振動時效工藝在熨平機架制造中的應用探究
2023-10-18 21:16:45姚強張子嬰韓彪楊一男錢繼校張鑫
工程機械與維修 2023年5期
姚強 張子嬰 韓彪 楊一男 錢繼校 張鑫

摘要:針對振動時效工藝對傳統攤鋪機熨平機架熱時效工藝的可替代性問題,運用盲孔法測試熱時效和振動時效工藝下熨平機架的焊接殘余應力,得到試件的焊接殘余應力消除率指標。對試驗試件進行加工,結合自然時效的方法,將試件靜置7個月,得到不同工藝處理后,剩余焊接殘余應力對試件剛性變形的影響。通過對滿足剛性要求的試件進行施工驗證,得到不同工藝對試件結構強度以及施工質量的影響指標。
關鍵詞:熨平機架;振動時效;熱時效;焊接殘余應力
0? ?引言
焊接殘余應力過高容易造成構件的剛性變形、焊接裂紋擴展,從而降低結構的承載能力[1-4]。常用的焊接殘余應力去除方法包括自然時效、熱時效和振動時效[5]。針對路面機械結構加工領域,自然時效由于處理時間過長,不能滿足實際使用要求,未被采用。振動時效在軍工、航天、船舶、鉆采等領域,應用相對成熟[6-8],在路面機械領域,北方加工廠家受熱時效傳統技術的影響使用較少。
而相對振動時效工藝而言,熱時效具有污染大、效率低、時間長、能耗大和費用高的缺點[9-11],尤其是近幾年,受疫情的影響,原材料成本的升高,使其問題更加凸顯,所以加快振動時效技術在該領域的滲透,是適應當前環境,保證企業綠色、健康發展的可行性出路之一。
目前,國內關于攤鋪機實際產品的公開資料多集中在結構構型上,針對其關鍵部件工藝的研究較為少見。為此,本文采用1.5m攤鋪機熨平機架作為研究對象,采用亞共振振動時效和熱時效對試驗件進行處理,運用盲孔法檢測振動時效試件和熱時效試件的焊接殘余應力,并計算去除率,然后對試驗件進行機械加工,靜置7個月,研究不同工藝下,剩余焊接殘余應力對結構變形的影響,最后通過實際裝配驗證,判斷不同工藝對試驗件強度和工作質量的影響,確定振動時效工藝對熨平結構加工制造的適用性,為以后同類產品工藝的改進、替代提供參考。
1? ?焊接殘余應力測試
熱時效試驗件采用傳統熱處理工藝進行處理,振動時效試驗件采用亞共振試驗設備處理,運用盲孔法測試時效試驗件的焊接殘余應力,通過對比焊縫、熱影響區及母材的焊接殘余應力,得到不同工藝下的焊接殘余應力消除率。
1.1? ?盲孔法殘余應力測試
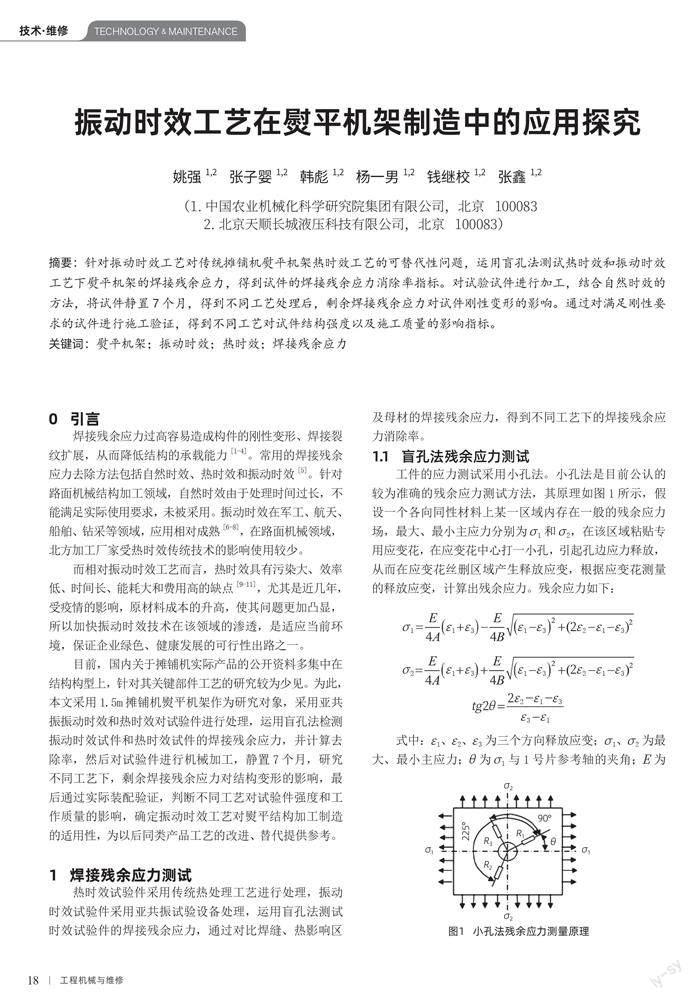
工件的應力測試采用小孔法。小孔法是目前公認的較為準確的殘余應力測試方法,其原理如圖1所示,假設一個各向同性材料上某一區域內存在一般的殘余應力場,最大、最小主應力分別為σ1和σ2,在該區域粘貼專用應變花,在應變花中心打一小孔,引起孔邊應力釋放,從而在應變花絲刪區域產生釋放應變,根據應變花測量的釋放應變,計算出殘余應力。殘余應力如下:
1.2? ?振動測試系統的搭建
亞公振振動時效設備采用VSR-環天668型振動時效裝置,激振源采用配置偏心塊的激振電機,為更好檢測試件的振動效果,振動傳感器布置在遠離激振電機的一端[12]。試件質量為269kg,材料為Q345鋼,彈性支撐不能過硬,否則將無法快速達到時效效果,甚至式對試件造成共振破壞,所以選擇橡膠輪胎作為支撐。振動測試系統如圖2所示。
1.3? ?焊接殘余應力檢測
在焊縫中部位置垂直于焊縫方向的測試線,每條測試線布置10個測試點,其中4個測試點位于焊縫表面,另外6個測試點位于焊縫背面熱影響區和母材上。通過測試獲得反應焊縫垂線殘余應力分布特性的應力曲線。
熱時效工件焊縫測點分布如圖3所示。亞共振時效工件焊縫測點分布如圖4所示。以焊縫中心作為原點,以工件上方為正方向,選取距焊縫中心-5mm、-3mm、3mm、5mm共4個點作為焊縫上的殘余應力測試點。
熱時效工件熱影響區及母材測點分布如圖5所示。亞共振時效工件熱影響區及母材測點分布如圖6所示。焊縫背面熱影響區及母材應力測試,以焊縫中心作為原點,以工件上方為正方向,選取距焊縫中心-3mm、-1mm、1mm、3mm、5mm、7mm共六個點作為殘余應力測試點。
2? ?靜置試驗
將不同工藝處理過的試驗件進行加工,最終尺寸加工誤差控制在±0.2mm,底面對角線理論值1580.7mm,精度控制在±0.4mm,如圖7所示。將加工好的試驗件靜置7個月。
試件測量參數如圖8所示,測量熨平箱體上下前后的邊長L1至L4以及底面對角線長度D1和D2。平面度測試,用塞規測量四個角點P1至P4。熨平箱體基本尺寸變化如表3所示。熨平箱體四個角點測試數據如表4所示。
3? ?工地試驗
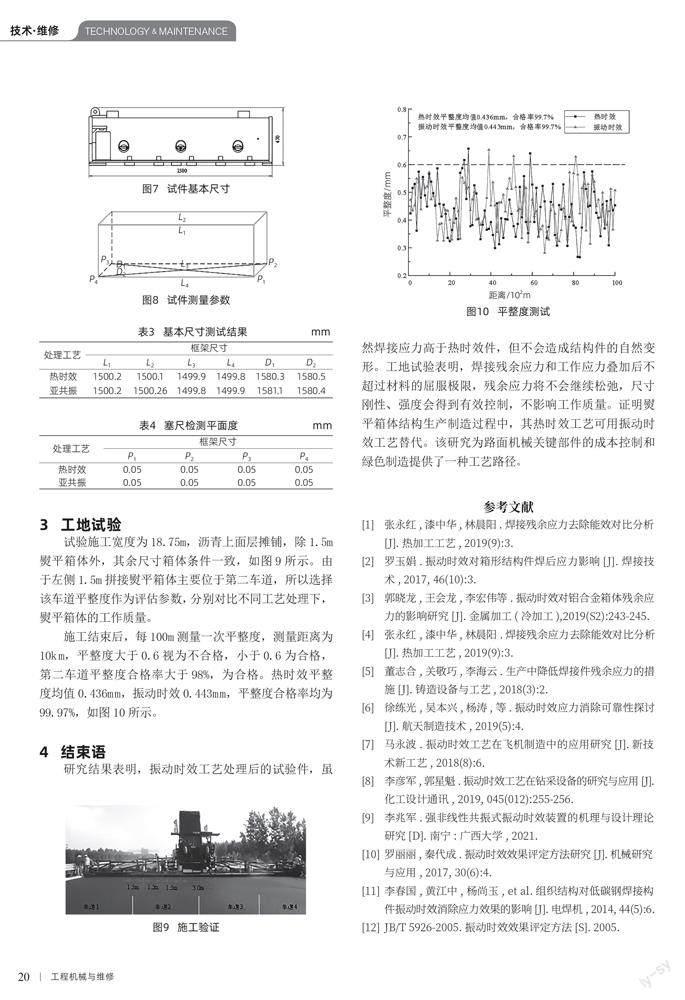
試驗施工寬度為18.75m,瀝青上面層攤鋪,除1.5m熨平箱體外,其余尺寸箱體條件一致,如圖9所示。由于左側1.5m拼接熨平箱體主要位于第二車道,所以選擇該車道平整度作為評估參數,分別對比不同工藝處理下,熨平箱體的工作質量。
施工結束后,每100m測量一次平整度,測量距離為10km,平整度大于0.6視為不合格,小于0.6為合格,第二車道平整度合格率大于98%,為合格。熱時效平整度均值0.436mm,振動時效0.443mm,平整度合格率均為99.97%,如圖10所示。
4? ?結束語
研究結果表明,振動時效工藝處理后的試驗件,雖然焊接應力高于熱時效件,但不會造成結構件的自然變形。工地試驗表明,焊接殘余應力和工作應力疊加后不超過材料的屈服極限,殘余應力將不會繼續松弛,尺寸剛性、強度會得到有效控制,不影響工作質量。證明熨平箱體結構生產制造過程中,其熱時效工藝可用振動時效工藝替代。該研究為路面機械關鍵部件的成本控制和綠色制造提供了一種工藝路徑。
參考文獻
[1] 張永紅, 漆中華, 林晨陽. 焊接殘余應力去除能效對比分析[J]. 熱加工工藝, 2019(9):3.
[2] 羅玉娟. 振動時效對箱形結構件焊后應力影響[J]. 焊接技術, 2017, 46(10):3.
[3] 郭曉龍,王會龍,李宏偉等.振動時效對鋁合金箱體殘余應力的影響研究[J].金屬加工(冷加工),2019(S2):243-245.
[4] 張永紅, 漆中華, 林晨陽. 焊接殘余應力去除能效對比分析[J]. 熱加工工藝, 2019(9):3.
[5] 董志合, 關敬巧, 李海云. 生產中降低焊接件殘余應力的措施[J]. 鑄造設備與工藝, 2018(3):2.
[6] 徐練光, 吳本興, 楊濤,等. 振動時效應力消除可靠性探討[J]. 航天制造技術, 2019(5):4.
[7] 馬永波. 振動時效工藝在飛機制造中的應用研究[J]. 新技術新工藝, 2018(8):6.
[8] 李彥軍, 郭星魁. 振動時效工藝在鉆采設備的研究與應用[J].化工設計通訊, 2019, 045(012):255-256.
[9] 李兆軍. 強非線性共振式振動時效裝置的機理與設計理論研究[D]. 南寧:廣西大學, 2021.
[10] 羅麗麗, 秦代成. 振動時效效果評定方法研究[J]. 機械研究與應用, 2017, 30(6):4.
[11] 李春國, 黃江中, 楊尚玉, et al. 組織結構對低碳鋼焊接構件振動時效消除應力效果的影響[J]. 電焊機, 2014, 44(5):6.
[12] JB/T 5926-2005. 振動時效效果評定方法[S]. 2005.
