同一成分雙相鋼熱處理與組織性能調控
2023-10-23 01:22:10王靈禺
金屬熱處理 2023年10期
關鍵詞:工藝
張 鈺,王靈禺,楊 凱,盧 琦,,徐 偉
(1. 東北大學 軋制技術及連軋自動化國家重點實驗室, 遼寧 沈陽 110819;2. 上海理想汽車科技有限公司, 上海 201805)
汽車制造業的迅猛發展帶來了資金與能源上的巨大消耗,并造成了溫室氣體污染等問題[1]。因此,為了應對環境惡化帶來的全球氣候問題,我國制定了更高的“雙碳”目標,即“碳達峰”和“碳中和”[2-3]。而為了實現“雙碳”目標,汽車生產的碳排放量是其中不可忽略的一個指標。從材料設計與汽車制造角度來看,在保證車身的強度與安全性的前提下,實現汽車的輕量化是滿足交通領域綠色發展要求的重要途徑[1]。有研究表明,車身整體質量每降低10%,可以提高7%左右的燃油效率,CO2等有害污染物的排放量就會隨之減少至少4%[4]。到目前為止,國內外研究者已經陸續研發出了多種性能優越的高強鋼,比如雙相(DP)鋼、相變誘導塑性(TRIP)鋼、淬火-配分(Q&P)鋼,以及更高強度級別的熱成形鋼等,常見汽車鋼的塑性-強度如圖1所示[5]。而隨著高強鋼在汽車結構件上提供更多的選擇以及使用量的提高,合金體系多樣化也帶來了一些問題。因此Lu等[6]提出了單成分鋼種實現多種性能的概念。不同鋼材電阻點焊時的電阻率比不同,電阻率比又決定了焊縫的性能,因此在車身上使用同一合金成分能夠降低任何給定薄板堆疊的電阻率差異,簡化焊接工藝且獲得更堅固的焊縫組織。此外,由于合金成分的統一,使得壽命結束的車身結構材料的回收變得更加容易,能有效利用廢鋼,減少對天然鐵礦石的依賴。
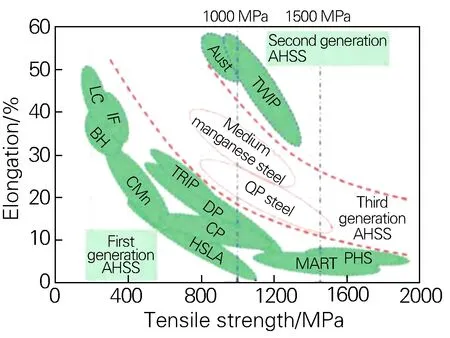
圖1 先進汽車用高強鋼的分類[5]Fig.1 Classification of advanced automotive high-strength steels[5]
而雙相鋼作為第一代先進高強度汽車用鋼的代表,其以較低的合金含量、較高的工藝可行性、良好的焊接性能以及優異的力學性能,被廣泛應用于車身結構類零件,如結構件、加強件和防撞件等[1,7-8]。雙相鋼優異的力學性能是因為其微觀組織由軟相的多邊形鐵素體和硬相的馬氏體島(由于工藝不同,可能還存在殘留奧氏體和/或馬氏體)組成,鐵素體在變形時承擔了較大的塑性應變配分,馬氏體則保證了材料的強度,使其擁有較優異的力學性能。本文試圖用一種雙相鋼合金成分在不同熱處理工藝下同時實現590、780和980 MPa 3個強度級別。影響雙相鋼力學性能的因素有很多,比如馬氏體體積分數、形態及分布、晶粒尺寸、晶粒取向等參數都對其力學性能有重要影響。其中馬氏體是影響雙相鋼力學性能的重要因素之一[1,9]。因此,研究雙相鋼的熱處理工藝,使其獲得不同強度的馬氏體組織,是實現同成分、多性能雙相鋼的重要一環。
本文以低碳Si-Mn-Cr冷軋雙相鋼作為研究對象,進行了兩種熱處理方案的研究,第一種是臨界等溫工藝,另一種是臨界等溫-過時效工藝。過時效是工業生產必不可少的環節,但工業連續退火生產線一般不具備直接水冷至室溫的冷速條件。因此,為了研究試驗鋼是否具有工業化生產的條件,增加了過時效處理。本文詳細研究了臨界等溫溫度和過時效處理對試驗鋼組織和力學性能的影響,篩選出能夠實現單成分、多性能雙相鋼的熱處理方案。
1 試驗材料與方法
試驗鋼采用真空感應爐進行熔煉,每爐鋼為50 kg,其化學成分(質量分數,%)為0.10C-1.7Mn-0.7Si-0.3Cr,如表1所示。C是強化元素,會影響雙相鋼中馬氏體碳含量和馬氏體的體積分數,而且還會影響馬氏體的形態。隨著C含量增加,雙相鋼的強度增加、韌性下降[10]。但為了獲得良好的焊接性能,C含量一般不宜過高,含量要低于0.2wt%。Si元素具有抑制滲碳體的析出的作用,能有效抑制過時效過程中碳化物的析出,保證雙相鋼的強度。但Si含量太高又會影響鋼的表面質量,因此Si含量不宜過高[11]。Mn具有細化晶粒以及增加淬透性的作用,還能降低 Ar3溫度,但過高含量的Mn又會導致偏析和帶狀組織的產生,因此在成分設計中要控制Mn元素的含量[12]。同時Mn有助于過時效過程中C向奧氏體擴散,提高奧氏體的穩定性,增加室溫下殘留奧氏體的含量。而Cr同樣具有提高淬透性和增加奧氏體穩定性的作用,能有效避免珠光體和貝氏體在轉變過程中生成,有利于組織性能調控[13]。熔煉后的鋼錠經扒皮后鍛造成尺寸為80 mm×150 mm×210 mm的大方錠。采用機械切割法將坯料分割成80 mm×150 mm×30 mm 的小方錠,隨后進行熱軋。首先將小方錠加熱到1200 ℃保溫6 h進行奧氏體均勻化,然后進行7道次軋制,由30 mm熱軋至3 mm,為了模擬工業卷取過程,將熱軋板放入600 ℃的坑式爐中進行隨爐冷卻。熱軋鋼的初始顯微組織由鐵素體和珠光體組成。熱軋板經酸洗之后進行冷軋,最終厚度為1.4 mm。

表1 試驗鋼的化學成分(質量分數,%)
具體的熱處理工藝如圖2和表2所示。臨界等溫工藝:先將試驗鋼加熱至臨界等溫溫度,保溫12 min,隨后水冷至室溫;臨界等溫-過時效工藝:同樣先將試驗鋼加熱至臨界等溫溫度,保溫12 min,隨后分別冷卻至過時效溫度,保溫10 min后水冷至室溫。為了確定兩相溫度區間,利用Thermal-Calc軟件計算得到試驗鋼的Ac1和Ac3分別為689 ℃和833 ℃。為了能夠利用同一成分達到3個強度級別,經過試驗探索,試驗鋼臨界等溫工藝的臨界等溫溫度分別設置為720、750和800 ℃,如圖2(a)所示,臨界等溫-過時效工藝的臨界等溫溫度分別設置為720、800和840 ℃,過時效溫度為250 ℃,如圖2(b)中工藝①所示。在工業生產過程中,過時效溫度一般在250~350 ℃之間,為了探討過時效溫度對試驗鋼組織性能的影響,因此又將臨界等溫溫度和過時效溫度提高,臨界等溫溫度設置為735、815和860 ℃,過時效溫度為300 ℃,過時效時間不變,設置為10 min,如圖2(b)中工藝②所示。為了模擬汽車零部件生產的烤漆過程,最后將試驗鋼進行170 ℃保溫20 min的烘烤處理。

表2 熱處理工藝參數
將熱處理后獲得的試樣磨拋至表面無劃痕后,用4%(體積分數)的硝酸酒精溶液腐蝕表面,通過掃描電鏡表征其室溫組織,對組織進行分析,測定馬氏體含量,其中馬氏體面積分數利用 ImageJ軟件進行預估。根據標準制備拉伸試樣,測試不同過時效溫度下試驗材料的力學性能。采用A25標準拉伸試樣進行測試,拉伸速度為2 mm/min,試樣尺寸如圖3所示。每種加載條件下進行3次重復性拉伸試驗,以確保數據準確。
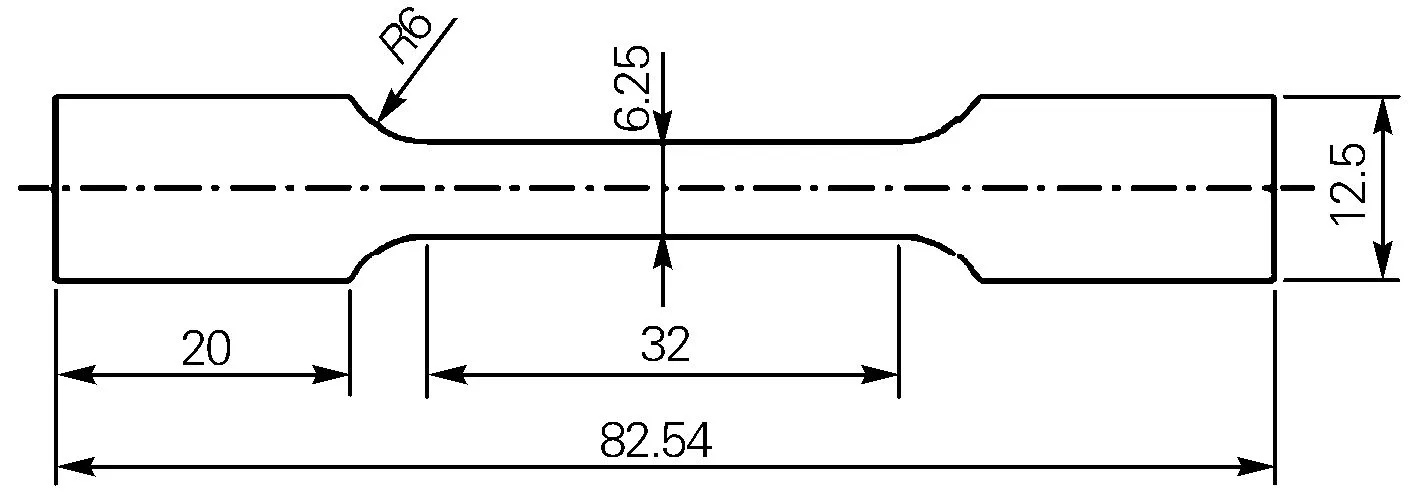
圖3 A25標準拉伸試樣示意圖Fig.3 Schematic diagram of A25 standard tensile specimen
2 試驗結果和討論
2.1 臨界等溫溫度對雙相鋼組織性能的影響
試驗鋼經臨界等溫工藝處理后的室溫顯微組織如圖4所示。由圖4可以得出,試驗鋼淬火后的組織由鐵素體和馬氏體組成,隨著等溫溫度的升高,奧氏體含量增加,淬火后馬氏體相變得到的馬氏體含量增加。在保溫過程中,初始組織溶解,碳元素重新分配,奧氏體通過擴散形核長大[14],同時組織中的碳化物也在保溫過程中溶解,擴散到奧氏體中,淬火后組織中的碳化物析出量明顯減少[15]。圖4(a)為720 ℃等溫12 min后水冷的組織,此時等溫溫度較低,產生的奧氏體含量較少,導致淬火后生成的馬氏體含量低,且在此溫度下奧氏體溶解碳化物的能力有限,鐵素體中存在較多的碳化物。隨著等溫溫度的升高,熱力學和動力學驅動力增加,還有利于鐵素體向奧氏體的轉變,奧氏體含量和尺寸均有所增加,導致淬火后最終組織中馬氏體含量增加,馬氏體尺寸也有所增加,馬氏體形貌逐漸由島狀轉變成塊狀[16]。
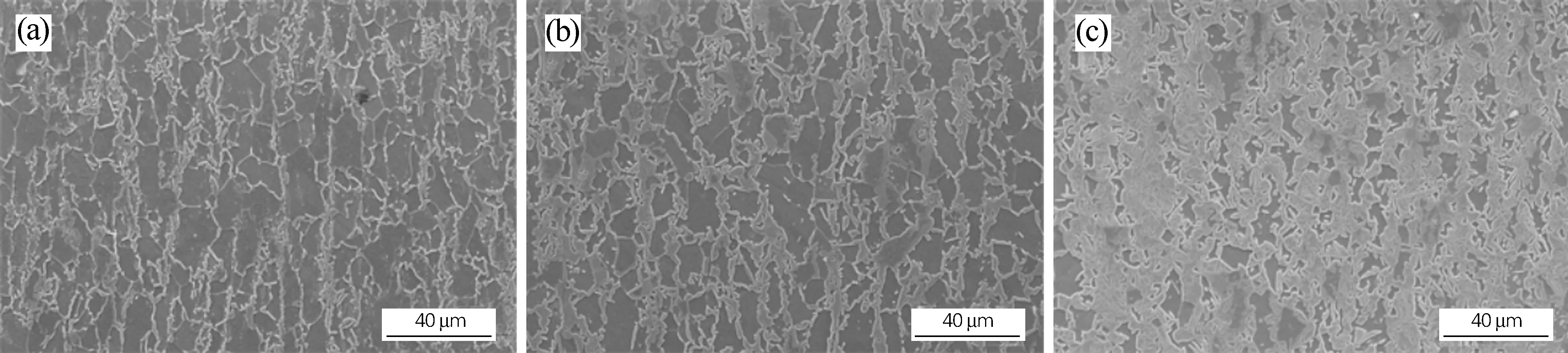
圖4 臨界等溫工藝下試驗鋼不同等溫溫度的微觀組織Fig.4 Microstructure of the tested steel after intercritical isothermal treatment at different isothermal temperatures(a) 720 ℃; (b) 750 ℃; (c) 800 ℃
試驗鋼經臨界等溫工藝處理后的室溫力學性能如圖5和表3所示。由圖5可知,隨著等溫溫度的升高,淬火后相變得到馬氏體分數增加,試驗鋼的屈服強度和抗拉強度升高,等溫溫度為720 ℃和750 ℃時,總延伸率相近,當等溫溫度升高到800 ℃后,總延伸率明顯下降。從應力-應變曲線可以看出,等溫溫度為720 ℃和750 ℃時出現了屈服平臺,750 ℃時屈服平臺較窄。
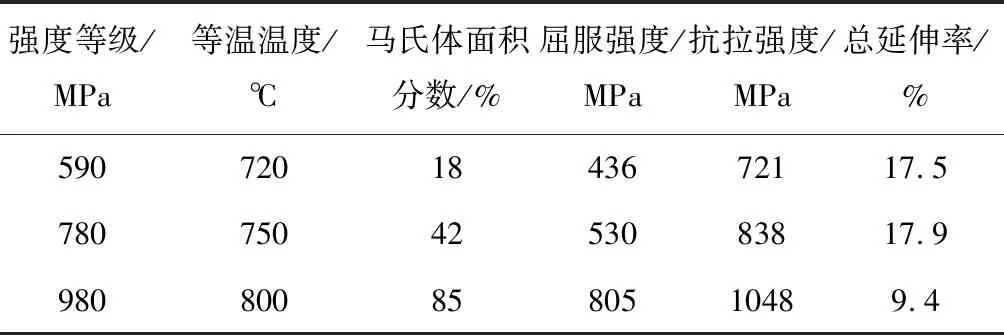
表3 試驗鋼臨界等溫工藝不同等溫溫度下的力學性能

圖5 臨界等溫工藝下試驗鋼不同等溫溫度的工程應力-應變曲線Fig.5 Engineering stress-strain curves of the tested steel after intercritical isothermal treatment at different isothermal temperatures
在本研究中為了模擬烤漆過程進行的烘烤步驟相當于低溫回火,在170 ℃烘烤過程中鐵素體會發生回復,導致鐵素體內部的位錯密度降低,可動位錯減少;且由于試驗鋼中的Si含量較低,在烘烤過程中可能會有少量碳化物析出,釘扎可動位錯,導致后續變形時可動位錯減少,從而發生了不連續屈服現象,屈服強度增加[17]。等溫溫度升高,馬氏體含量增加,碳的需求量增加,C被馬氏體充分利用,在烘烤時碳化物的析出量減少。等溫溫度為800 ℃時,在應力-應變曲線上表現為連續屈服。從力學性能檢測結果來看,利用臨界等溫工藝可以制備出同一成分、不同強度級別的雙相鋼。
2.2 過時效及其溫度對雙相鋼組織性能的影響
試驗鋼經臨界等溫-過時效工藝(250 ℃過時效)處理后的室溫顯微組織和室溫力學性能如圖6、圖7和表4所示。利用熱膨脹儀對試驗鋼進行試驗獲得膨脹曲線,測得試驗鋼的馬氏體開始轉變臨界溫度(Ms)為326 ℃,250 ℃的過時效溫度在Ms點以下,因此臨界等溫-過時效工藝(250 ℃過時效)處理后的室溫顯微組織中不存在貝氏體組織。圖6(a)為720 ℃等溫12 min、250 ℃過時效并淬火后的組織,與圖4(a)比較可以發現,等溫溫度雖然相同,但組織中馬氏體含量不同,且臨界等溫-過時效工藝的組織中明顯存在更多的未溶解碳化物。通過對比圖6(b)和圖4(c)的組織和通過ImageJ軟件預估得到的馬氏體面積分數可以得出,在相同的等溫溫度(800 ℃)下,臨界等溫-過時效工藝的馬氏體面積分數較低,這可能與淬火過程中的冷速有關,250 ℃過時效時第一次淬火的冷速比直接水冷到室溫的冷速低,導致最終室溫中的馬氏體含量降低。且達到相同強度時,臨界等溫-過時效工藝(250 ℃過時效)所需要的馬氏體含量比臨界等溫工藝的高,在熱處理工藝中引入一步過時效處理后,當組織接近全馬組織,只存在少量的鐵素體時,試驗鋼才能達到980 MPa強度級別。影響強度的因素可能有以下3點:①過時效處理對第一次淬火生成的一次馬氏體/貝氏體有回火軟化作用;②過時效會促進碳化物的析出,導致生成的馬氏體/貝氏體中的碳含量降低,強度降低[17-18];③試驗鋼中的Cr、Mn元素有助于過時效過程中碳向奧氏體擴散[13,19],提高奧氏體的穩定性,室溫組織中可能存在少量殘留奧氏體,有利于提高試驗鋼的綜合性能。但這也會降低生成的馬氏體/貝氏體中的碳含量,降低強度[20]。
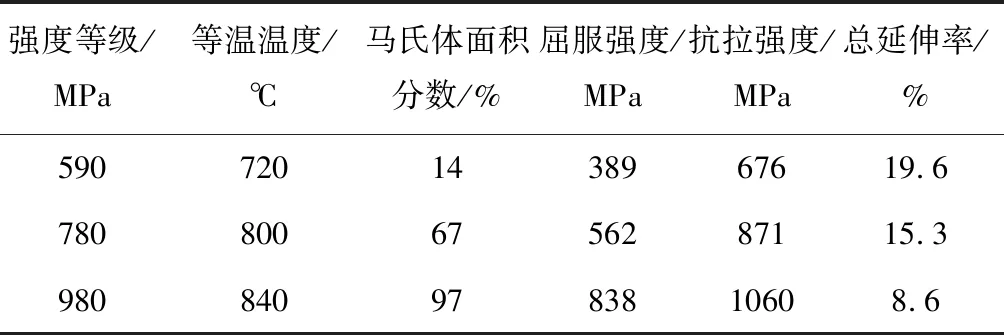
表4 試驗鋼臨界等溫-過時效工藝(250 ℃過時效)試驗鋼不同等溫溫度的力學性能

圖6 臨界等溫-過時效工藝(250 ℃過時效)下試驗鋼不同等溫溫度的微觀組織Fig.6 Microstructure of the tested steel after intercritical isothermal-overaging treatment (250 ℃ overaging) at different isothermal temperatures (a) 720 ℃; (b) 800 ℃; (c) 840 ℃

圖7 臨界等溫-過時效工藝下試驗鋼不同等溫溫度的工程應力-應變曲線(250 ℃過時效)Fig.7 Engineering stress-strain curves of the tested steel after intercritical isothermal-overaging treatment at different isothermal temperatures (overaging at 250 ℃)
試驗鋼經臨界等溫-過時效工藝(300 ℃過時效)后的組織和力學性能如圖8、圖9和表5所示。可以看出,隨著等溫溫度的升高,淬火后馬氏體相變得到的馬氏體含量增加。從表4和表5可以知道,250 ℃過時效時,840 ℃等溫溫度組織接近全馬氏體,300 ℃過時效時,等溫溫度需要達到860 ℃,組織才接近全馬氏體,這可能是因為在完全奧氏體化條件下,隨著等溫溫度的升高,奧氏體內碳含量降低,馬氏體開始轉變臨界溫度(Ms)上升,一次淬火到過時效溫度時產生的馬氏體含量增加,最終室溫組織中馬氏體含量增加。隨著過時效溫度的升高,達到相同級別時需要的等溫溫度和馬氏體含量進一步增加,試驗鋼強度達到980 MPa時,其組織已經幾乎為全馬氏體。加入過時效處理后,室溫組織中的馬氏體分為二次馬氏體和回火馬氏體,二次馬氏體中的C含量比回火馬氏體的高,因此強度也比較高。隨著過時效溫度的提高,最終組織中的二次馬氏體含量增多,理論上在相同等溫溫度時,過時效溫度越高,抗拉強度應該是越高的。但過時效溫度的提高對碳化物的析出也有影響,能促進過時效時組織中碳化物的析出與長大,C以碳化物的形式析出,導致生成馬氏體的過程中能夠利用到的碳含量減少,強度降低。二次馬氏體含量增加導致的強度提高作用弱于由于馬氏體組織中碳含量減少導致的強度降低作用,因此,相較250 ℃過時效,300 ℃過時效的試驗鋼想要達到同一強度級別,需要更高的等溫溫度。
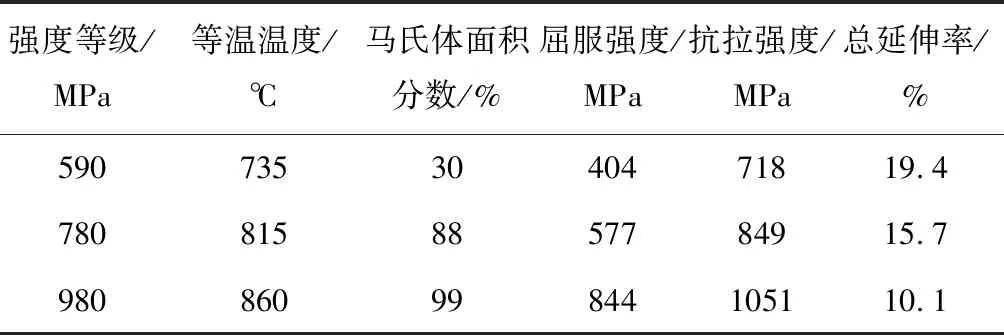
表5 臨界等溫-過時效工藝(300 ℃過時效)下試驗鋼不同等溫溫度的力學性能

圖9 臨界等溫-過時效工藝(300 ℃過時效)下試驗鋼不同等溫溫度的工程應力-應變曲線Fig.9 Engineering stress-strain curves of the tested steel after intercritical isothermal-overaging treatment (300 ℃ overaging) at different isothermal temperatures
從力學性能結果可以看出,利用臨界等溫-過時效工藝試驗鋼也可以制備出3種不同強度級別的雙相鋼,其力學性能與臨界等溫工藝基本持平。臨界等溫工藝雖然在實驗室條件下可以實現,但是一些連退產線冷卻能力可能不足以支持板材直接冷卻至室溫。因此臨界等溫-過時效工藝更適合絕大多數的生產線,在實際工廠生產中可行性會更高。但試驗鋼采用臨界等溫-過時效工藝達到980 MPa強度級別時,從圖6(c)和圖8(c)中可以看出,其組織接近全馬氏體組織,不符合實際雙相鋼的組織特性,且組織中的馬氏體過多不利于塑性的提高,因此在當前的合金成分條件下,采用臨界等溫-過時效工藝制備980 MPa強度級別的雙相鋼是不合適的。若要在同一合金成分下同時實現想要的3個強度級別,且組織性能與商用對應強度級別的雙相鋼相似,需要進一步優化合金成分,使得制備的雙相鋼在相同的馬氏體面積分數下能獲得更高的強度值,整體提高雙相鋼的強度以及達到3個強度級別時的塑性。
3 結論
1) 在不同熱處理工藝下,隨著等溫溫度的提高,水冷后組織中的馬氏體含量增加,使得試驗鋼的抗拉強度和屈服強度隨之提高,總延伸率下降。
2) 與臨界等溫工藝相比,加入過時效步驟后,達到相同強度時,所需要的等溫溫度更高,組織中的馬氏體分數更高,但最終強度與臨界等溫工藝下的試驗鋼基本持平。且隨著過時效溫度的升高,達到相同強度級別時所需的等溫溫度進一步提高,馬氏體分數進一步增加,但其力學性能相似。
3) 利用同一合金成分,采用兩種熱處理工藝,都制備出了590、780和980 MPa 3種不同強度級別的雙相鋼。但是當前成分的試驗鋼在制備高強度規格(980 MPa強度級別)雙相鋼時其組織接近全馬氏體,不符合實際雙相鋼的組織特性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52