汽車輕量化技術方法研究
2023-10-21 07:08:22陸玉凱熊樹生周沁悠李錦程宋和平
時代汽車 2023年18期
陸玉凱 熊樹生 周沁悠 李錦程 宋和平

摘 要:汽車輕量化研究是當今汽車行業發展的重要領域,是實現整車降本節能降耗的重要的手段。結合汽車輕量化技術的研究現狀和發展趨勢,本文從輕量化的結構、材料和制造工藝等方面進行了研究和介紹,并提供了一些典型案例,旨在給汽車行業內研究整車輕量化提供一定的參考意義,并推動行業輕量化技術、降本減重等技術的發展。
關鍵詞:輕量化 降本減重 輕量化制造工藝優化
1 引言
隨著汽車工業的持續快速發展,汽車已經越來越多的成為了日常生活必需品[1],據初步估算統計,全球燃油汽車已超過12億輛,相應的,燃油汽車也成為當今世界能源消耗和污染物排放的主要來源。各發達國家均制訂了嚴格的法規來限制汽車燃油消耗和溫室氣體的排放,中國也發布了《關于完整準確全面貫徹新發展理念做好碳達峰碳中和工作的意見》和《乘用車企業平均燃料消耗量與新能源汽車積分并行管理辦法》 等來進行約束和指導。
在燃油費用高企的時代,燃油車的百公里油耗已經成為消費者購車考慮的一個重要因素,據初步統計,以燃油車為例,整車重量每減輕10kg,燃油車油耗百公里可節省燃油0.03~0.05L(電動汽車可節省約0.052kWh)。整車重量的降低,不僅可以降低油耗,而且對于車企來說,還可以實現一定程度的降本,減輕企業造車成本壓力。
汽車輕量化不僅要保證燃油經濟性,還要兼顧汽車安全性[2]。
所謂汽車輕量化,其實就是在滿足汽車安全和法規要求的前提下,同時考慮整車安全和整車動力性等因素,降低整車重量,實現整車降本、節能、減排的目標。想要達成整車輕量化的目標,本文主要從以下三個方面來闡述:
(1) 輕量化結構設計。通過仿真軟件建立數據模型,針對CAE、NVH等性能進行數據校核,在滿足屬性要求的前提下不斷優化數據結構;
(2)輕量化材料的使用。通過應用高強度或超高強度鋼、碳纖維、鋁合金、鎂合金等材料,制造整車零部件或車身鈑金結構,以便達到整車重量減輕的目的;
(3)先進的輕量化制造工藝。例如激光焊接、熱成形等工藝。
2 輕量化結構設計
輕量化結構設計,即符合要求強度的最優結構以及材料使用的最小化,其優點在于最大化活用現有結構概念,使開發時間及成本增加最少,常采用拓撲優化、形狀優化、尺寸優化等方法。
2.1 拓撲優化
拓撲優化是在給定負載情況、約束條件和性能指標的情況下,在給定的區域內對材料分布進行優化的數學方法[3]。
拓撲優化的基本流程如下:
(1) 定義設計空間;
(2) 定義有限元模型;
(3) 定義優化三要素(如目標、響應及約束條件等);
(4)拓撲優化結果;
(5)解讀并驗證拓撲優化方案;
(6)鎖定最終拓撲優化結果并應用于實際生產。
拓撲優化的最大優點是在結構還沒設計出來之前,僅應用一定的約束和載荷的條件,便能尋求一種結構的最優化分配方案,得到結構的一部分參數,為該結構的后續設計打下良好的基礎[4]。
2.2 形狀優化
用CAE軟件進行分析,在滿足強度、剛度、碰撞安全性[5]、疲勞耐久等多方面條件要求的前提下,通過精簡相關冗余結構,優化對應的結構參數,實現零部件結構和形狀的最優化。
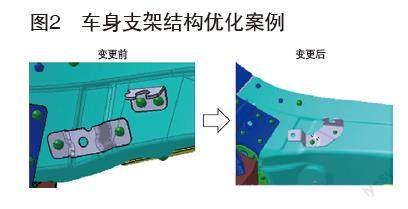
以某車型車身支架結構優化為例,通過優化支架及焊點數量,實現整車質量降低0.03kg,整車成本降低0.2元,如圖2所示。
2.3 尺寸優化
尺寸優化是行業內使用廣泛,也相對成熟的一種輕量化技術,為了滿足不同情況下的吸能、振動、剛度、強度等為限定約束條件,以整車零件的尺寸當作設計參數變量,創建以結構質量最小作為目標函數模型,得出最優的尺寸和料厚參數。圖3為某車型A柱腔體截面優化案例,在滿足安全及耐久等性能的前提下,A柱內板Y向寬度由57mm減小為49mm,實現車身結構減重0.89kg,降本0.97元。
3 輕量化材料發展及應用現狀
除了優化和調整相應的結構,輕量化技術研究的另一個重要方面是輕量化材料。輕量化的零件材料主要分為如下兩個方向:
(1)高強度材料。一般指高強度鋼;
(2)輕質材料。一般指鋁合金、鎂合金、碳纖維等。
3.1 高強度鋼
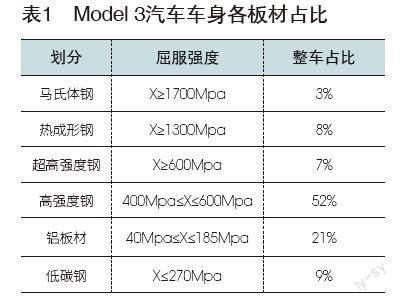
鋼材占汽車質量的50%以上,為了使汽車減重,比一般鋼材抗拉強度高2倍以上的高強度鋼在車輛中的使用愈發增多。相對于普通鋼材,在同等強度要求下,高強度鋼板可以選用更薄的鋼板厚度,以達到車輛重量減輕的目的。根據材料的力學性能的差異性,鋼材主要可分為低強度鋼材、高強鋼度材、超高強度鋼材等。高強度鋼材又可進一步細分成:傳統高強度鋼和高級高強度鋼。特斯拉Model 3就使用了大量的高強度鋼,各板材所占比例如表1所示。
3.2 鋁合金
鋁在地球中的儲備量超過8%,含量排名第三,僅此于氧和硅,是特別豐富的金屬資源,應用性也特別廣泛。和鋼材相比,鋁材的密度降低了一半以上,是應用特別廣泛的輕量化材料。
鋁金屬具有優秀的機械性能,為了提升鋁材的機械性能,常采用添加合金的方式制成不同純度的鋁合金板材,可分為1000系、2000系、3000系、4000系、5000系、6000系、7000系等[6],5000系及以上的鋁合金材料,因其強度和成形性能優越,常被開發設計為汽車合金板材。
3.3 鎂合金
鎂合金具有較高的比強度和比剛度,而且鎂資源非常豐富,因此鎂合金被公認為最有發展前景的汽車輕量化金屬材料,鎂有相當高的的導熱性、導電性和無磁性,并有良好的尺寸穩定性和優異的能量吸收特性,是制造抗震零件的良好材料,因此能夠在汽車傳動系統、車體系統、發動機系統以及底盤系統等方面進行應用,進而在車身剛度以及安全性達到要求的同時,實現輕量化、降噪、減震的目的。
3.4 碳纖維
碳纖維是指通過人工合成技術,將片狀或碎狀的石墨晶體等有機纖維,按照一定的組織結構形式,以軸方向鋪排的方式達到強大的力學性能的復合材料,其具有密度小、耐腐蝕、比強度和比剛度高等特點。相關研究表明,相同大小結構的零部件類別,碳纖維材料零部件是鋼鐵材料零部件重量的1/4左右,但其抗拉性能較鋼鐵提升了7倍左右[7]。
碳纖維能在保證設計要求的剛度和強度的前提下,大幅度的減輕整車質量,也因此被用于車身和底盤等結構。但由于碳纖維復合材料成本較高,目前只要用于一些小批量的高檔轎車及賽車的制造中。
4 先進輕量化制造工藝
工藝的輕量化,即比現有材料更加精細的加工來減少材料的使用量,其優點在于能活用現有材料,成本增加少,常采用液壓成形工藝、激光焊接工藝、熱沖壓成形工藝等。
4.1 液壓成形工藝
與傳統沖壓成形的裝置不同,液壓的成形形式是液態水和液態油,這種形態代替鋼的凹模和凸模,通過傳力介質,促使板料形成凹或凸的形式,從而得到所需要零件的形狀[8]。相比于傳統沖壓成形,液壓成形制造的的零部件質量可靠性更高,通過提升零部件的成形極限,實現減少冗余模具的制造和開發。
液壓成形技術主要包括2類:
(1)管料液壓成形;
(2)板料液壓成形。
目前在汽車行業應用較廣泛的技術是第一種,即管料液壓成形,與傳統的沖壓焊接工藝相比,可以概括為如下5個優點:
(1) 節約材料。液壓成形的材料利用率可以高達98%;
(2) 簡化了模具結構,縮短了產品周期;
(3) 能一次成形中空復雜零件,減少后續的加工工序;
(4)通過減少焊點,提高零件整體的剛度和強度;
(5) 降低生產成本。與傳統的沖壓焊接件相比,管料液壓成形件可實現降本18%左右,甚至達到20%。
4.2 激光焊接工藝
激光焊接,是一種廣泛應用在汽車、航空、電子、醫療等行業的技術,是利用高能量密度的激光束作為熱源的精密高效能焊接技術。與傳統焊接方式相比,激光焊接具有速度快、效率高、焊縫深寬比大、熱輸入小、熱影響區小、焊接變形小等優點,因而被大規模應用于汽車制造領域[9]。激光焊接工藝可以根據實際需求將不同厚度、性能的板材合理的利用起來,以達到減重降本的目標。激光焊接工藝在應用過程存在如下的優點:
(1)與接觸式焊接相比,激光焊接的器具損耗小和變形量小,所以相關設備的使用壽命更長;
(2)將熱源能量更精密的作用于需要焊接的位置,板材被焊接影響的位置范圍小,使焊點以外板材位置的變形量也相對更小;
(3)易于通過電腦或者數控編程控制,實現焊接的高度自動化;
(4)焊接精薄材料時,可以最大程度的避免回熔現象。
雖然激光焊接工藝有眾多優點,但是其價格及維護成本較高。基于此,激光焊接可應用的車型主要以奔馳、寶馬、奧迪等豪華品牌車為主,自主品牌車型應用較少。
如圖4所示,奧迪A6L采用了大量激光焊接工藝,其四門處的鋁激光焊可達8520mm長。
4.3 熱沖壓成形工藝
熱沖壓成形工藝,主要指采用如下工藝:
(1)將熱沖壓高強度鋼板加熱到奧氏體再結晶溫度以上;
(2)保溫一定的時間,使之均勻奧氏體化;
(3)快速移動到冷卻模具內進行沖壓成形;
(4)對其進行淬火,然后進行快速冷卻,以達到提高零件強度的目的,最后進行切邊、沖孔及表面清理等后續工藝。
熱沖壓成形的優點主要有:零件尺寸精度高、零件成形性能好、車身設計感強、有效降低零件厚度等優點,進而達到輕量化目標。
如圖5所示,沃爾沃S60就應用較為廣泛的熱成形工藝,圖中紅色部分為熱成形件,熱成形零件比例可達35%。
5 總結
據初步估算,某車型基于上述輕量化技術,應用在實際的車輛開發制造過程中后,最終綜合減重超過27kg。通過現有數據分析,燃油車每減輕重量10kg,可節約燃油約0.03L/100km、每年行駛1.5萬公里、8年的車輛生命周期以及年產20萬臺計算,該車型1年生產的車輛在整個生命周期內可節省約19,440,000L燃油,可減少CO2等廢氣排放約45,878,400kg。
由此可見,隨著我國節能減排戰略的實施,汽車輕量化已成為汽車技術發展的重要課題。隨著未來更多先進工藝、材料的開發與應用,輕量化技術和目標必將邁上一個新的臺階。
參考文獻:
[1]宋和平,劉廣喜,徐偉濤,等. 轎車后排座椅行李箱沖擊的降本減重優化方法[J]. 汽車零部件,2021,(9):50-54.
[2]宋和平,徐偉濤,張靜. 一種利用ACU實現電動汽車快速切斷高電壓的方法[J]. 電子測量技術,2020,43(4):39-42.
[3]韓友國,劉向陽,吳洪濤,等. 電動汽車前艙蓋輕量化設計研究[J]. 汽車零部件,2022,(7):5-8.
[4]馬芳武,王卓君,楊猛,等. 汽車后副車架輕量化概念設計方法研究[J]. 汽車工程,2021,43(5):776-783.
[5]宋和平,徐偉濤,劉廣喜,等. 一種針對C-NCAP中MPDB工況碰撞兼容性的優化方法[J]. 汽車工程,2021,43(1):94-98.
[6]陳志耀,馬天戰,馬丹萍. 汽車輕量化的技術動向[J]. 汽車零部件,2022,(8):92-95.
[7]馬進. 新能源汽車輕量化的關鍵技術研究[J]. 產業創新研究,2022,(2):45-47.
[8]董麗麗. 汽車輕量化技術應用分析[J]. 時代汽車,2021,(13):37-38.
[9]王瑜,舒樂時,耿韶寧,等. 汽車車身激光焊接技術的現狀與發展趨勢[J]. 中國激光,2022,49(12):184-201.