A286合金激光焊接接頭的組織與高溫持久性能
2023-10-23 01:23:12胡生雙張兵憲張穎云顏家維歐陽德來
金屬熱處理 2023年10期
關鍵詞:焊縫
鄭 超, 胡生雙, 張兵憲, 張穎云, 顏家維, 歐陽德來
(1. 中航西安飛機工業集團股份有限公司, 陜西 西安 710089;2. 南昌航空大學 材料科學與工程學院, 江西 南昌 330063)
高溫合金又稱熱強合金、耐熱合金或超合金,是能在600~1100 ℃氧化和燃氣腐蝕條件下承受復雜應力、長期可靠工作的一類金屬材料[1-2]。高溫合金大體上可分為固溶強化型和沉淀硬化型兩種,其中A286合金是目前使用最廣泛的一類鐵基沉淀硬化型高溫合金[3-5]。A286合金(AISI 600)是Fe-26Ni-15Cr基高溫合金,主要通過加入Mo、Ti、Al、V及微量B,時效析出γ相Ni3(Al,Ti)、碳化物M23C6及HCP結構相(Ni3Ti相)進行強化[6-8]。由于其在650 ℃左右具有較高的屈服強度和持久強度,并具有良好的加工塑性和焊接性,被廣泛用于制造在650 ℃以下長期工作的航空發動機高溫承力部件,如渦輪盤、壓力機盤、轉子葉片和緊固件等[9-11]。盡管目前已對A286合金組織演變及性能進行了大量研究,但對A286合金激光焊接接頭組織及性能,尤其是激光焊接對接頭高溫持久性能的影響的研究非常少。
為此,本文對A286合金進行激光焊接和后續固溶時效處理,對比研究了焊接及固溶時效對合金高溫持久性能和組織的影響,以期為A286合金激光焊接在航空飛行器上的工程應用提供理論支撐和技術支持。
1 試驗材料與方法
試驗用A286合金為采用真空感應+真空自耗工藝冶煉,經開坯、冷軋工藝,再經982 ℃真空爐固溶制成厚度0.635 mm的薄板,其化學成分如表1所示。將A286合金薄板按某參數進行激光焊接,并將焊接件進行982 ℃×30 min固溶和718 ℃×16 h時效處理。高溫持久性能測試按GB/T 2039—2012《金屬材料 單軸拉伸蠕變試驗方法》,在RJ-50型高溫持久拉伸設備上進行,試樣形狀尺寸如圖1所示。根據實際工況,A286合金典型工作溫度為500 ℃,故選取500 ℃作為持久性能測試溫度。根據測試情況在每個應力水平下測試1~2個試樣,且逐漸降低應力水平。采用XJP-6A光學顯微系統進行顯微組織分析,采用Hitachi S4300掃描電鏡進行高溫持久斷口形貌觀察與分析。
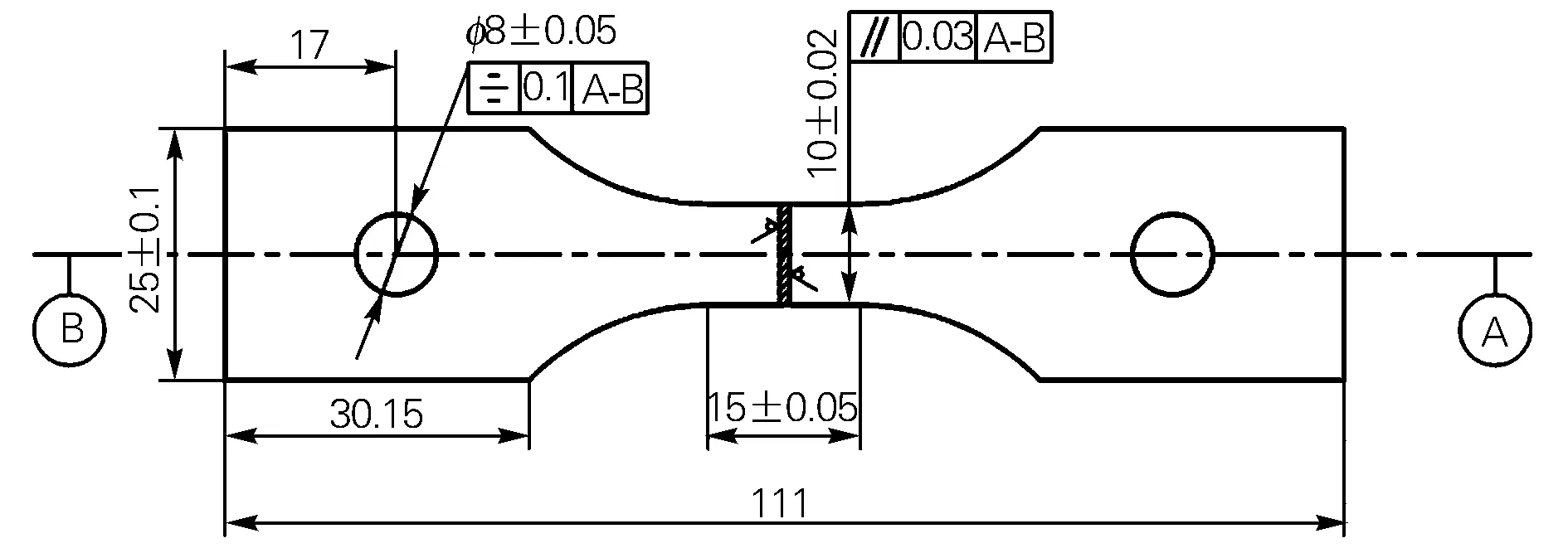
圖1 高溫持久試樣示意圖Fig.1 Schematic diagram of high temperature lasting specimen

表1 A286合金的化學成分(質量分數,%)
2 試驗結果與討論
2.1 高溫持久拉伸性能
A286合金母材、激光焊接及激光焊接+固溶時效件在500 ℃時持久性能測試結果如表2所示。從表2可以看出,母材在加載溫度為500 ℃、加載應力為500~580 MPa時,加載斷裂時間均能超過1000 h。加載應力超過580 MPa后,在相同加載應力級差下表現為未斷停止及加載斷裂兩種極端情況。整體來看,母材在500 ℃時未呈現出明顯的持久蠕變現象。激光焊接件在高加載應力(≥475 MPa)時直接在加載過程中斷裂,而且斷后伸長率明顯降低。說明激光焊接弱化焊接接頭,降低了合金500 ℃高溫持久性能。焊接件經固溶+時效后,加載應力<670 MPa時,加載斷裂時間超過1000 h。即使加載應力為700~800 MPa時,合金也不會加載斷裂,具有一定的持久壽命,這說明固溶時效可提升激光焊接接頭500 ℃高溫持久性能。
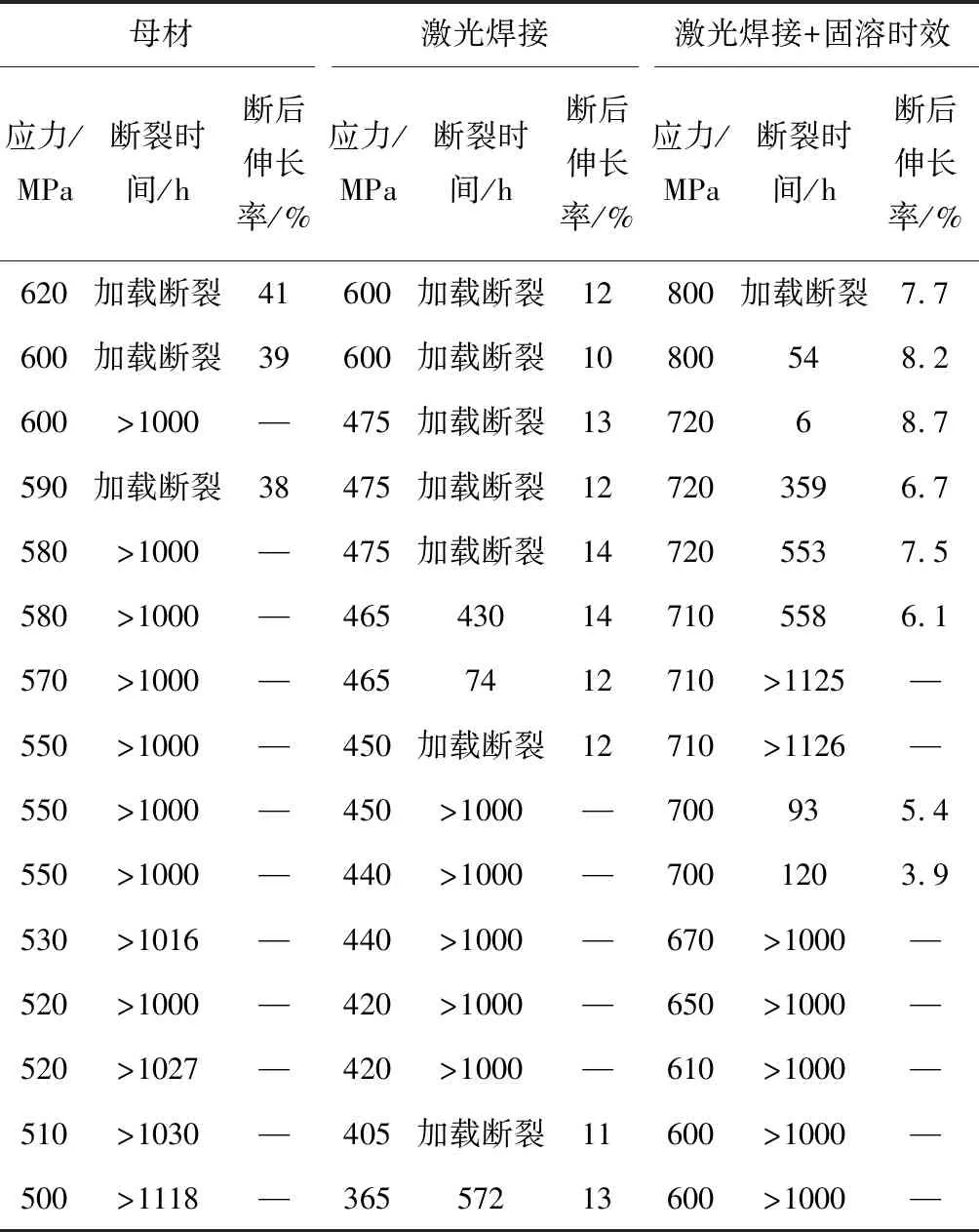
表2 A286合金焊接接頭500 ℃高溫持久性能
為了更加清楚地顯示出持久性能的變化情況,根據表2數據繪制加載應力與持久壽命的關系圖,如圖2所示。從圖2可以看出,在500 ℃環境下激光焊接+固溶時效件的持久性能最好,而激光焊接件的持久性能最差,即激光焊接+固溶時效>母材>激光焊接。這是因為焊接接頭往往存在組織不均勻、偏析及殘余應力等缺陷,持久拉伸時裂紋易在缺陷處萌生和擴展,導致高溫持久性能最差。而固溶時效可消除焊接接頭的偏析和殘余應力,使組織更加均勻,提升合金的高溫持久性能,因而高溫持久性能最好。

圖2 A286合金焊接接頭500 ℃高溫持久性能Table 2 High temperature durability at 500 ℃ of the A286 alloy weld joint
2.2 斷口微觀形貌
圖3為不同加載應力下A286合金母材、激光焊接件及激光焊接+固溶時效件500 ℃持久斷裂的微觀斷口形貌。由圖3(a, d)可見,母材500 ℃持久斷裂的微觀斷口上,裂紋源區存在較深的大韌窩和部分小韌窩,表現出一定塑性。而瞬斷區的韌窩數量較少,尺寸較淺,存在部分拉伸韌窩。由圖3(b, e)可見,激光焊接件500 ℃持久斷裂微觀斷口上,不管是裂紋源區還是瞬斷區的韌窩尺寸均較小、深度較淺,甚至在裂源區和瞬斷區還可觀察到少量的解理面。韌窩淺和解理面的微觀形貌特征均顯示出激光焊接件塑性較差,因而與母材相比,激光焊接件的斷裂持久時間少和伸長率更低。由圖3(c, f)可見,激光焊接+固溶時效件500 ℃持久斷裂的微觀斷口上,裂紋源區和瞬斷區均可觀察到大量韌窩,韌窩均勻細小,表現出較好的塑韌性。斷裂機制為典型的微孔聚集型斷裂。
2.3 焊接接頭的微觀組織
圖4為A286合金母材500 ℃持久拉伸后的微觀組織。由圖4可見,在加載應力為570 MPa時,持久拉伸后合金晶粒形貌為近似等軸狀,未出現晶粒明顯拉長現象,說明母材在該條件下未發生明顯的持久蠕變。此外,在高溫持久拉伸后的組織中也未觀察到析出物,說明合金母材組織在高溫下較穩定。
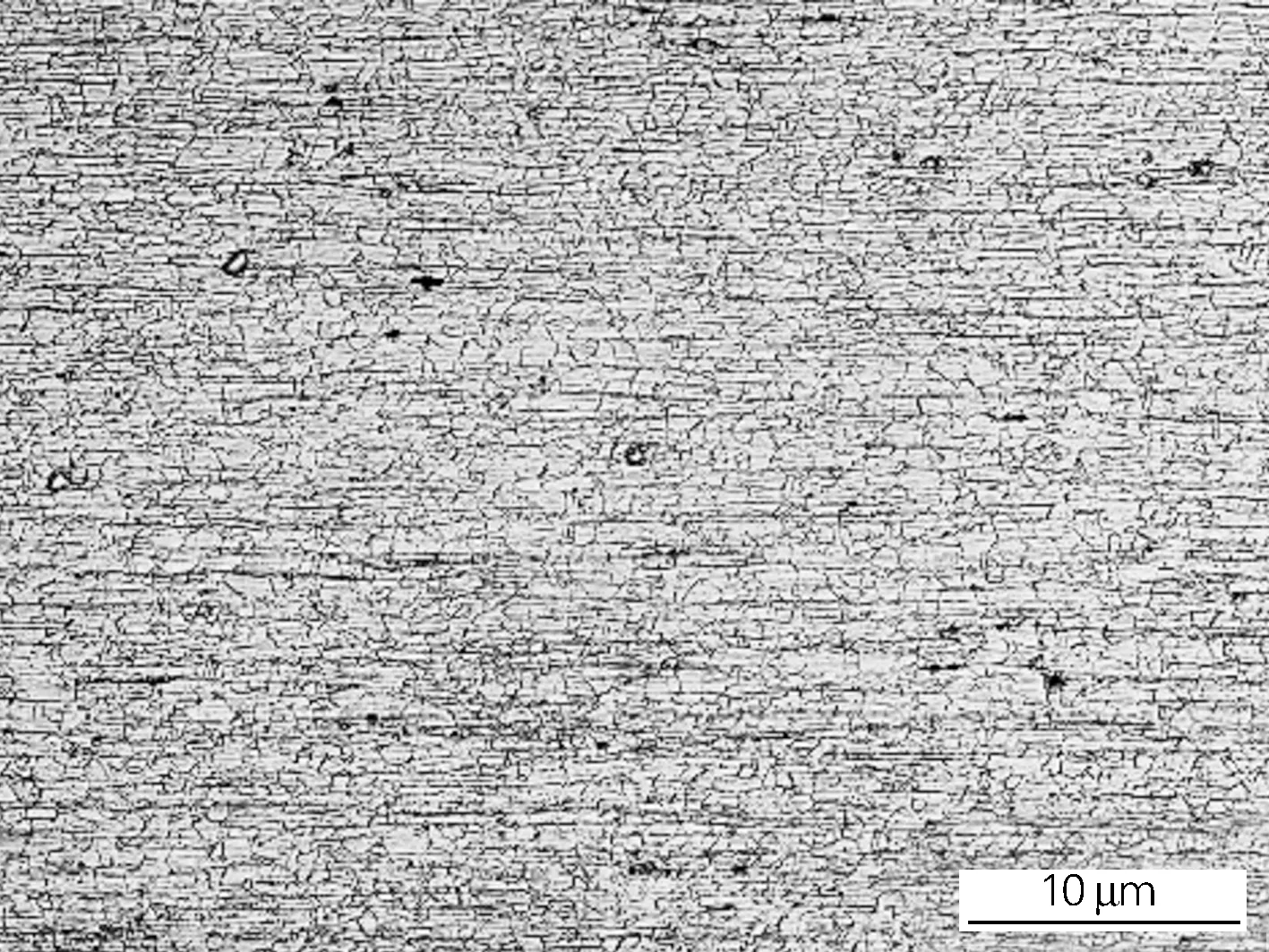
圖4 加載應力為570 MPa時A286合金母材500 ℃高溫持久后的微觀組織Fig.4 Microstructure of the base metal of A286 alloy after 500 ℃ high temperature lasting under the stress of 570 MPa
圖5為激光焊接件和激光焊接+固溶時效件500 ℃持久拉伸后的微觀組織。由圖5(a~c)可見,在加載應力為465 MPa時,激光焊接件的焊縫和熱影響區的微觀組織與母材存在明顯差別。焊縫組織為明顯的枝晶組織,還彌散分布著大量細小的析出相,這是合金高溫力學性能較為薄弱的區域,引起高溫持久性能降低。熱影響區組織與焊縫組織明顯不同,為等軸晶。盡管母材組織也為等軸晶,但熱影響區晶粒尺寸大于母材,說明熱影響區在焊接過程中已發生了再結晶和晶粒長大。此外,焊縫與熱影響區的過渡區非常窄,因而也是熱影響區高溫持久性能薄弱區域。因此,焊接件高溫持久性能低于母材是由于焊接接頭和熱影響區微觀組織較差導致的。由圖5(d~f)可見,在加載應力為670 MPa時,激光焊接+固溶時效件的焊縫組織仍為枝晶組織,但與焊接件相比,枝晶更均勻、細小。固溶時效處理對焊縫的影響主要為降低偏析、消除殘余應力等微觀缺陷。熱影響區在固溶處理后發生晶粒長大,但焊縫與熱影響區的過渡區變寬。激光焊接+固溶時效件比激光焊接件具有更好的持久性能是與固溶時效改善了焊縫和熱影響區組織有關。
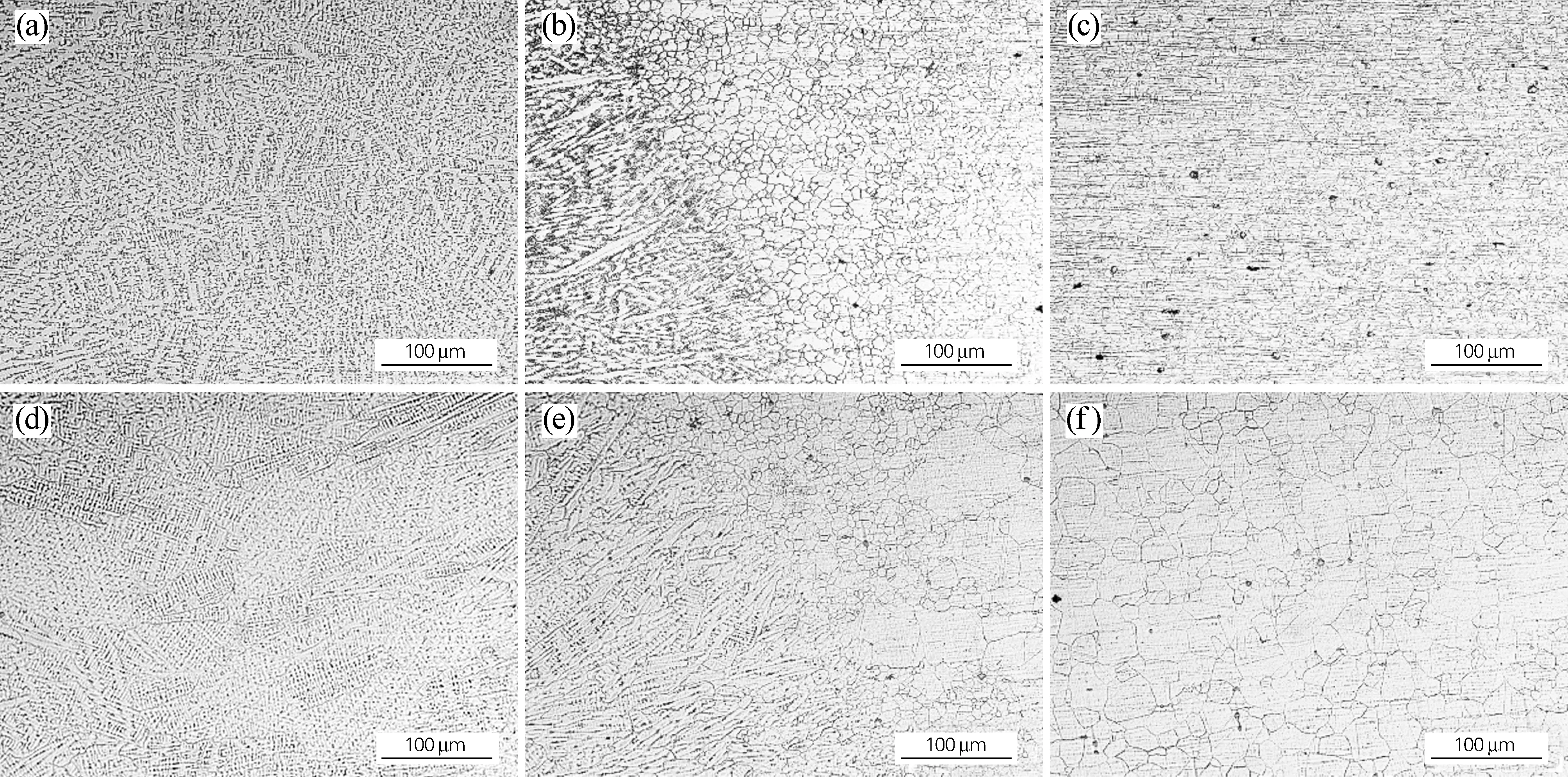
圖5 A286合金焊接接頭500 ℃高溫持久后焊縫(a, d)、熱影響區(b, e)和母材(c, f)的顯微組織(a~c)激光焊接, 465 MPa;(d~f)激光焊接+固溶時效, 670 MPaFig.5 Miorostructure of the weld zone(a,d), heat affected zone(b,e) and base metal(c,f) of the A286 alloy weld joint after 500 ℃ high temperature lasting (a-c) laser welding, 465 MPa; (d-f) laser welding+solution treatment and aging, 670 MPa
綜上所述,從提高A286合金激光焊接件高溫持久性能考慮,激光焊接后應進行固溶時效處理,改善焊接接頭組織。
3 結論
1) 激光焊接弱化A286合金焊接接頭,持久性能比母材低,固溶時效能有效提升激光焊接接頭500 ℃時的持久性能,在500 ℃高溫持久性能的高低順序為激光焊接+固溶時效>母材>激光焊接。
2) A286合金焊接接頭500 ℃高溫持久時,母材微觀斷口存在大量較深韌窩,表現出一定塑性,激光焊接件的韌窩淺,且存在解理刻面,呈現出解理斷裂特征,而激光焊接+固溶時效件的韌窩均勻細小,呈現微孔聚集型斷裂特征。
3) A286合金母材、激光焊接件及激光焊接+固溶時效件在500 ℃持久拉伸后未出現晶粒明顯拉長和明顯持久蠕變。
4) A286合金激光焊接件的焊縫組織呈明顯枝晶組織,熱影響區組織為等軸晶,焊縫與熱影響區的過渡區窄,使焊縫和熱影響區成為持久性能薄弱區域。固溶時效處理降低偏析、消除殘余應力等微觀缺陷,使焊縫與熱影響區的過渡區變寬,是提高持久性能的主要原因。
5) 從提高激光焊接件高溫持久性能考慮,激光焊接后應進行固溶時效處理,改善焊接接頭組織。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07