一種二位置開關觸指自動打磨設備設計
2023-10-23 05:12:06劉康寧方陽陽呂崇偉李殿偉
機電產品開發與創新 2023年5期
趙 斌, 劉康寧, 方陽陽, 呂崇偉, 李殿偉
(1.國能鐵路裝備有限責任公司滄州機車車輛維修分公司,河北 滄州 061113;2.北京北九方軌道交通科技有限公司,北京 100036)
0 引言
我國自主設計開發的韶山系列直流電力機車依然在我國大宗商品運輸中承擔重要牽引任務,根據電力機車檢修規程,機車使用單位鐵路機務段需要定期對電力機車進行大修,其中二位置開關需要同時進行檢修并對磨損的觸指進行維修或更換,為降低檢修成本,減少環境污染和資源消耗,需要對部分磨損不嚴重的觸指進行翻新再利用。 隨著機器人、激光視覺檢測技術的發展,利用機器人抓取工件并執行仿形軌跡, 利用3D 激光傳感器實現非接觸式檢測, 再配合雙工位打磨及拋光設備,將觸指檢修由傳統的手工作業升級為自動打磨、 拋光、非接觸式激光檢測、數據智能判斷、自動記錄,工藝過程自動執行。
1 概述
1.1 二位置觸指的用途
韶山系列直流電力機車高壓柜內二位置轉換開關用來轉換接通機車主電路,控制機車牽引電機,實現機車的牽引、制動及向前、向后換向。 轉換開關主要由前后換向轉鼓和牽引制動轉鼓兩大部分組成。 示意圖如圖1 所示。
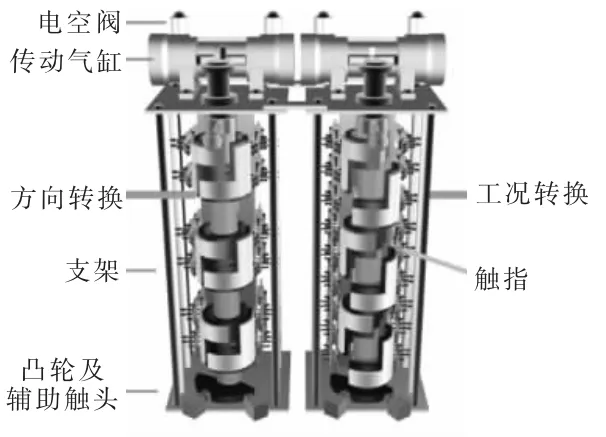
圖1 二位置轉換開關示意圖
牽引、 制動工況切換和向前, 向后方向切換, 通過轉鼓和觸指的不同組合控制牽引電機勵磁繞組的接線方式和電流方向來實現。 機車運行過程中, 轉鼓和觸指之間有電流流過,轉鼓和觸指需要保持良好接觸。 觸指通過彈簧按壓和轉鼓保持接觸,示意圖如圖2 所示。
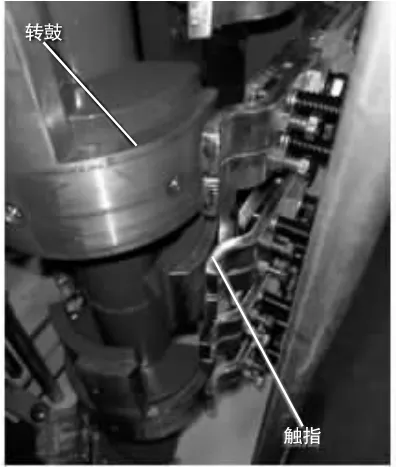
圖2 轉鼓和觸指示意圖
機車運行過程中, 工況頻繁切換, 轉鼓和觸指之間摩擦頻繁,觸指磨損嚴重,磨損后的觸指如圖3 所示。

圖3 磨損后的觸指示意圖
新觸指的主要參數為寬度18mm、 厚度7.1mm, 接觸部分弧度R20 ,粗糙度6.3,示意圖如圖4 所示。
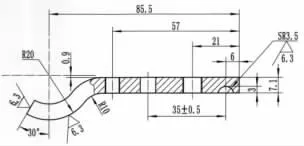
圖4 觸指尺寸示意圖
1.2 二位置觸指的檢修現狀
1 臺 機 車 有160 個觸指, 機車大修時需要對磨損嚴重的觸指重新電鍍或者更換。 新觸指或者電鍍后的觸指,為了保證和轉鼓之間的緊密接觸,安裝之前,需要對觸指與轉鼓的接觸部分進行表面處理, 需要確保觸指接觸部分的表面粗糙度和柱度精度,確保轉鼓與觸指線接觸不小于14mm。
現有的二位置觸指在拆卸后, 均由人工采用砂紙和平挫進行打磨,人工打磨后的工件,隨意性很強,工件一致性差,誤差數據分散。 表面粗糙度大于12.5,圓柱度大于0.25mm; 并且工件打磨后檢測是否合格的工藝復雜,需要相關工件配合后檢測接觸部分的長度是否大于14mm, 如果小于14mm, 需要反復打磨直到達到合格標準,打磨的具體次數無法確定,費時費力。 人工打磨觸指示意圖如圖5 所示。

圖5 人工打磨觸值現狀
2 觸指自動打磨設備組成
為了提升觸指的打磨效率,檢修質量,設計并開發了二位置自動觸指打磨設備,該設備主要由6 軸工業機器人、浮動恒力雙工位打磨砂帶機(以下簡稱 “砂帶機”)、3D 激光檢測系統、 上料盤和下料筐等組成。 機器手抓取觸指,進行測量和打磨。 砂帶機用于觸指打磨,配置兩條砂帶,粗砂帶用于磨削,細砂帶用于表面拋光。3D 激光檢測系統用于觸指的表面粗糙度、圓柱度、厚度測量,輸出觸指的外形尺寸點云數據,自動判斷觸指圓柱度及粗糙度合格狀況。
2.1 六軸機器手
六自由度機器手的主要配置為負載20kg, 工作半徑為1.7m,重復定位精度不低于±0.06mm。 機器人配有氣動夾爪,用于執行工件抓取、測量、打磨等工序,代替人工。氣動夾爪由氣缸驅動、設計夾持力50kg。
2.2 砂帶機
砂帶機配置75mm 寬粗細兩條砂帶, 同時配置軸向力位柔順補償器, 可根據工作需要對末端工具進行重力補償并精確輸出平行于機械臂軸向的接觸力, 該裝置還能根據接觸表面的輪廓特征進行自適應伸縮, 解決了接觸面敏感特征工藝與快速接觸移動之間的難題。
砂帶機浮動范圍20mm、位置精度0.05mm、浮動壓力10-300N、雙側砂帶浮動打磨,分別用于工件打磨及拋光工序。
砂帶機配置變頻器, 可以根據需要調節砂帶的運行速度,轉速范圍為0~3000rpm。
2.3 3D 激光檢測系統
3D 激光檢測系統主要由3D 激光線掃描傳感器、移動模組、工控機及檢測軟件組成。 3D 激光傳感器用于觸指尺寸的非接觸測量, 安裝于伺服電機驅動的移動模組上。 如圖6 所示,機械手抓取工件,移動模組帶動3D 激光傳感器對工件進行勻速掃描, 傳感器輸出點云數據至工控機, 通過相關算法,計算觸指的粗糙度及圓柱度數據,從而判斷觸指是否滿足要求。表1 詳細列明了3D 激光線掃描的主要參數。
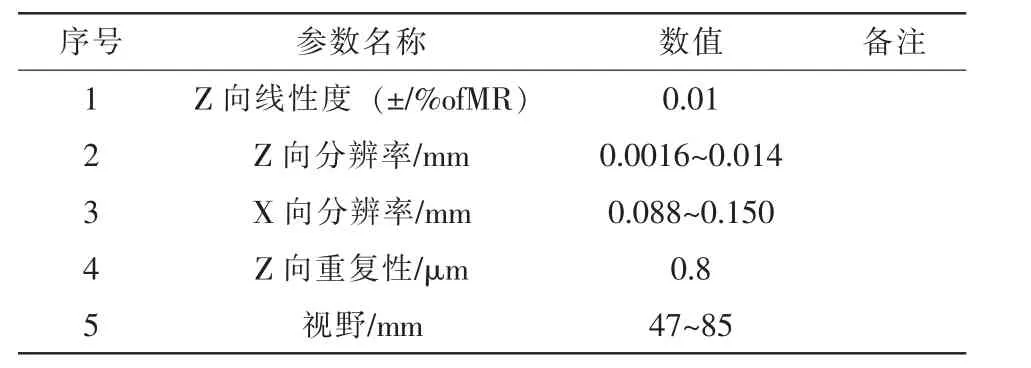
表1 3D 激光線掃描主要參數
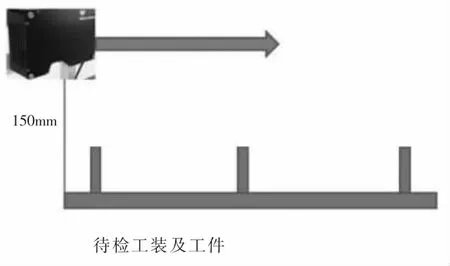
圖6 3D 激光線掃描示意圖
2.4 上料盤
上料盤用于人工擺放待打磨的觸指、 上料盤可以容納12個觸指。上料盤帶有工件定位和上料定位裝置,由氣缸驅動送至觸指抓取位置。 觸指采用V 形布置,提高操作臺利用率,并且方便機器人抓取,如圖7 所示。
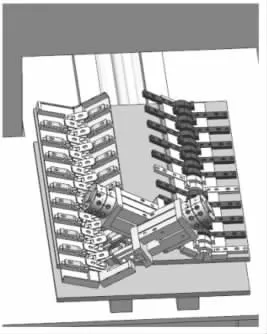
圖7 觸指上料盤示意圖
2.5 下料筐
下料筐放置于機械手附近,使用滑道下料,料筐采用輪子滑動,方便人工取放。
下料框設有定位裝置和工件有無檢測, 控制信號接至觸指打磨設備控制系統,如圖8 所示。
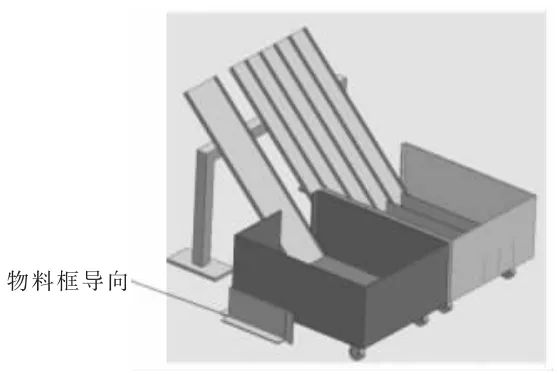
圖8 物料框示意圖
2.6 觸指定位及抓取裝置
觸指基本外形尺寸如圖9 所示, 觸指在加工過程中工件存在加工誤差, 根據工件本身的外形和φ7 的孔位作為工件的定位點, 工件的定位公差控制在±0.5mm 以內。
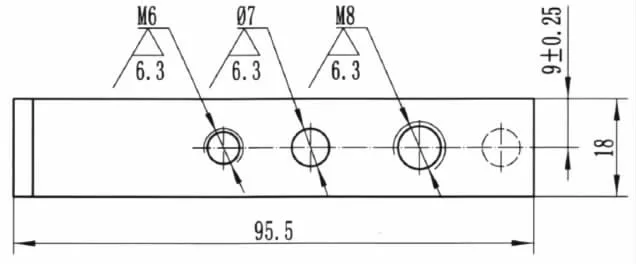
圖9 觸指的外形尺寸圖
定位工裝采用傾斜式設計, 既可以方便快捷的安裝工件,又可以為機械手抓取工件提供姿態上的補償,工件定位準確。 定位工裝示意圖如圖10 所示。
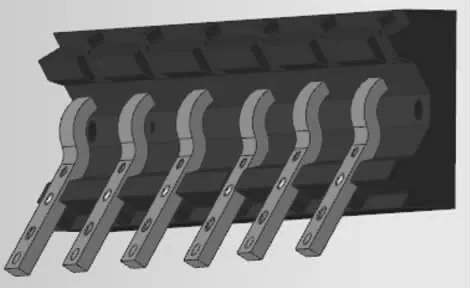
圖10 工件定位工裝
定位工裝根據觸指外形尺寸進行設計,根據加工加工節拍設計,工裝設計容納觸指12 個,由人工放置。定位工裝整體安裝于直線導軌上,由伸縮氣缸驅動到達上料位和抓取位。
夾爪手指安裝固定在機械手上、設計采用“V”形自定心機構,兼容新件和翻新件,工件外形尺寸在±0.3mm 范圍內的工件,均可兼容,同時解決了工件外形尺寸一致性差的難題。
本設備選用20kg 機械手作為移動設備,夾爪手指匹配該機械手,同時對工件二位置觸指有自定心定位作用,保證每次機器人抓取工件后的位置都是準確的, 根據工件的尺寸,該手指的定位精度高達±0.1mm。 手指通過氣爪驅動,氣爪抓取力設計50kg 以上,保證工件在打磨時,工件位置的穩定可靠。 夾爪夾取工件如圖11 所示。
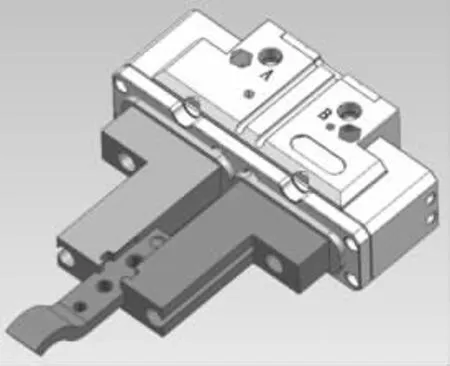
圖11 夾爪夾取工件示意圖
3 觸指加工過程
人工將工件放入上料盤,上料結束后,上料盤自動進入待抓取位置,機械手抓取工件到3D 激光線掃描工位進行觸指厚度和圓柱度測量,3D 傳感器輸出點云數據,軟件算法根據點云數據自動判斷觸指厚度和觸指的圓柱度數據,通過自動計算給出該觸指的打磨量。
機械手夾持工件到打磨位置并執行設定的仿形軌跡,利用磨砂帶機先進行打磨工序,結束后,進行3D 激光檢測、根據檢測數據指揮機械手執行拋光工序,拋光結束后, 根據檢測結果判斷再次磨削、 廢棄處理或者合格下料。 觸指打磨工藝流程圖如圖12 所示。
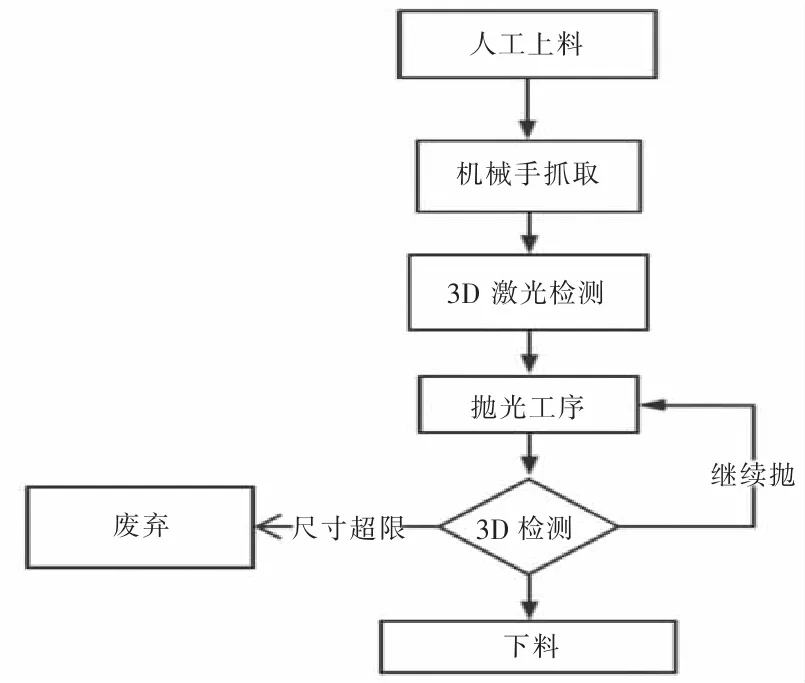
圖12 觸指打磨工藝流程圖
3.1 打磨和拋光
觸指的表面處理包含打磨、 拋光和激光檢測3 個主要工序。機械手通過夾爪自動夾持觸指,經過激光傳感器進行數據檢測后,機械手將自動移動至打磨工位,機械手根據設定的數控仿形軌跡,自動執行仿形軌跡。砂帶機根據控制系統的命令,自動執行設定的速度,實時監測并保持觸指與砂帶之間的接觸力, 確保觸指和砂帶之間的接觸力保持恒定。
根據工件的材質,打磨工序選定砂帶目數為200 目,75mm 寬的金剛砂砂帶。砂帶機和機械手根據設定的打磨時間執行打磨過程,時間到達后,機械手自動離開打磨工位,砂帶機停止轉動并處于待命狀態。
打磨結束后、 機械手夾持工件再次進行觸指圓柱度檢測,根據檢測數據,機械手夾持觸指到拋光工位執行拋光動作,砂帶機自動調整合適的砂帶轉速用于拋光,并自動監測和調整拋光砂帶與觸指之間的接觸力。 根據工件的材質和試驗測試數據, 拋光工序選用800 目金剛砂砂紙。砂帶機和機械手將自動執行設定時間的拋光,時間到達后,將結束拋光過程,再次進行圓柱度檢測,根據檢測結果,決定是否再次拋光、合格工件放置或者廢棄工件。打磨和拋光過程如圖13 所示。

圖13 觸指打磨和拋光過程示意圖
3.2 觸指參數檢測
觸指參數檢測包含觸指厚度檢測和觸指粗糙度及柱度檢測, 觸指厚度檢測用于區分觸指是新件或者翻新件(觸指接觸部分磨損寬度小于5mm,電鍍后、表面處理后可以重新利用的工件)、從而采用不同打磨和拋光作業參數。觸指粗糙度檢測用于確定觸指表面的粗糙程度,柱度檢測用于確定觸指部分1 條直線內各個點相對于測量參考點的高度誤差,如果高度誤差大于0.2mm,將導致觸指與轉鼓的線接觸長度小于14mm,接觸不充分,接觸電阻大,觸指和轉鼓之間容易產生過熱,燒蝕。
3.2.1 觸指厚度檢測
二位置觸指厚度測量,3D 相機垂直圖中觸指的表面,并與工件表面平行移動,通過相機的X 軸檢測觸指的厚度,用于判斷工件種類(翻新件/新件)。 新觸指厚度為7.1mm,翻新觸指接觸部分厚度小于7.1mm,如圖14 所示。

圖14 觸指厚度測量示意圖
3.2.2 觸指柱度檢測
二位置觸指柱度,相機垂直掃描,并沿下圖中移動方向掃描,測量出觸指部分的點云數據,經過軟件算法,計算出觸指的柱度,如圖15 所示。

圖15 觸指圓柱度測量示意圖

圖16 觸指柱度檢測掃描示意圖
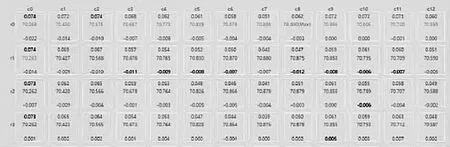
圖17 點云數據行列截圖
3D 激光傳感器由伺服電機驅動的模組進行水平方向勻速往復運動,完成對工件的掃描。
3.2.3 觸指點云數據
3D 激光傳感器輸出點云數據, 每個點含有X、Y、Z 3 個方向的數據,需要檢測觸指區域的尺寸為18*26mm。 選取23行 (R0-R22) 和24 列(C0-C23)總計552 個點的數據用于觸指的圓柱度、粗糙度計算。 實際測試過程中的截取的點云數據示意圖(c0-c12,r0-r8)如下:
采用最大,最小值的方法計算觸指的柱度參數:
選取C0 列C0R0——C0R23 中的高度 (Z 方向的數值)的最大值減去最小值,例如C0Z=C0R10-C0R18;
選取C1 列C1R0——C1R23 中的最大值減去最小值,例如,C1Z=C1R3-C1R19;
選取C23 列,C23R0---C23R23 中的最大值, 最小值,例如C23Z=C23R12-C23R23
觸指的柱度計算方法為:
打磨量=MAX(C0Z,C1Z,C2Z---C23Z),選擇其中最大的,也就是整個工件的柱度數值。
機械手根據測量的工件柱度數值,自動執行打磨、拋光過程,打磨、拋光的量由該測量值決定。
4 設備性能
經過打磨和拋光處理后, 觸指的表面粗糙度可以達到3.6,相對于手工作業粗糙度12.5,有大幅提升。 觸指的柱度參數小于0.1mm, 對比手工打磨也有大幅度的提升。經過實際測試,對于新觸指,只需要將觸指與轉鼓接觸部分表面鍍層除掉,1 個觸指的作業時間小于30s。 對于電鍍后的翻新觸指,因需要對觸指表面磨平部分進行處理,與磨平部分相銜接的部分需要進行修形,單個觸指的作業時間在90s 內。相對于手工作業,節省了約1/2 時間,而且處理后的工件一致性好,誤差數據集中。手工與自動打磨觸指的比較如圖18 所示。

圖18 手動與自動打磨工件對比
5 結束語
自動觸頭打磨設備經過測試、 實際使用,表明用機械手抓取工件、3D激光測量、雙工位砂帶機分別打磨和拋光,可以取代傳統的手工作業。處理后的工件粗糙度、 柱度數據及工件一致性比手工作業都有大幅提升。 在鐵路機務段、大修基地推廣使用后,將大幅提升國內SS4B/4G 直流機車二位置轉換開關的檢修效率、質量水平,有利于延長二位置轉換開關的使用壽命,降低檢修成本。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國共青團(2015年7期)2015-12-17 01:24:38
