后滑軌組件加工穿孔問題及解決方案
2023-10-23 02:10:06朱為倉漆燚殷豪劉洋
金屬加工(冷加工) 2023年10期
關鍵詞:深度
朱為倉,漆燚,殷豪,劉洋
中國兵器工業集團江山重工研究院有限公司 湖北襄陽 441057
1 序言
機床滑軌的作用是導向和承載,引導運動部件沿一定軌跡準確地運動,并承受運動部件及其上安裝件的自重和切削力[1]。滑軌聯接的截面構型指滑軌縱向橫截面上所具有的不同形狀。機床滑軌聯接面有多種不同的構型,常用的有矩形滑軌、三角形滑軌和燕尾形滑軌等[2]。
本文淺析一種后滑軌組件加工穿孔的質量問題。分析后滑軌組件加工穿孔缺陷產生的原因[3],通過制定針對性的返修技術方案,對技術方案進行實際驗證,后滑軌組件最終達到了產品使用要求,大幅減少企業損失,為類似產品提供了可供參考的新方法和思路。
2 問題及原因分析
2.1 產品結構及加工工藝
一種后滑軌組件主要由底座、左滑軌、右滑軌及標準件組成,滑軌聯接面的構型為矩形滑軌。底座為焊接結構件,左滑軌、右滑軌與底座分別采用螺釘加平墊、彈墊聯接結構。后滑軌組件截面如圖1所示。
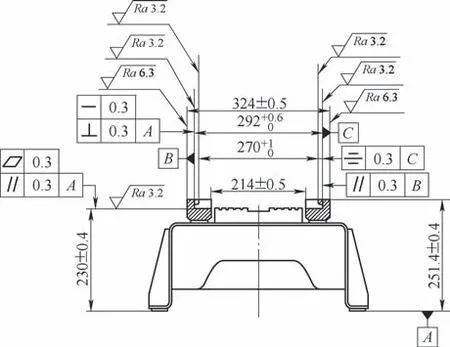
圖1 后滑軌組件截面示意
后滑軌組件中左滑軌、右滑軌為左右對稱件,左滑軌、右滑軌軌道面及矩形滑槽面均需要裝配成為部件后機械加工,以滿足圖1所示尺寸和公差要求。
左滑軌、右滑軌的加工工藝路線為:下料→去應力退火→校正→刨→粗銑→鉗→調質→校正→半精銑→鉗→精銑→鉗。后滑軌組件的加工工藝路線為:裝配→精銑→化學鍍鎳。左滑軌、右滑軌加工工藝路線長、工序多,加工周期長。
2.2 問題描述
后滑軌組件機械加工完成后,在后滑軌組件的右滑軌機械加工面上發現多處穿孔質量問題,如圖2所示,穿孔位于螺釘聯接右滑軌的位置。右滑軌軌道表面油槽局部破損,導致油槽無法存油;同時,多處滑軌面發現飛邊,這樣會極大地增大滑軌接觸摩擦力,嚴重影響后滑軌組件的功能實現。

圖2 后滑軌組件穿孔
2.3 原因分析
游標卡尺可測量加工件螺紋的尺寸以及螺紋底孔深度。對在制品右滑軌螺紋底孔深度進行檢測,如圖3所示,發現部分右滑軌φ8.5mm螺紋底孔深度不一致,游標卡尺測量螺紋底孔深度為21~28mm不等,超過了圖樣孔深21mm的要求。
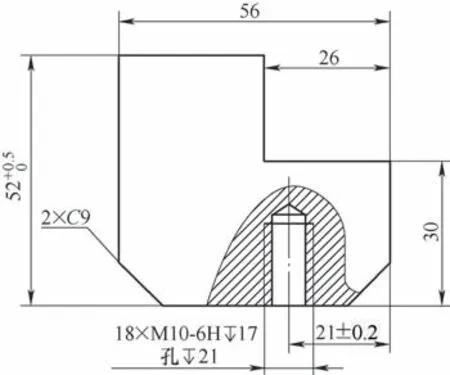
圖3 右滑軌截面示意
擰下后滑軌組件右滑軌面穿孔位置的M10×25mm(GB/T 70.1—2008)聯接螺釘后,用游標卡尺對φ8.5mm螺紋底孔深度進行測量,發現穿孔位置右滑軌螺紋底孔深度均≥23mm,螺紋底孔深度存在不同程度的尺寸超差,不滿足圖樣要求。
后滑軌組件中右滑軌截面如圖4所示。右滑軌螺紋底孔位置的有效壁厚為30mm(見圖3),底面兩側倒角9mm×45°。半精銑工序鉆φ8.5mm螺紋底孔,選用直徑8.5mm直柄麻花鉆(GB/T 6135.2—2008),圖樣要求螺紋底孔深度21mm,加上鉆頭頭部尖角尺寸約2.5mm,底孔最大深度≤23.5mm。右滑軌裝配前需精銑底面,精銑后底面兩側倒角為8mm×45°,可以計算出精銑加工量為1mm,以保證右滑軌安裝的底面基準。后滑軌組件中后滑軌螺紋底孔位置的壁厚為27mm(見圖4),兩道油槽尺寸為4mm×2mm(2處),油槽深度2mm,后滑軌螺紋底孔位置的壁厚減去油槽深度2mm,再減去精銑加工量1mm,與右滑軌截面進行比較,經過尺寸鏈進行計算,計算得出后滑軌螺紋底孔位置的有效壁厚僅為2.5mm。
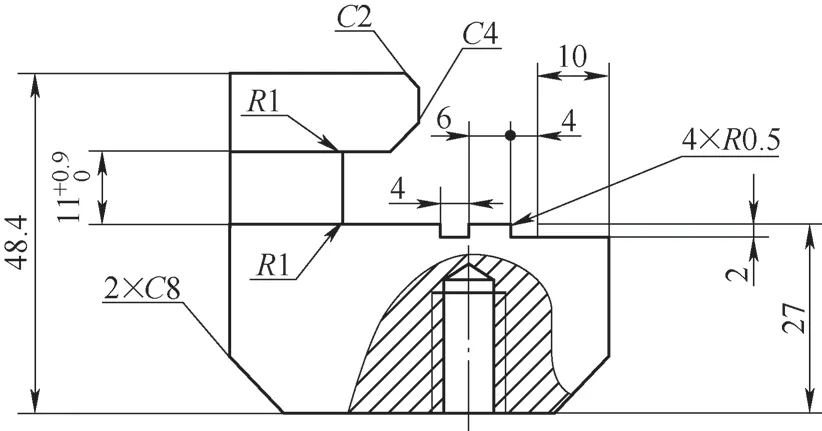
圖4 后滑軌組件中右滑軌截面示意
從右滑軌單件和后滑軌組件加工尺寸鏈計算可以看出,右滑軌半精銑工序鉆φ8.5mm螺紋底孔深度尺寸超差是造成后滑軌組件機加面穿孔質量問題產生的直接原因。
3 解決方案
對φ8.5mm螺紋底孔深度超差的后滑軌組件和右滑軌單件進行返修,制定具體返修方案如下。
“咦?”唐小果見糖龍變成這樣,就壯著膽子把它提了起來,把它的龍須拉得細長。見糖龍沒有任何反抗的跡象,唐小果一邊將它捏在手里把玩,一邊質問道:“你是誰?捉弄我的是不是你?你真的是龍嗎?你會騰云駕霧、呼風喚雨嗎?為什么來到我房間?”
3.1 右滑軌單件返修
對于φ8.5mm螺紋底孔深度尺寸超過21mm的右滑軌進行返修,如圖5所示,詳細返修流程如下。

圖5 右滑軌返修示意
1)右滑軌翻面,先從φ8.5mm螺紋底孔處用直徑5mm直柄麻花鉆(GB/T 6135.2—2008)鉆頭鉆φ5mm通孔;然后翻面,從背面鉆錐孔與φ8.5mm底孔接平,孔口形成焊接坡口。
2)準備M10×20mm(GB/T 70.1—2008)聯接螺釘若干,在螺釘中心位置鉆φ2mm通孔,備用。
3)用前端加石棉墊的上述M10×20mm(GB/T 70.1—2008)聯接螺釘從底面擰到右滑軌M10螺紋孔中,石棉墊至滑軌面,預留6mm左右用于補焊。
4)補焊:采用鎢極氬弧焊,焊絲規格:ER50-6、φ2.0m m,電流I=90~120A,氣體流量8~12L/min,焊接不得有氣孔、夾渣等缺陷。
5)焊后拆除螺釘,矯正右滑軌上下左右四面,保證底面平面度≤0.5m m,左右側面平面度≤0.5mm。
6)轉機加:對矯正后的右滑軌進行機械加工,底面去除量1~1.5mm,上平面見光即可。
右滑軌返修后經過檢驗,合格后轉入后滑軌組件裝配工序。
3.2 后滑軌組件返修
對后滑軌組件中產生穿孔質量問題的工件進行返修,如圖6所示,制定具體返修方案如下。
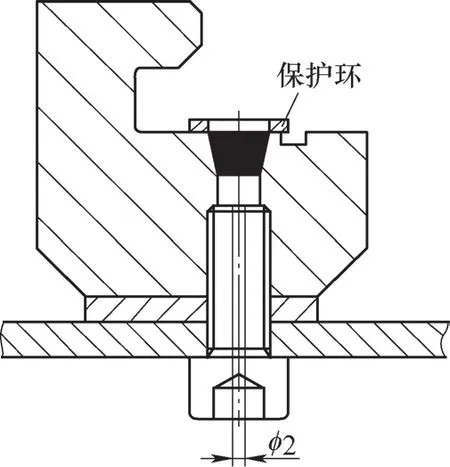
圖6 后滑軌組件返修示意
1)檢驗后滑軌組件左右滑軌面,標記待修孔的位置。
2)準備M10×25mm(GB/T 70.1—2008)聯接螺釘若干,在螺釘中心位置鉆φ2mm通孔,備用。
3)后滑軌組件翻面,底面朝上,逐個拆M10×25(GB/T 70.1—2008)聯接螺釘,φ8.5mm螺紋底孔處用直徑5mm直柄麻花鉆(GB/T 6135.2—2008)鉆頭鉆通孔φ5mm。
4)后滑軌組件再次翻面,鉆錐孔與φ8.5mm底孔接平,并倒角形成焊接坡口。
5)裝入中心鉆孔的M10×25mm聯接螺釘,螺釘端頭加石棉墊作為焊接襯墊,石棉墊至滑軌面預留5~6mm用于補焊。
6)重復步驟3)~步驟5)。
7)清理待焊位置油污等。
8)補焊:采用鎢極氬弧焊,焊絲規格:ER50-6、φ2.0mm,電流90~120A,氣體流量8~12L/min,焊接不得有氣孔、夾渣等缺陷;蓋面焊時可用φ17mm×φ11mm(外徑×內徑)、厚度2mm的保護環對滑軌軌道表面油槽棱邊進行保護,防止焊接燒蝕油槽棱邊。
9)逐個拆掉中心鉆孔的M10×25mm聯接螺釘,換裝M10×25mm(GB/T 70.1—2008)聯接螺釘。
10)對補焊的后滑軌組件進行機械加工。
11)后滑軌組件轉入化學鍍鎳工序。
后滑軌組件和右滑軌按上述返修方案進行返修,經檢驗,未發現其他缺陷,最終滿足了設備的使用要求。
4 結束語
從后滑軌組件穿孔質量問題件返修的全過程來看,由于單件滑軌孔加工尺寸超差,導致后滑軌組件發生批量穿孔質量問題,教訓十分深刻。通過制定針對性的返修技術方案,驗證后滿足使用要求。由此應吸取教訓:在產品加工過程中,嚴格按圖樣要求尺寸和公差進行加工。質量部門及加工操作人員須重視,加強生產過程質量控制,避免此類問題的發生。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
