化陽公司汽車零件“0071”長度測量系統(tǒng)分析
2023-10-21 07:08:22周旭宗韋冰
時代汽車 2023年18期
周旭宗 韋冰

摘 要:測量系統(tǒng)分析(MSA)是IS0/TS16949標準中的五大工具之一。本研究通過對化陽公司汽車零件“0071”的長度特性進行測量系統(tǒng)分析,分析在該測量系統(tǒng)下獲得測量數(shù)據(jù)的可靠性。研究結(jié)果表明,該測量系統(tǒng)分辨力充足,測量系統(tǒng)處于統(tǒng)計受控狀態(tài),偏倚和線性誤差在可接受范圍內(nèi),重復性和再現(xiàn)性誤差小于10%說明系統(tǒng)測量誤差較小,從而確保了化陽公司在該長度測量系統(tǒng)下獲得的測量數(shù)據(jù)是真實可靠的。
關(guān)鍵詞:測量系統(tǒng)分析 穩(wěn)定性 偏倚 線性 重復性和再現(xiàn)性
1 引言
信息技術(shù)的不斷發(fā)展帶動了企業(yè)自動化水平的提高,數(shù)據(jù)的使用也隨之越來越頻繁和廣泛。企業(yè)的絕大多數(shù)重要控制過程,如進料和成品檢驗、過程能力分析過程的穩(wěn)定性、各變量間邏輯關(guān)系的推理等,都需要依賴數(shù)據(jù)的支持來進行決策。IS09000質(zhì)量體系標準中強調(diào)指出基于事實的決策方法,在分析的基礎上依賴大量的統(tǒng)計數(shù)據(jù),可以做出更為科學有效的決策。測量所獲得數(shù)據(jù)不僅是企業(yè)領(lǐng)導層制定經(jīng)營決策的依據(jù),也是企業(yè)決定是否需要調(diào)整生產(chǎn)控制流程的依據(jù)。因此,獲得真實可靠的測量數(shù)據(jù)十分重要。
測量系統(tǒng)分析是一種數(shù)據(jù)分析方法,即通過有目的、有方法、有規(guī)律的采集數(shù)據(jù)后,對獲得的數(shù)據(jù)進行可靠性,置信度等分析研究,從而判斷測量系統(tǒng)的狀態(tài),評估測量系統(tǒng)的能力,做出是否要進一步采取措施減小或者消除誤差的結(jié)論,以保證數(shù)據(jù)的準確性和可靠性。通過對測量系統(tǒng)六大特性的定量計算,可以得到由測量系統(tǒng)帶來的測量誤差(簡稱R&R)。當R&R占總變差,即R&R%,不超過10%時,認為測量誤差較小,測量數(shù)據(jù)有較高的可信度,為較理想的測量系統(tǒng)。
早期,很多企業(yè)都將測量設備當作關(guān)注的焦點,傾向于選取更加高精度的測量設備去獲得測量結(jié)果,這不僅會增加儀器購置成本,也忽略了對測量設備與測量過程、測量環(huán)境、測量人員等因素及其交互作用影響的研究,導致測量結(jié)果不盡理想。目前我國很多行業(yè)尤其汽車行業(yè)的管理者都將測量系統(tǒng)分析作為保證數(shù)據(jù)可靠性、提升質(zhì)量管理水平的重要手段[1-8]。其中,化陽公司是一家專業(yè)從事汽車關(guān)鍵部件的高精密鋅合金/鋁合金壓鑄、高精密注塑機械加工、精密模具等開發(fā)、生產(chǎn)制造和銷售的高新技術(shù)企業(yè),生產(chǎn)控制過程中,關(guān)鍵重要工序均開展測量系統(tǒng)分析。本研究以該公司某一汽車零件的長度測量系統(tǒng)展開研究。
2 材料與方法
2.1 材料
零件“0071”是化陽公司為客戶生產(chǎn)的汽車零件產(chǎn)品。交付客戶前需對其包含的56個尺寸進行測量,并做出是否合格的全尺寸報告。其中54個尺寸的測量包含了長度的測量,測量范圍為0.03mm-63.3mm。
2.2 儀器與設備
海克斯康公司生產(chǎn)的Global Advantage系列的活動橋式三坐標測量機,型號為“07.10.07”,外形尺寸為1250mm×1910mm×2696mm,量程范圍:X=700mm,Y=1000mm,Z=6600mm,測量的溫度要求為:20℃± 2℃,空氣濕度要求在40%-60%,氣壓要求6-8bar,電壓要求220V±10V。
2.3 試驗方法
測量系統(tǒng)六大特性研究順序為:分辨力、穩(wěn)定性、偏倚和線性、重復性和再現(xiàn)性。各特性研究方案設計要點如下:
穩(wěn)定性分析:1名檢測人員,選取一個合格 “0071”零件的33#(55.5mm±0.1mm)號尺度進行測量,隨機選擇以一天為時間間隔的25個工作點進樣測量,子組大小為3。
偏倚和線性分析:1名檢測人員,選取覆蓋該零件測量范圍的五個尺寸,分別為:44#(0.5mm±0.1mm)、38#(3mm±0.1mm)、10#(18.0mm±0.1mm)、21#(24.3mm±0.1mm)、33#(55.5mm±0.1mm),對每個尺寸重復測量15次。
重復性和再現(xiàn)性分析:3名檢測人員,選取覆蓋6#(57.5mm±0.05mm)尺寸變異過程的10個“0071”汽車零件的,每個零件重復測量3次。
2.4 數(shù)據(jù)分析軟件
Minitab 18。
3 結(jié)果與分析
3.1 分辨力
本研究選擇“0071”汽車零件最小尺度為44#(0.5mm±0.1mm),最大尺度為6#(57.5mm±0.05mm),其過程變差范圍為57.15mm,單個零件公差最小為0.10mm。本研究選擇的三坐標分辨力為0.0001mm,小于制造過程變差或者公差的十分之一[9-10],測量系統(tǒng)的分辨力滿足要求。
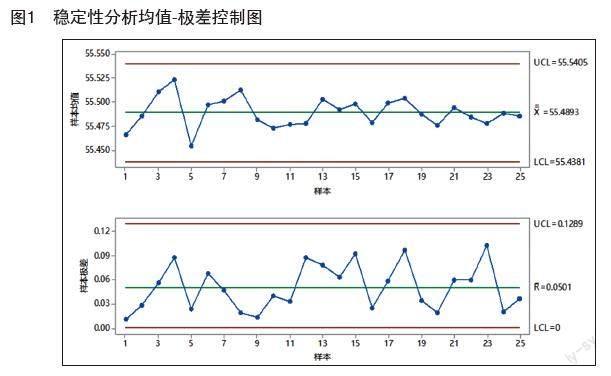
3.2 穩(wěn)定性
穩(wěn)定性是測量系統(tǒng)分析的前提條件之一,本研究采用均值-極差控制圖對該測量系統(tǒng)進行穩(wěn)定性分析,結(jié)果如圖1所示。
根據(jù)八項判異準則,圖1未出現(xiàn)任何一項異常情況,表明該測量系統(tǒng)處于統(tǒng)計受控狀態(tài)。
3.3 偏倚和線性
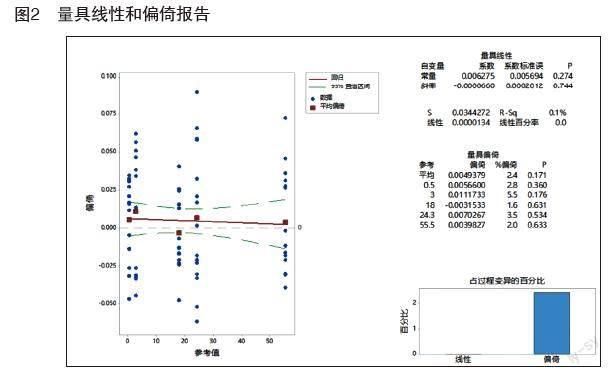
由于線性是量具在正常工作(測量)的量程內(nèi)的偏倚變化量,而且偏倚和線性分別衡量量具的準確性和在量程范圍內(nèi)的偏倚趨勢,所以二者在分析時可以結(jié)合分析。本研究測量系統(tǒng)線性、偏倚分析結(jié)果如圖2所示。
由圖2可知,“偏倚=0”線完全落在95%置信區(qū)間以內(nèi),且線性斜率P值=0.744>0.05,說明該測量系統(tǒng)的線性誤差在α=0.05水平內(nèi)可接受。系統(tǒng)的平均偏倚=0.0049379,P值=0.171>0.05,說明平均偏倚可接受;各零件偏倚的P值均大于0.05,說明測量系統(tǒng)偏倚滿足要求。綜上,該測量系統(tǒng)的線性和偏誤差均滿足要求。
3.4 重復性和再現(xiàn)性
重復性是由同一檢測人員,使用同一種儀器設備,多次檢測同一種產(chǎn)品的同一特性,得出的測量誤差。再現(xiàn)性是由多個檢測人員,使用同一種儀器設備,檢測同一產(chǎn)品的同一特性,并進行多次檢測,得出的觀測平均值變差。重復性和再現(xiàn)性通常聯(lián)合分析,也稱為測量系統(tǒng)R&R分析。本研究R&R分析采用方差分析方法,Minitab輸出的測量系統(tǒng)研究變異分析情況如表1所示。
由表1可知,測量系統(tǒng)量具R&R研究變異占比為3.68%,公差占比為5.72%,均小于10%,說明該測量系統(tǒng)誤差較小,在可接受范圍內(nèi)。可區(qū)分的類別數(shù)NDC=38>5,“量具R&R(方差分析)報告”(見圖3)中Xbar 控制圖也表明了該測量系統(tǒng)有很高的分辨力。圖“測量值x測量員”和“零件號乘測量員交互作用”表明了測量員之間的結(jié)果有較好的一致性,且不存在交互作用。
4 結(jié)論
本研究對化陽公司“007”汽車零件長度測量系統(tǒng)進行研究,根據(jù)“十分之一法則”得出該測量系統(tǒng)的分辨力是充足的。運用Minitab軟件分析了對測量系統(tǒng)其他五大特性開展定性和定量研究,結(jié)果表明,測量系統(tǒng)處于穩(wěn)定受控狀態(tài),其偏倚和線性誤差在可接受范圍內(nèi)是滿足要求,重復性和再現(xiàn)性聯(lián)合誤差(小于10%)滿足要求,表明了化陽公司在該測量系統(tǒng)下得到的數(shù)據(jù)是可靠、有效的,從而為過程控制等分析決策提供了數(shù)據(jù)保障。
參考文獻:
[1]祝世興, 胡興, 郝杰. 基于航空發(fā)動機裝配測量的MSA研究與分析[J]. 自動化與儀表, 2018, 33(03): 5-8.
[2]江丹平, 張向軍, 陳萬朋, 等. 應用Minitab進行實驗測量系統(tǒng)分析改進實例[J]. 計量技術(shù), 2019(09): 43-47.
[3]Aslam M, Bantan R A. A study on measurement system analysis in the presence of indeterminacy[J]. Measurement, 2020(166): 1-6.
[4]Kumar A, Saxena A, Ram M. Multi-State Reliability Measures Analysis of Nuclear Power Plant (NPP) System[J]. International Journal of Reliability, Quality and Safety Engineering, 2020, 27(02): (2040007-1)- (2040007-16).
[5]馬麗莎. 測量系統(tǒng)分析(MSA)在齒輪生產(chǎn)過程中的應用[J]. 內(nèi)燃機與配件, 2021(01): 162-163.
[6]潘濤, 吳國新, 何小妹, 等. MSA 在航發(fā)葉片型面參數(shù)測量系統(tǒng)上的應用[J]. 制造技術(shù)與機床, 2021 (05): 115-118.
[7]高軍呢, 譚衛(wèi)紅, 李曉鑫. 應用Minitab進行測量系統(tǒng)分析及評價[J]. 設備管理與維修, 2021(12): 39-40.
[8]孫國峰, 黃周杰, 崔喆珉. 測量系統(tǒng)分析在緊固件生產(chǎn)過程中的應用[J]. 內(nèi)燃機與配件, 2022(02): 182-184.
[9]楊朝盛. 測量系統(tǒng)分析[M]. 北京:機械工業(yè)出版社,2020.
[10]克萊斯勒集團公司, 福特汽車公司, 通用汽車公司. 測量系統(tǒng)分析參考手冊(第四版), 2010.