WC含量及熱處理對WC-Fe60熔覆層組織與性能的影響
2023-10-23 01:24:04薛瑞雷翁益青周建平
金屬熱處理 2023年10期
高 楓, 薛瑞雷, 滿 蛟, 翁益青, 周建平
(新疆大學 機械工程學院, 新疆 烏魯木齊 830017)
激光熔覆是一種高效的表面材料沉積技術,可在金屬表面制備高質(zhì)量的熔覆層[1-2]。鐵基、鎳基和鈷基合金粉末是激光熔覆較為常見的粉末。其中,鐵基粉末因其低成本、高性能而被廣泛應用。近年,許多研究者通過制備具有不同硬質(zhì)顆粒的復合熔覆層來提高材料的顯微硬度和耐磨性[3-4],WC顆粒因其具有低熱膨脹系數(shù)、高硬度和良好的潤濕性,是鐵基熔覆層最常用的增強相。目前對于WC顆粒增強鐵基合金熔覆層的研究主要集中在WC的含量、形態(tài)等對熔覆層微觀組織、耐摩擦磨損性能的影響。陸海峰等[5]在45鋼表面制備了無明顯缺陷的WC增強Ni基合金熔覆層,結果表明,與基材相比熔覆層的摩擦因數(shù)降低了48.3%、磨損率降低了96.4%。沈言錦等[6]在45鋼表面制備了WC增強鐵基涂層,結果表明,熔覆層的硬度與耐磨損性能均顯著提升。馬世博等[7]研究了不同形態(tài)的WC和不同含量WC對Fe60熔覆層組織與力學性能的影響,結果表明,機械合金化方式改善了熔覆層自熔性合金粘結相與WC硬質(zhì)相間的浸潤性能,隨著WC含量增加,熔覆層的顯微硬度和耐磨性能逐漸增加,但熔覆層中缺陷也隨之增多。
有研究表明,對激光熔覆層進行熱處理可以降低熔覆層的內(nèi)應力,改善熔覆層組織,降低裂紋擴展趨勢,提升熔覆層性能。柴蓉霞等[8]研究了熱處理工藝對304不銹鋼熔覆層組織和性能的影響,表明熱處理能使熔覆層晶粒更加均勻、細小、致密,增強熔覆層的抗拉性能。Zhang等[9]通過試驗證明熱處理可降低熔覆層裂紋的擴展,使熔覆層組織均勻化,提升熔覆層的抗拉性能。如前所述,雖然有學者研究了不同含量WC對Fe60熔覆層組織與力學性能的影響,但是不同含量WC以及熔覆后熱處理對其力學性能以及耐腐蝕性等性能的影響未見報道。
本文采用WC顆粒增強Fe60熔覆層的性能,研究了不同含量的WC對熔覆層組織、耐磨性及耐蝕性的影響,并對20%WC質(zhì)量分數(shù)的熔覆層進行兩種不同的熱處理制度,分析熱處理對WC-Fe60熔覆層組織、耐磨性及耐蝕性的影響。
1 試驗材料及方法
1.1 試驗材料
試驗采用E15.4B3-980-IS27.5激光器,HGSF-1型送粉器。試驗用Fe60自熔性合金粉末的化學成分如表1所示,粉末粒度61~104 μm。配比WC顆粒的質(zhì)量分數(shù)分別為0、10%、20%,經(jīng)混料機混合均勻后,干燥處理待用。試驗用基材為20鋼(亞共析鋼),尺寸為80 mm×60 mm×12 mm。
1.2 試驗方法
試驗開始前用砂紙打磨去除基材表面銹跡,并用無水乙醇清洗晾干,放入高溫箱式電阻爐中預熱至600 ℃開始激光熔覆。激光熔覆完成后立即將未冷卻試樣放入預熱至300 ℃的保溫爐中保溫30 min,隨爐緩慢冷卻,以降低熔覆層的殘余應力,防止裂紋出現(xiàn)。激光熔覆工藝參數(shù)為:激光功率2200 W,寬光源光斑尺寸3 mm×3 mm,掃描速度8 mm/s,熔覆間距3.5 mm,送粉速度0.35 r/min,氮氣保護,保護氣送氣量10 L/min。由于激光熔覆工藝產(chǎn)生的熱應力和變形很大,為了消除基材20鋼在激光熔覆過程中的殘余應力,提高其尺寸穩(wěn)定性,本文對20%WC激光熔覆試樣分別進行退火與正火,研究熱處理對激光熔覆WC-Fe60涂層組織與性能的影響。600 ℃退火30 min空冷,確保熔覆層出現(xiàn)細小的等軸晶;800 ℃正火30 min空冷,確保20鋼在此溫度能完全奧氏體化。
金相試樣用王水(濃HNO3、甘油、濃HCl按體積比1∶2∶3配置)進行腐蝕,使用SU-8000掃描電鏡觀察熔覆層顯微組織,使用D8 advance X射線衍射儀分析熔覆層物相。使用MH-5-VM顯微硬度計測試熔覆層顯微硬度,加載載荷20 g、保持時間5 s,將熔覆層頂部定義為0點,沿垂直于熔覆層表面方向每隔0.1 mm測量一次硬度值。使用HT-1000摩擦磨損試驗機測試熔覆層的耐磨損性能,對磨材料選用直徑φ3 mm的Si3N4球,加載載荷9.8 N,摩擦路徑320 m,試驗溫度為室溫;使用CHI660D型電化學工作站測試不同熔覆層的耐蝕性能,測試采用標準三電極體系,選擇鉑電極作為對電極,飽和甘汞電極作為參比電極,熔覆層試樣作為工作電極,電解液為3.5%NaCl溶液,交流阻抗譜的測試參數(shù)為:掃描頻率10 mHz~100 kHz、電壓振幅±5 mV。動電位極化曲線測試的掃描速度為5 mV/s、掃描范圍為-0.7~+0.3 V。
2 試驗結果與分析
2.1 熔覆層組織形貌
激光熔覆獲得的WC-Fe60復合熔覆層表面平整光滑,無裂紋氣孔等缺陷,熔覆層厚度約為0.8 mm。圖1為不同WC含量的WC-Fe60復合熔覆層的顯微形貌,可見熔覆層與基體之間存在一條冶金結合線,證明熔覆層與基體之間為良好冶金結合。由圖1(a)可見,Fe60熔覆層頂部由大量等軸晶組成,底部與中部主要為垂直于結合界面逆向生長的樹枝晶。而圖1(b,c)所示10%、20%WC的WC-Fe60復合熔覆層,樹枝晶僅在熔覆層底部生長,并未蔓延到中部。這是由于凝固過程開始于熔覆層和基體之間的結合界面。凝固初期,溫度(G)極高,凝固速度(R)相對較低,因此G/R值較大。此時,晶體的成核速度遠快于生長速度,導致晶體在基體上以平面晶態(tài)生長。在液固界面,液相實際溫度逐漸降低,凝固速度加快,G/R比降低,呈現(xiàn)快速凝固特性,平面晶生長至柱狀晶,熔覆層底部的晶粒生長呈現(xiàn)明顯的外延特性,導致大量的枝晶從熔覆層底部向外生長。在離結合界面較遠的區(qū)域,凝固速率增加,G/R比降低,出現(xiàn)少量粗大枝晶。在熔覆層的中上部區(qū)域,溫度(G)達到最大值,凝固速率(R)增加到峰值,在這種情況下,晶粒生長速度遠大于形核速度,因此熔覆層的中上部表現(xiàn)為均勻的等軸晶。由圖1(b)還可以看出,WC顆粒會截斷枝晶的生長,這是由于WC顆粒的熔點較高,約為3000 ℃,熔覆層內(nèi)其他合金組織從熔化到凝固過程,即枝晶生長的過程中,WC顆粒沒有完全溶解,其在熔覆層中阻礙枝晶的生長。因此隨著WC含量的增加,枝晶的生長受到更多阻礙,熔覆層內(nèi)均勻的等軸晶增多。
圖2為20%WC-Fe60復合熔覆層熱處理前后的顯微形貌。可見,同未熱處理熔覆層相比,600 ℃熱處理后,組織更加細小且均勻,熔覆層內(nèi)基本為細小等軸晶。這是由于600 ℃高溫退火時,組織發(fā)生再結晶,出現(xiàn)大量的等軸晶,使晶粒更加細小、致密均勻。在800 ℃熱處理時,加熱過程中出現(xiàn)相變產(chǎn)生大量奧氏體,因此冷卻過程中析出馬氏體相,晶粒發(fā)生畸變,組織較600 ℃處理粗大。
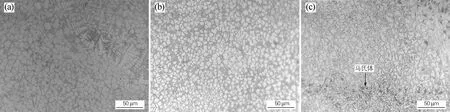
圖2 20%WC-Fe60熔覆層熱處理前后的顯微形貌(a)未處理;(b)600 ℃退火;(c)800 ℃正火Fig.2 Morphologies of the 20%WC-Fe60 clad layers before and after heat treatment(a) untreated; (b) annealed at 600 ℃; (c) normalized at 800 ℃
2.2 物相分析
對不同熔覆層試樣頂部進行XRD物相分析,結果如圖3所示。未熱處理熔覆層內(nèi)主要物相為M7C3和γ′-(Fe, Ni),含少量M23C6相,隨著WC含量的增加,熔覆層內(nèi)出現(xiàn)更多的M7C3。20%WC-Fe60熔覆層600 ℃熱處理后M7C3相消失,M23C6相增多。經(jīng)800 ℃熱處理后熔覆層內(nèi)同時出現(xiàn)M7C3和M23C6相。亞穩(wěn)態(tài)M7C3在合適的熱處理過程中會轉(zhuǎn)變成M23C6,穩(wěn)態(tài)的M23C6也會分解為亞穩(wěn)態(tài)的M7C3[10-11]。經(jīng)過600 ℃熱處理后熔覆層內(nèi)發(fā)生如下轉(zhuǎn)變:
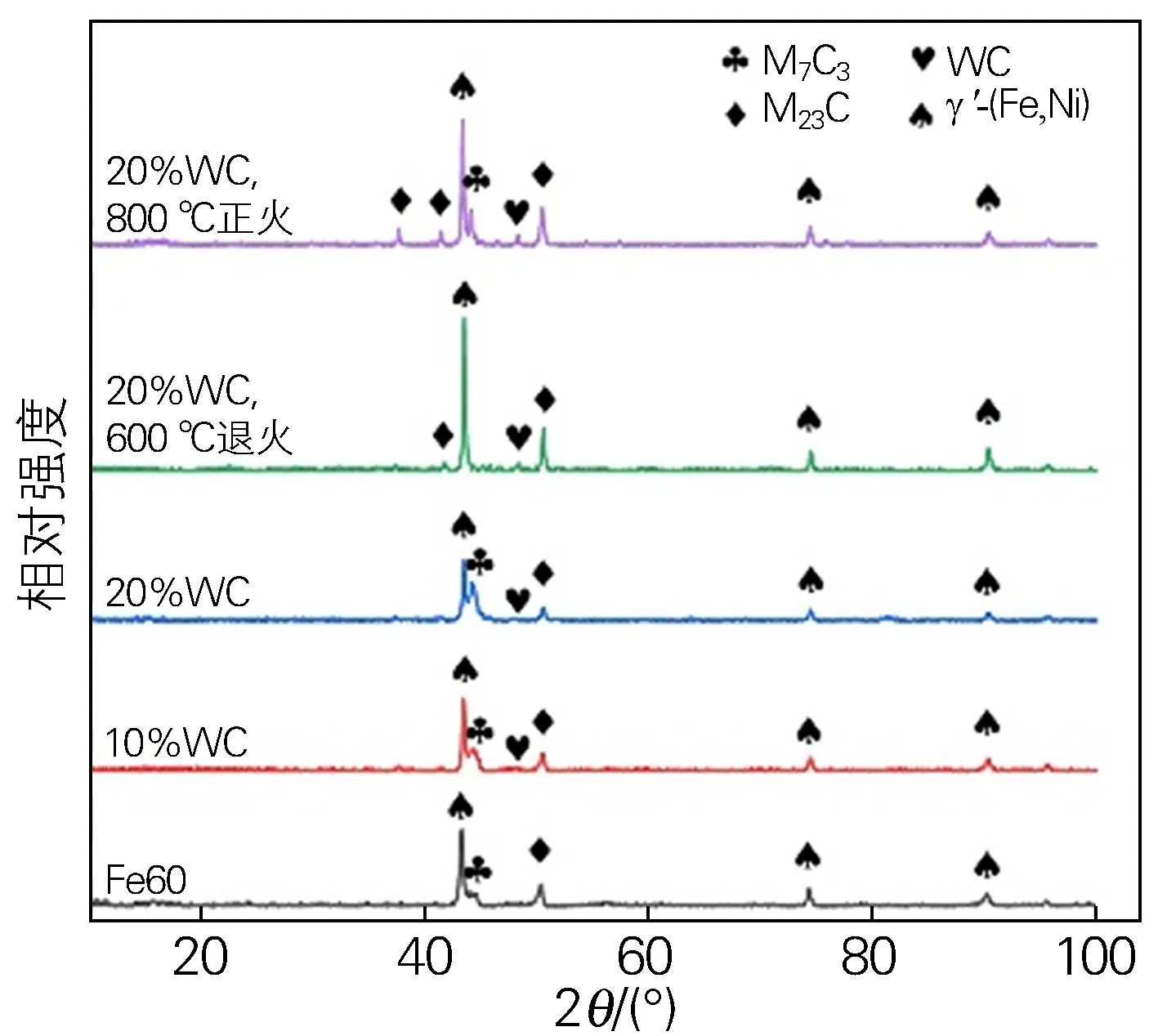
圖3 WC-Fe60熔覆層的XRD圖譜Fig.3 XRD patterns of the WC-Fe60 clad layers
(1)
生成的C元素繼續(xù)與熔覆層中的Cr元素反應:
103.5Cr+27C→4.5Cr23C6
(2)
所以經(jīng)600 ℃熱處理后,碳化物相吸收了更多的Cr元素,晶界處析出較多分布較為均勻的Cr23C6相。
而經(jīng)800 ℃熱處理后,不僅發(fā)生了上述轉(zhuǎn)變,且部分M23C6發(fā)生轉(zhuǎn)變分解成M7C3:
M23C6+austenite→ M7C3
(3)
圖4為WC-Fe60熔覆層的SEM形貌。Fe60熔覆層內(nèi)只存在極少量的碳化物增強相,主要為M7C3,見圖4(a)。10%WC-Fe60熔覆層內(nèi),僅在WC顆粒周圍析出較多的碳化物,主要為M7C3相,見圖4(b,c)。20%WC-Fe60熔覆層晶界析出大量碳化物,主要為M7C3相,見圖4(d)。這是由于部分WC顆粒溶解釋放出大量的W與C元素,在冷卻過程中析出碳化物相,且未熱處理熔覆層中以初生態(tài)針狀或短棒狀M7C3為主,而經(jīng)600 ℃熱處理后,熔覆層內(nèi)主要為顆粒狀M23C6,M7C3相基本消失,見圖4(e)。經(jīng)800 ℃熱處理后,熔覆層內(nèi)同時存在M23C6和M7C3。由于WC、M7C3、M23C6等相在晶界析出,起到晶界強化作用,使得熔覆層組織致密度更高。
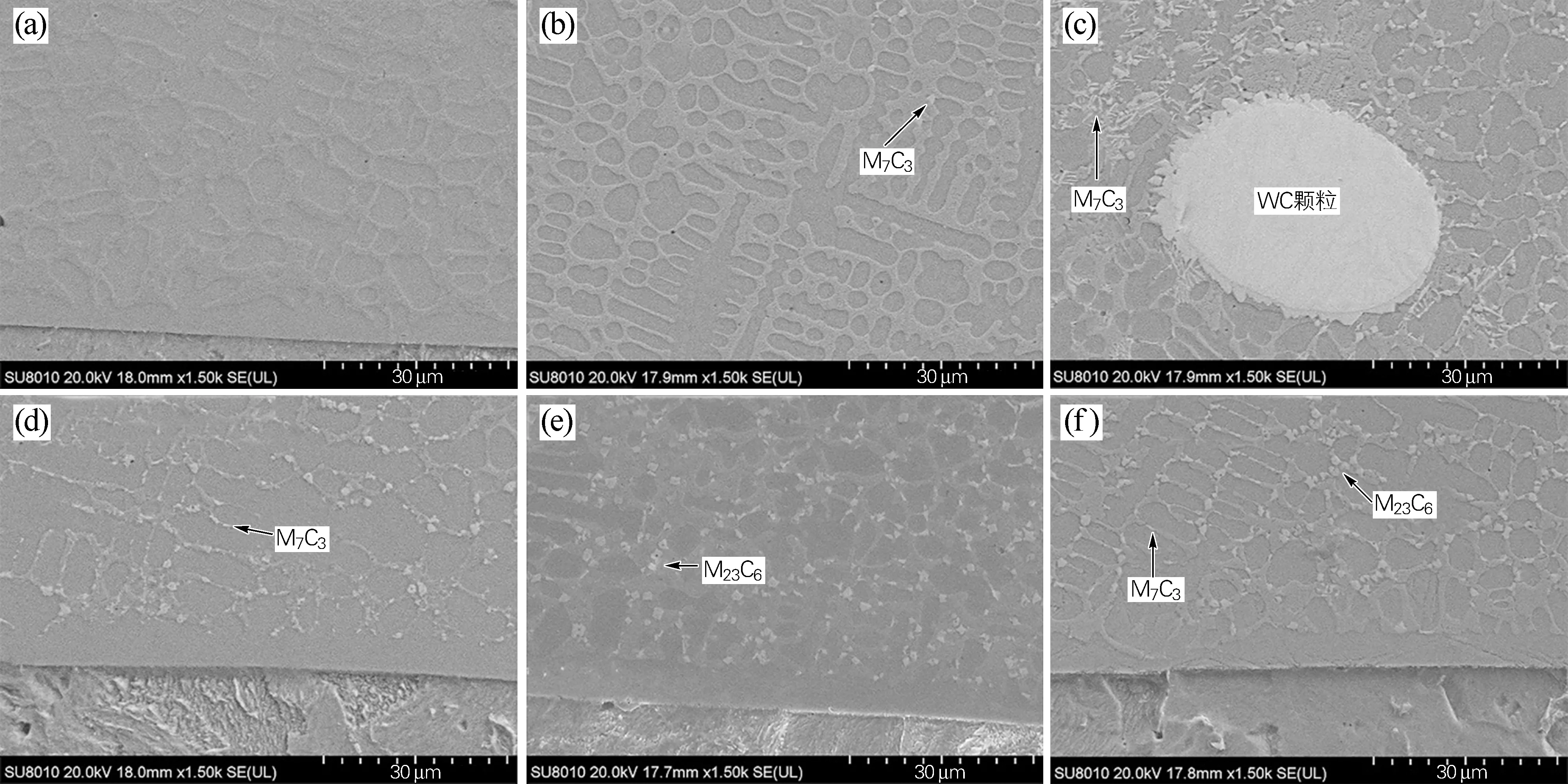
圖4 WC-Fe60熔覆層的SEM圖像(a)Fe60;(b,c)10%WC-Fe60;(d)20%WC-Fe60;(e)20%WC-Fe60,600 ℃退火;(f)20%WC-Fe60,800 ℃正火Fig.4 SEM images of the WC-Fe60 clad layers(a) Fe60; (b,c) 10%WC-Fe60; (d) 20%WC-Fe60; (e) 20%WC-Fe60, annealed at 600 ℃; (f) 20%WC-Fe60, normalized at 800 ℃
2.3 顯微硬度分析
圖5為不同熔覆層的顯微硬度分布。可以看出,各熔覆層顯微硬度均遠高于基體,隨著WC含量增加,熔覆層硬度逐漸提升、曲線波動增大。結合熔覆層微觀組織可知,隨著WC含量的增加,熔覆層內(nèi)M7C3、γ′-(Fe, Ni)固溶體、M23C6相和WC顆粒等硬質(zhì)強化相逐漸增多,提高了熔覆層硬度,但熔覆層內(nèi)的強化相分布不均勻,主要集中在WC顆粒周圍。經(jīng)600 ℃熱處理后,去除點位在WC顆粒上的極點,熔覆層顯微硬度分布較未熱處理波動減小,熔覆層內(nèi)M7C3轉(zhuǎn)變?yōu)镸23C6,M23C6相在析出過程中吸收了熔覆層內(nèi)的大量Cr元素,M23C6相彌散分布在晶界中,且較未熱處理更加均勻。經(jīng)800 ℃熱處理后,熔覆層中M23C6、M7C3、馬氏體等硬質(zhì)相進一步增多,提升了熔覆層硬度,但馬氏體相增多且分布不均勻,使熔覆層顯微硬度曲線波動增大。
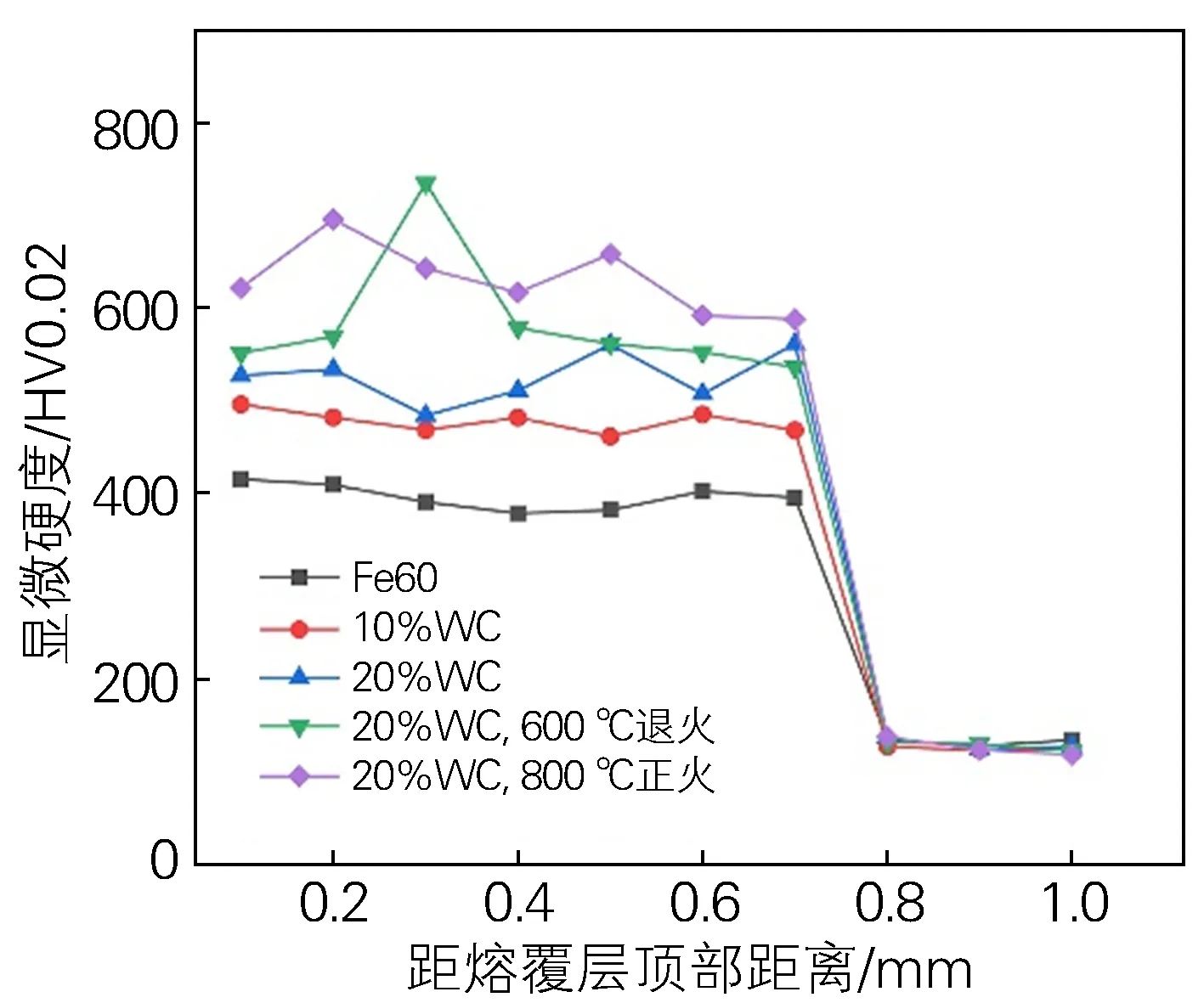
圖5 WC-Fe60熔覆層的顯微硬度分布Fig.5 Microhardness distribution of the WC-Fe60 clad layers
2.4 摩擦磨損分析
圖6為各熔覆層試樣的摩擦磨損三維輪廓形貌,圖7為各熔覆層的磨損率。可見,WC含量越多,熔覆層磨痕越小,磨損率越低。Fe60熔覆層的磨痕兩側有大量磨屑堆積,磨痕內(nèi)呈不規(guī)則狀突起,主要為黏著磨損。10%WC-Fe60熔覆層磨痕兩側磨屑堆積減少,磨痕內(nèi)出現(xiàn)淺而細的凹槽,黏著磨損程度降低,開始轉(zhuǎn)變?yōu)槟チDp。20%WC-Fe60熔覆層兩側磨屑進一步減少,磨痕內(nèi)基本為淺而細的凹槽,其主要為磨粒磨損。因此,隨WC含量增加,WC-Fe60熔覆層黏著磨損程度降低,磨粒磨損程度增加。
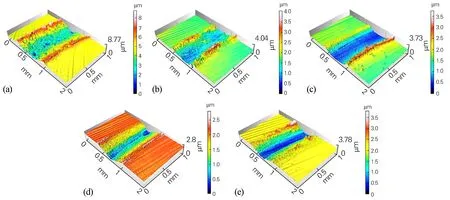
圖6 WC-Fe60熔覆層的磨痕形貌(a)Fe60;(b)10%WC-Fe60;(c)20%WC-Fe60;(d)20%WC-Fe60,600 ℃退火;(e)20%WC-Fe60,800 ℃正火Fig.6 Wear scar morphologies of the WC-Fe60 clad layers(a) Fe60; (b) 10%WC-Fe60; (c) 20%WC-Fe60; (d) 20%WC-Fe60, annealed at 600 ℃; (e) 20%WC-Fe60, normalized at 800 ℃
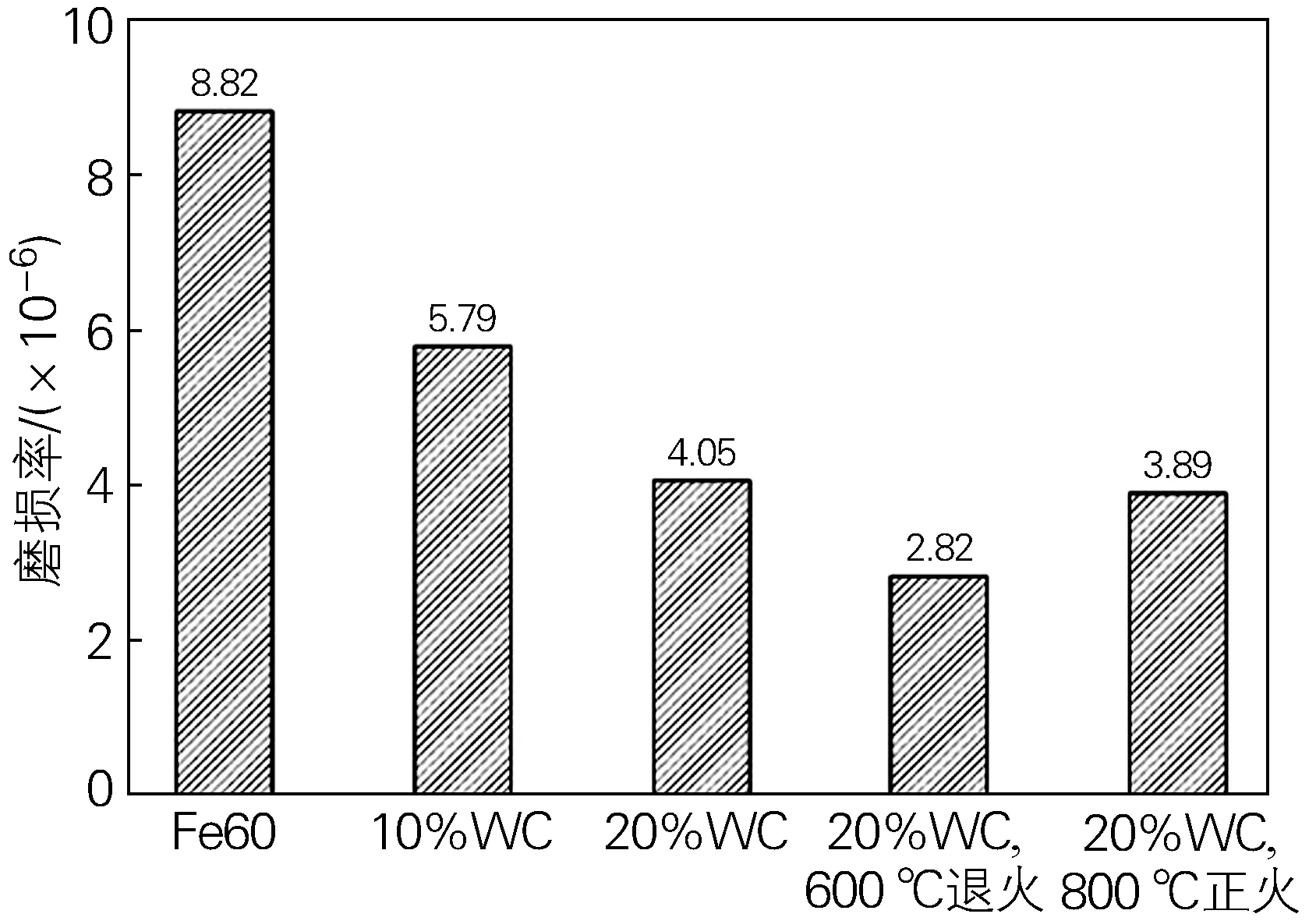
圖7 WC-Fe60熔覆層的磨損率Fig.7 Wear rate of the WC-Fe60 clad layers
經(jīng)600 ℃高溫退火處理的20%WC-Fe60熔覆層磨損率最低,較未熱處理熔覆層降低了30%,磨痕兩側堆積少量磨屑,磨痕內(nèi)存在少量犁溝與不規(guī)則狀突起,其主要為黏著磨損與磨粒磨損。經(jīng)800 ℃熱處理熔覆層磨痕兩側極少堆積,磨痕內(nèi)主要為犁溝與不規(guī)則凹坑,主要為磨粒磨損與剝落磨損。且800 ℃熱處理熔覆層硬度雖較高,但其耐摩擦磨損能力較未熱處理卻沒有明顯提升。這是由于經(jīng)800 ℃熱處理的熔覆層內(nèi),彌散分布更多的硬質(zhì)相,如M23C6、M7C3和馬氏體相,提升了熔覆層硬度,但減少了熔覆層內(nèi)的粘結相,過多的硬質(zhì)相在磨損過程中易于剝落,降低熔覆層耐磨損性能。因此,材料的耐磨性能和硬度不是簡單的正相關,還和材料的韌性有關,硬度需要與韌性相匹配才能獲得最佳耐磨性能[12]。
2.5 電化學腐蝕分析
圖8為不同熔覆層的極化曲線,其中Fe60和10%WC-Fe60熔覆層耐蝕性能相當,20%WC-Fe60熔覆層的耐蝕性能有所降低。這是由于隨著WC含量的增加,熔覆層內(nèi)出現(xiàn)更多未完全擴散進入基體材料的過量WC,增加了熔覆層內(nèi)的異質(zhì)相,易于形成原電池,降低熔覆層的耐腐蝕性能[13]。20%WC-Fe60熔覆層經(jīng)熱處理后,其耐蝕性有不同程度的提升,都優(yōu)于未熱處理的熔覆層,且經(jīng)600 ℃熱處理的熔覆層耐蝕性能最佳。這是由于600 ℃熱處理后,熔覆層中M7C3轉(zhuǎn)變?yōu)镸23C6堆積在晶界處,使晶界更加致密,增強了薄弱晶界處的耐蝕性能,進而增強了熔覆層的耐蝕性能。800 ℃熱處理熔覆層內(nèi)由于出現(xiàn)較多的馬氏體相,降低了熔覆層的耐蝕性能,且600 ℃熱處理的熔覆層晶粒更加細小致密,熔覆層組織更加均勻化,因此其耐蝕性能最佳。
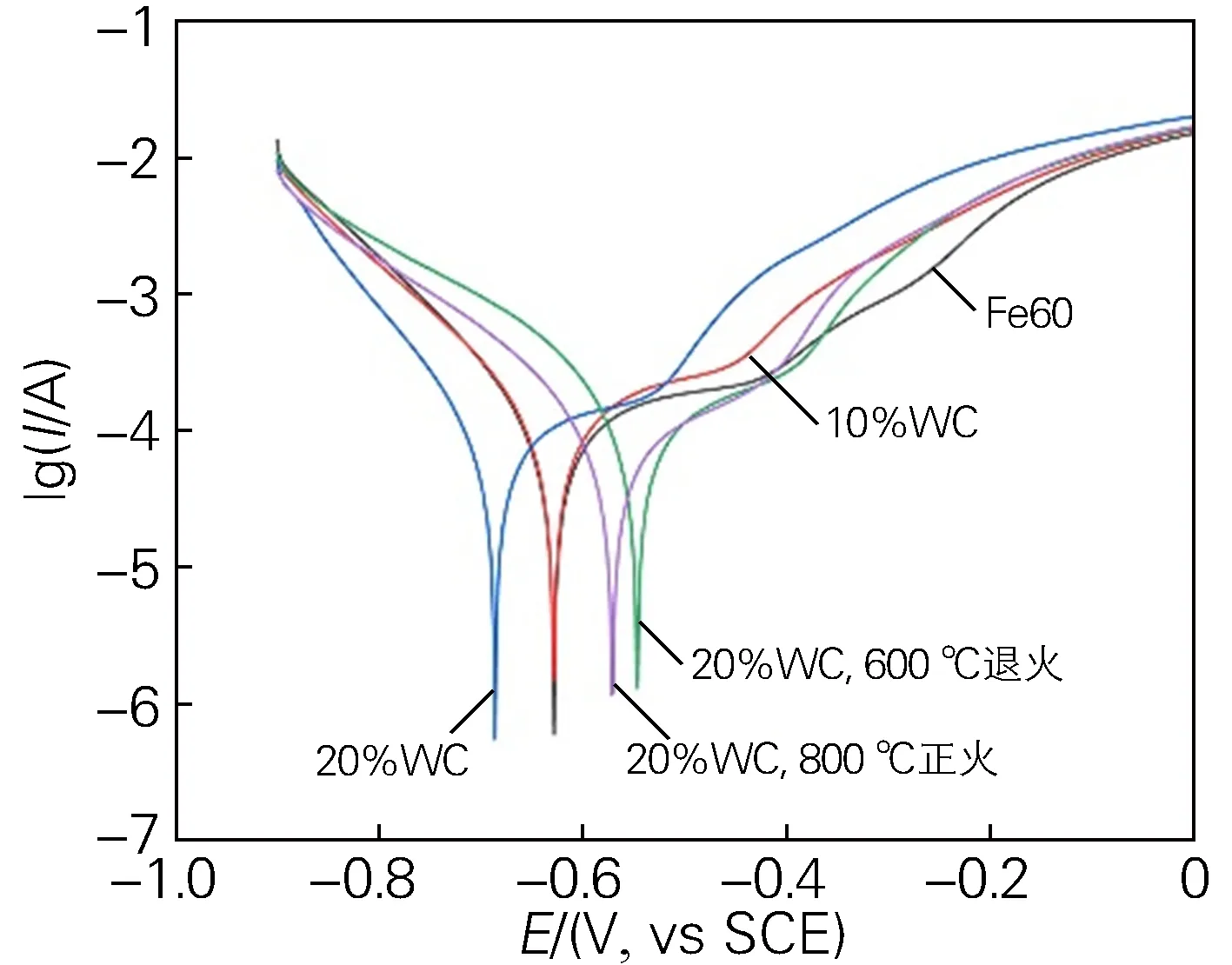
圖8 WC-Fe60熔覆層的電化學腐蝕極化曲線Fig.8 Electrochemical corrosion polarization curves of the WC-Fe60 clad layers
3 結論
1) 激光熔覆WC-Fe60復合熔覆層組織以樹枝晶和等軸晶為主。隨著WC含量的增加,熔覆層內(nèi)枝晶明顯減少,等軸晶數(shù)量增加,WC顆粒在熔覆層內(nèi)能截斷樹枝晶的生長起到細化晶粒的作用。
2) 隨著WC含量的提升,熔覆層內(nèi)碳化物硬質(zhì)增強相逐漸增多,熔覆層的顯微硬度、耐摩擦磨損性能逐漸提升,但熔覆層耐蝕性能降低。
3) 20%WC-Fe60熔覆層經(jīng)熱處理后,顯微硬度、耐摩擦磨損性能有不同程度的提高,耐蝕性能有極大提升,且600 ℃熱處理的熔覆層耐摩擦磨損與耐蝕性能最優(yōu)。