熱軋45鋼加工開裂缺陷原因分析與改進
2023-10-18 06:10:14任俊威張吉富王剛楊玉
鞍鋼技術 2023年5期
任俊威,張吉富,王剛,楊玉
(1.鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007;2.鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009)
45鋼由于具有較好的加工性能和低成本的熱處理工藝,加工性價比較好,在五金、機械結構、車輛用鋼上應用較為廣泛[1]。相比較于窄帶鋼生產工藝,目前普遍采用常規熱軋寬帶鋼流程生產帶鋼工藝,具有生產效率更高,替代性強和成本低等優點。但用戶在使用熱軋原料加工過程中,經常會發生沖壓或折彎開裂問題,造成對原料質量的抱怨。本文對45鋼常見的典型開裂缺陷進行了金相檢測和原因分析,并在生產工藝上進行改進,取得了良好的效果。
1 典型開裂缺陷形貌
用戶加工流程通常為開平-剪裁-沖壓-成型和酸洗-分切-冷軋等,在成型折彎或分切冷軋過程產生的典型折彎開裂缺陷見圖1。

圖1 45鋼折彎開裂缺陷Fig.1 Bending&Cracking Defects of 45 Steel
裂紋一般發生在折彎圓弧處,裂紋開口于試樣表面,沿圓弧面走向拓展,并由表面向內部延伸,呈齒狀向內延伸擴展,由寬及細,尖端分叉或呈折線狀;分切冷軋開裂缺陷一般由邊部向橫向寬度延伸,邊部為裂紋源,原料卷上可存在多處。用戶加工時發生開裂缺陷的工件常指向為同一卷或同生產批次鋼卷,與熱軋原料質量密切相關。
2 開裂原因分析
采用GX51光學顯微鏡對裂紋開裂缺陷進行金相檢測,通過對裂紋金相檢驗結果進行統計分析,造成45號鋼板開裂的原因如下。
2.1 夾雜物或帶狀組織
鋼板內部夾雜物形態見圖2,夾雜物的存在破壞了鋼板基體的連續性,使得鋼板強度和塑性變差。帶狀組織形態見圖3,帶狀組織的存在使得鋼板基體強度不均勻,較高級別的夾雜物和帶狀組織使得加工性能變差,在折彎過程中應力集中區域就容易產生開裂[2]。這類缺陷為常見的開裂原因。

圖2 夾雜物缺陷Fig.2 Inclusion Defects
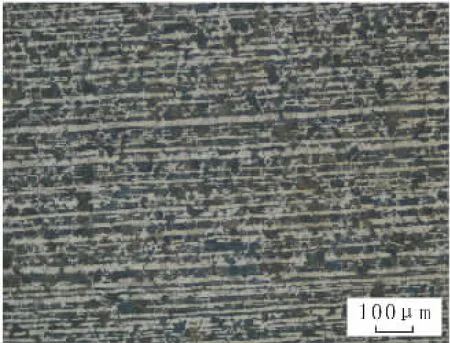
圖3 帶狀組織缺陷Fig.3 Banded Microstructural Defects
2.2 殘余應力
在熱軋過程中,金屬由于塑性變形產生較大內應力,在高溫回復再結晶過程可緩解。在冷卻過程中,如果存在冷卻不均或冷速過大的情況,在鋼板上就產生較大的殘余內應力。如果在原料殘余應力較大的時候開始加工,加工應力與殘余應力相互重合,使得金屬內部變形應力超過了材料抗拉極限,就會造成應力開裂。金相觀察裂紋形態,一般可觀察到組織應力開裂狀態。對于含碳、硅較高的45鋼,殘余應力影響更為明顯。組織應力開裂缺陷見圖4。
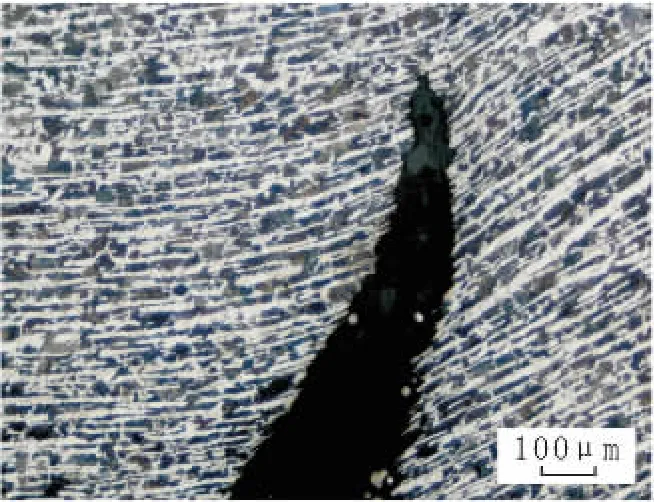
圖4 組織應力開裂缺陷Fig.4 Microstructural Stress Cracking Defects
2.3 脫碳和晶界氧化
如果原料表面嚴重脫碳或存在晶界氧化開裂,形成多條微觀裂紋,裂紋由表層向基體內部延伸,雖然宏觀基體表面較平整,但在表層受力后微觀裂紋形成開裂源頭,裂紋開始擴展,形成宏觀開裂缺陷,脫碳缺陷和晶界氧化缺陷見圖5、圖6。

圖5 脫碳缺陷Fig.5 Decarburization Defects

圖6 晶界氧化缺陷Fig.6 Grain Boundary Oxidation Defects
2.4 組織不均勻
連鑄板坯成分不均勻可造成熱軋后帶鋼組織不均勻,如碳成分不均造成軋后組織不均;45鋼組織一般為鐵素體和珠光體組織,鐵素體和珠光體通常呈現塊狀或團狀,但如出現網狀的鐵素體形態或索氏體、屈氏體混合組織,造成嚴重的組織不均勻狀態,對材料的加工性能會產生不良的影響[3];珠光體片層間距和珠光體球團尺寸的大小對鋼板的力學性能有很大的影響[4],一般組織中常見片層狀狀珠光體。鋼軋后不同組織狀態對比見圖7。
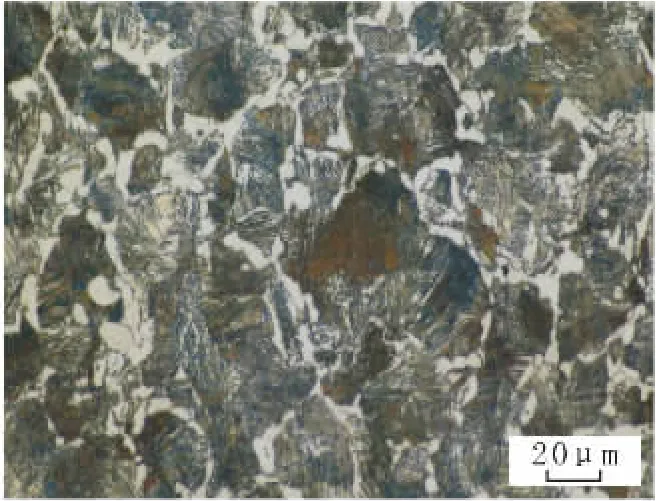
圖7 組織不均缺陷Fig.7 Uneven Microstructural Defects
3 改善方案
熱軋45鋼用戶使用開裂缺陷主要與鋼材內夾雜物、帶狀組織、脫碳晶界氧化、殘余應力和組織均勻性有關,實際生產中可能存在一種以上缺陷綜合影響。煉鋼和熱軋工藝控制對成品的使用性能有直接的影響,通過優化精煉工藝,使夾雜物充分變性,做好保護渣選擇,適當提高渣層厚度,提高鋼質純潔度[5],控制板坯內部夾雜物級別;通過選擇合適的熱軋工藝,控制終軋溫度、卷取溫度等參數,避免層流局部異常冷卻,降低偏析帶狀的嚴重程度和改善熱軋的組織均勻性,可以針對性減少開裂產生的廢品。
45鋼的熱軋生產工藝決定了軋后的組織狀態,各相組織的形態尺寸等與用戶的加工工藝匹配性是應該關注的重點。一般來說,沖壓工藝要求材質強度偏低,塑性相對較好;折彎工藝要求殘余應力小,各向組織均勻,脫碳層小。如忽視原料的內部組織狀態,采用不匹配的加工過程,很容易造成批量開裂等廢品損失。對于鋼廠來說,需要區分用戶加工工藝,制定合理的生產工藝,滿足客戶加工質量要求;同時用戶使用產品前結合鋼廠的原料特性如碳成分、組織狀態等進行評價選擇,必要時增加原料的各項檢驗檢查,以預防材料性能對模具和工件的不良影響。
4 實施效果
在鞍鋼1580線進行開裂改善工作,對45帶鋼生產過程中的煉鋼鋼質純凈度、熱軋加熱工藝和軋后冷卻控制進行了優化,并依據客戶加工方式與熱軋工藝進行了匹配性改進,經一段實施時間后統計對比,用戶反饋開裂缺陷比例由原來的0.5%下降到0.12%以下,驗證了改進措施的有效性,鋼軋后表面脫碳和帶狀組織控制效果見圖8、圖9。
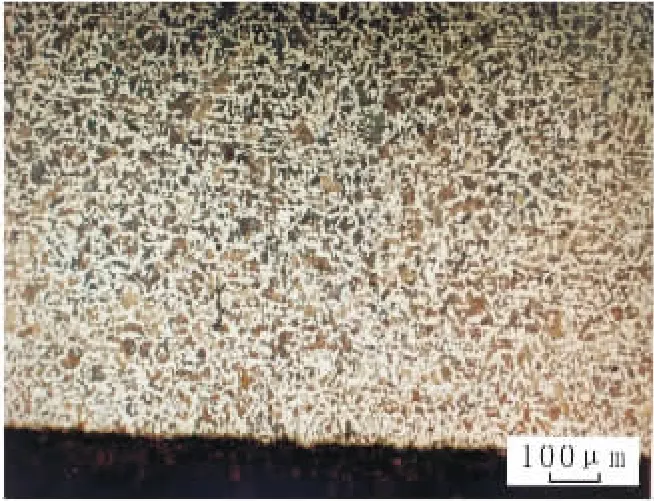
圖8 表面脫碳Fig.8 Surface Decarburization
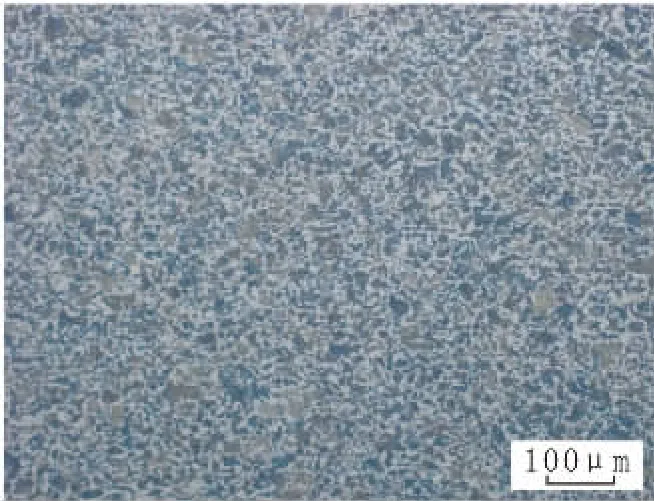
圖9 帶狀組織控制效果Fig.9 Control Effect for Banded Microstructures
5 結論
(1)夾雜物級別高是導致加工開裂的常見缺陷。優化煉鋼工序生產工藝,降低45鋼夾雜物級別,提高鋼質純凈度能有效改善用戶加工開裂問題。
(2)控制熱軋板坯在燒鋼過程中的脫碳層比例,合理確定爐內氣氛、加熱時間、加熱溫度等參數,避免嚴重脫碳和晶界氧化,對于改善折彎類加工開裂有較好的效果。
(3)根據下游加工方式匹配相應的熱軋軋制溫度工藝,避免帶鋼局部異常冷卻等,使得帶鋼組織均勻,減少殘余應力,改善加工性能。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
銅業工程(2015年4期)2015-12-29 02:48:39
創業家(2015年5期)2015-02-27 07:53:25
石油化工應用(2014年8期)2014-03-11 17:40:03