程運行,Smart 組件中部分I/O 信號的連接如表1 所示。

表1 夾爪Smart 組件I/O 信號連接Tab.1 Gripper Smart component I/O signal connection
2.3 程序設計
為了加工工藝過程的流暢,開始加工流程前的首要任務是系統初始化[17-19]。本文所編寫的子程序按工作流程排序主要有左右側識別程序、左右側上料程序、左右側下料程序、左右側拋光程序、拾取程序、放置程序等,具體程序架構如圖7 所示。

圖7 表殼拋光系統程序架構Fig.7 Case polishing system program architecture
程序設計的關鍵是保證生產加工的可持續性和高效性[20]。在程序設計的過程中,為保證硬件穩定工作,需要對I/O 端口和變量進行初始化。Main()函數作為整個程序執行的起點,控制工作站的整個工作流程,調用Xialiao_R 和Xialiao_L 程序對物料盤初始化,調用Shangliao_R 程序使右側物料盤上料,Recognition_R 對右表殼位置進行識別,當輸入的數字量信號為1 時,與之對應的表殼工位激活并加入拋光隊列,等待抓取程序GripCase、右側拋光Polish_R、放回程序Putback,在識別的同時,調用Xialiao_L、Shangliao_L 程序。完成右側物料盤上表殼的拋光工作后,對左側物料盤執行同樣操作。將上述右側、左側2 套操作并入一個For 循環語句,使整個拋光流程循環進行。
3 仿真結果分析
通過搭建三維模型、設計Smart 組件、連接I/O 信號、離線編程,完成了復雜曲面拋光系統在RobotStudio 軟件中的仿真工作站設計,工藝仿真模擬效果如圖8 所示。

圖8 表殼拋光系統仿真模擬效果圖Fig.8 Simulation effect diagram of watch case polishing system
在機器人對表殼抓取拋光過程中,RobotStudio軟件提供的實時碰撞監測組件可以有效防止實際加工過程中機器人與外圍設備之間、機器人末端夾具與拋光機之間發生碰撞[21]。機器人上下料過程中的碰撞仿真效果如圖9 所示,碰撞監測分析中顯示碰撞對象的名稱以及碰撞點的坐標。

圖9 機器人抓取表殼與拋光輪外殼碰撞圖Fig.9 Collision diagram of robot grabbing watch case and polishing wheel shell
4 結語
本文基于RobotStudio 仿真軟件搭建了復雜曲面拋光系統的工藝仿真平臺,根據實際表殼工件參數創建了工件模型、設計了夾爪工具,并且對工作站中的外圍設備進行建模;然后依照Smart 組件創建工作站邏輯,實現了表殼工件抓取和放置的動作效果,通過配置I/O 信號實現了仿真控制器與機器人的通信。編寫離線程序,完成機器人識別表殼位置信息并進行抓取、拋光、放回等作業,利用碰撞監測功能實時監測加工過程中設備間的碰撞情況,以確保設備安全運行。該拋光系統結合了視覺和拋光兩大功能,大大提高了手表外殼的拋光效率,改善了工人的工作環境。目前,拋光系統已投入生產。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
