Usibor2000/DP780GI/DP780GI電阻點焊接頭顯微組織和力學性能研究
2023-10-21 07:08:22李衛紅高夢鸞袁超楊毅濤倪周松郭秋彥
時代汽車 2023年18期
關鍵詞:力學性能
李衛紅 高夢鸞 袁超 楊毅濤 倪周松 郭秋彥

摘 要:利用金相顯微鏡、電子萬能試驗機和維氏硬度計等設備,研究了Usibor2000/DP780GI/DP780GI電阻點焊接頭的顯微組織和力學性能。結果表明,熔核區心部存在明顯宏觀縮孔,縮孔尺寸約為1.61mm×0.70mm。由熔核區至母材,Usibor2000側顯微組織依次為馬氏體、馬氏體、馬氏體、馬氏體+鐵素體、回火馬氏體、馬氏體,而DP780GI側依次為馬氏體、馬氏體、馬氏體、馬氏體+鐵素體、鐵素體+回火馬氏體、鐵素體+馬氏體。Usibor2000和DP780GI熱影響區均存在不同程度軟化,軟化率分別為33.5%和10.7%。電阻點焊接頭的剪切拉伸最大力、十字拉伸最大力和熔核直徑分別為34.64KN、7.92KN和10.28mm。
關鍵詞:Usibor2000 DP780GI 電阻點焊 顯微組織 力學性能
汽車工業正面臨著日益嚴苛的燃油消耗、溫室氣體排放和乘員安全性法規要求[1]。先進高強鋼因其抗拉強度高(>1000MPa)、能量吸收率高和碰撞性能優異等優勢,在保證車身原有碰撞安全性能的前提下,通過提高材料強度降低車身重量,可以達到節能減排的作用,非常適合當今社會的發展趨勢。熱成型鋼作為一種先進高強鋼,通過加熱到再結晶溫度以上并快速冷卻,使組織轉變成馬氏體,材料的抗拉強度可達到1500-2000MPa,被廣泛用于制造汽車安全結構件,如防撞梁和門檻梁等[2]。
電阻點焊(RSW)因其操作簡便、焊接效率高和成本低廉等特點[3],成為汽車工業不可或缺的焊接方法。汽車車身上通常有5000個左右焊點,研究焊點質量的好壞對提高汽車的耐久性能和安全性能具有重要意義[4, 5]。本文以某車型機艙縱梁中后段Usibor2000 2.0mm/DP780GI 2.0mm/DP780GI 2.0mm搭接組合為研究對象,分析了其RSW接頭的顯微組織和力學性能,以期為工業應用提供技術參考。
1 試驗材料與方法
1.1 試驗材料
本研究中所使用的試驗材料分別為鋁硅鍍層熱成型鋼Usibor2000和熱浸鍍純鋅雙相鋼DP780GI,兩種材料的主要化學成分和力學性能如表1所示。兩種材料的抗拉強度分別達到1864MPa和831MPa。
1.2 焊接工藝與試驗方法
Usibor2000和DP780GI異種材料RSW在Medweld5000s/Roman-TDC-6091電阻點焊試驗機上進行,RSW主要工藝參數如表2所示。RSW接頭橫截面的宏觀形貌和各區域的顯微組織利用Imager.M2m金相顯微鏡進行檢測。RSW接頭的抗剪切最大力和十字拉伸最大力利用Instron5982拉力試驗機進行檢測。RSW接頭的顯微硬度分布采用DuraScan50維氏硬度計進行測試。
2 試驗結果與討論
2.1 宏觀形貌
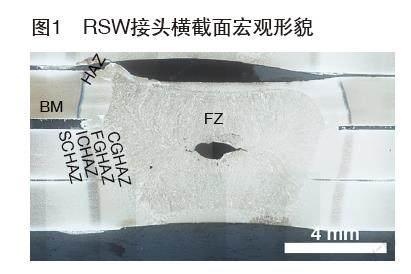
RSW接頭橫截面的宏觀形貌如圖1所示。從圖中可以看出RSW接頭包括熔核區(FZ)、熱影響區(HAZ)和母材區(BM)三部分,且各區域之間存在明顯的分界線。同時,熔核區心部存在明顯的宏觀縮孔,縮孔的尺寸為1.61mm×0.70mm。縮孔的產生主要是由于RSW過程中FZ熱輸入量較高,FZ材料熔化發生體積膨脹,但在隨后的快速冷卻過程中熔融材料體積急劇收縮且沒有足夠的壓力,最終在FZ心部產生宏觀縮孔。此外,RSW過程中的飛濺也會造成熔核內部金屬缺失,對縮孔缺陷的形成也有一定的影響。
2.2 顯微組織
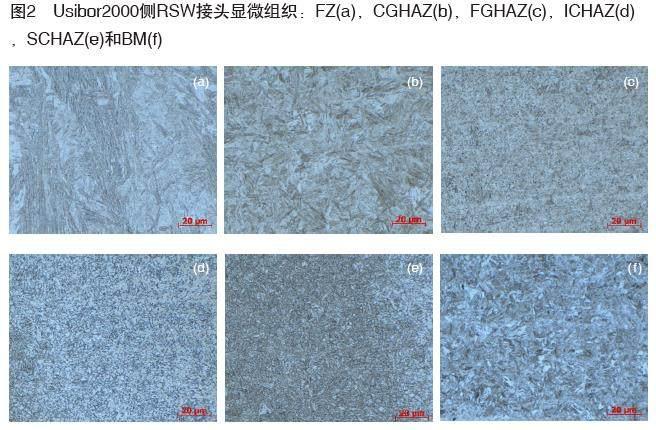
從圖1中可以看出,Usibor2000和DP780GI兩種材料的HAZ沿熔核至母材方向均可以細分為粗晶區(CGHAZ)、細晶區(FGHAZ)、臨界區(ICHAZ)和亞臨界區(SCHAZ)四個區域。Usibor2000側RSW接頭顯微組織如圖2所示。圖2a為FZ,FZ內部在點焊瞬間發生熔化,熔核內部已熔化金屬與熔核邊界未熔化的固相相互接觸,在隨后的冷卻過程中,晶核從未熔化固相邊界開始,呈柱狀晶形式向熔核內部生長,最終形成板條狀馬氏體組織。圖2b為CGHAZ,該區域為完全淬火區,峰值溫度遠超Ac3溫度,組織完全奧氏體化,相變時間長,晶粒有足夠時間形核長大,最終轉變為粗大的板條狀馬氏體組織。圖2c為FGHAZ,該區域同樣為完全淬火區,且峰值溫度在Ac3以上,但相比CGHAZ相變時間短且冷卻速度更快,該區域形成的馬氏體更加細小,且存在少量鐵素體等其它組織。圖2d為ICHAZ,該區域屬于不完全淬火區,峰值溫度在Ac1和Ac3之間,奧氏體轉變為大量細小的馬氏體組織和少量的鐵素體組織。圖2e為SCHAZ,峰值溫度小于Ac1,低于奧氏體化溫度,因熱輸入量不足以發生相變,組織僅發生回火轉變,最終得到回火馬氏體組織。圖2f為BM,組織未發生變化,為細小的板條狀馬氏體。
DP780GI側各區域顯微組織如圖3所示。DP780GI側各區域熱循環特征與Usibor2000側基本一致,DP780GI側沿FZ至BM各區域的顯微組織分別為粗大的板條狀馬氏體柱狀晶、粗大的馬氏體組織、細小的馬氏體組織、細小的鐵素體和馬氏體混合組織、鐵素體和回火馬氏體混合組織、鐵素體和馬氏體混合組織。
2.3 力學性能
RSW接頭的顯微硬度分布如圖4a所示。從圖中可以看出, FZ心部的顯微硬度約為452.8HV5,低于Usibor2000母材的硬度(600.3HV5),高于DP780GI母材的硬度(267.4HV5)。Usibor2000側HAZ存在明顯的軟化區,該軟化區對應SCHAZ,軟化點的平均顯微硬度約為399.1HV5,較母材硬度(600.3HV5)下降約33.5%,此軟化現象主要由馬氏體的回火轉變導致。同時,HAZ也存在顯微硬度峰值,峰值點顯微硬度略高于母材硬度,約為622.5HV5。而DP780GI側顯微硬度呈現明顯的梯度變化,從FZ到BM顯微硬度逐漸降低,在SCHAZ也存在軟化,但軟化不明顯,軟化點的平均顯微硬度約為238.7HV5,較母材硬度(267.4HV5)下降約10.7%。
RSW接頭剪切拉伸最大力、十字拉伸最大力和熔核直徑檢測結果如圖4b所示。從圖中可以看出,剪切拉伸最大力、十字拉伸最大力和熔核直徑分別為34.64KN、7.92KN和10.28mm。
3 結論
(1) Usibor2000和DP780GI兩種材料的抗拉強度分別為1864MPa和831MPa,母材的顯微組織分別為板條狀馬氏體和鐵素體+馬氏體雙相組織。
(2) RSW接頭熔核區內部存在明顯的宏觀縮孔,縮孔尺寸約為1.61mm×0.70mm。
(3) RSW接頭包括FZ、HAZ和BM三部分,HAZ又細分為CGHAZ、FGHAZ、ICHAZ和SCHAZ四個區域。由FZ至SCHAZ,Usibor2000側顯微組織依次為柱狀晶馬氏體、粗大板條狀馬氏體、細小馬氏體、細小馬氏體+少量鐵素體、回火馬氏體,而DP780GI側依次為柱狀晶馬氏體、粗大板條狀馬氏體、細小馬氏體、細小馬氏體+鐵素體、鐵素體+回火馬氏體。
(4) Usibor2000母材、FZ心部和DP780GI母材的顯微硬度依次為600.3HV5、452.8 HV5和267.4 HV5。Usibor2000和DP780GI熱影響區均存在不同程度軟化,軟化率分別為33.5%和10.7%。
(5)RSW接頭的剪切拉伸最大力和十字拉伸最大力分別為34.64KN和7.92KN,熔核直徑約為10.28mm。
參考文獻:
[1]袁超, 張銘潔, 李華鑫, 等. Al-Si鍍層熱成形鋼熱填絲激光焊接接頭的性能研究 [J/OL]. 熱加工工藝: 1-4. DOI:10.14158/j.cnki.1001-3814.20211538.
[2]袁超, 李華鑫, 馮婷婷, 等. 熱成型鋼板、鋁硅鍍層鋼板和熱鍍純鋅鍍層鋼板的耐蝕性研究 [J]. 材料保護, 2022, 55(03): 14-18.
[3]孫浩, 劉成杰, 畢文珍, 等. B1500HS熱成形鋼與DP鋼的點焊接頭拉剪性能 [J]. 焊接, 2022(05): 29-35.
[4]凌華, 孫浩, 郭亞洲, 等. B1800HS/DP1180電阻點焊接頭組織研究 [J]. 電焊機, 2020, 50(08): 62-66.
[5]孟根巴根, 趙光, 許曉, 等. 熱沖壓成形鋼與雙相鋼點焊接頭組織及顯微硬度分析 [J]. 四川冶金, 2022, 44(01): 50-53.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53