關于塔式冷風扇注塑鑲件自動備料投放裝置的研究與應用
2023-10-18 02:35:38葉小波
日用電器 2023年8期
關鍵詞:設計
李 毅 葛 彬 白 偉 葉小波
(格力大松(宿遷)生活電器有限公司 宿遷 223800)
引言
隨著注塑工藝的不斷提高,塔式冷風扇水箱外殼越來越多的采用水尺鑲件注塑。但在水尺鑲件注塑的過程中,需要人工手持水尺鑲件,爬到注塑機內,將水尺鑲件安裝到注塑機內模具上,等待員工爬出注塑機后,再進行注塑。在生產時員工工作枯燥、時間長,人力投入多,勞動強度大、操作繁瑣等因素,嚴重影響冷風扇水箱注塑成型的效率和質量的穩定性。因此如何實現水箱的快速、穩定注塑成型,成為了各家電企業的重點研究課題。本文正是在上述背景下和需求下,研究并設計出一種集中存儲水尺鑲件并有效投放水尺鑲件的裝置,實現水尺鑲件注塑的低人力投入,高效產出及產出質量穩定可靠。
1 水尺鑲件存儲及供料裝置設計難點分析
1.1 水尺鑲件結構分析
水尺鑲件,由注塑機注塑完成,材質為透明PP塑料,長199 mm,寬20 mm,厚1.5 mm,內部為不規則凹型。因為產品外形原因,在存儲時需要將水尺平鋪在定位工裝內,搬運投放時需要將水尺取出工裝,并水平投放到模具內。水尺鑲件實物如圖1所示。
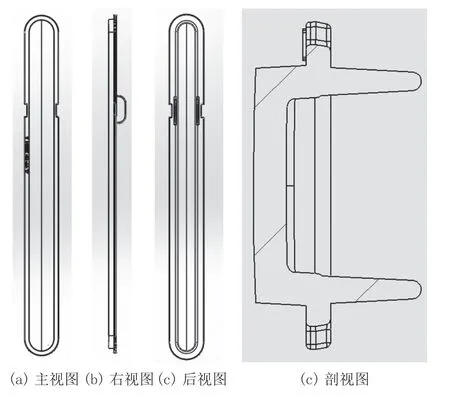
圖1 水尺鑲件
1.2 水尺鑲件存儲及搬運裝置設計難點分析
1)存儲機構難點,水尺鑲件來料為整框來料,因為水尺鑲件的特殊外形及較大尺寸,在做定位時需要精確計算公差,并精準設計避讓,在最小的區域面積內,多集成定位機構,實現集中供料功能。
2)換位機構難點,為了確保注塑機能夠實現連續不停機注塑,在存儲機構下部需要設計出能夠自動換位的機構,實現存儲機構當前位置被取空后,能夠自動換位避空,因為存儲機構存儲水尺較多,換位時容易出現累計誤差,造成第一個及最后一個取料位置偏移較多,取不出來現象。
3)取出機構難點,因為水尺鑲件材料為透明PP塑料,且水尺長度較大,而厚度較薄,存在明顯變形等問題。又因為水尺鑲件上表面面積較小,在拿取時不方便定位,更不方便抓取和拿取,因此取出機構需要達到能可靠取出,并能有效矯正變形功能。換位機構要盡量輕便,且能夠方便的安裝于機器人(機械臂)手臂上,滿足機器人抓取物料功能。
4)控制程序設計難點,換位機構在進行邏輯控制時,因為與取出機構有工作區間的交叉,存在機構干涉問題,程序需要進行規避。為了裝置能夠不停機供料,因此供料機構采用循環供料方式,在程序設計時需要預留尾料數量提醒程序,這樣就將程序設計難度增加了一倍。
2 水尺鑲件存儲及搬運裝置方案設計
2.1 水尺鑲件存儲及搬運裝置硬件組成
水尺鑲件存儲及搬運裝置硬件主要分為存儲機構、換位機構、取出機構、控制系統四個部分組成。該套裝置所有的邏輯控制來源于系統控制PLC裝置。裝置硬件配置清單如表1,整體構造如圖2所示。

表1 硬件配置清單
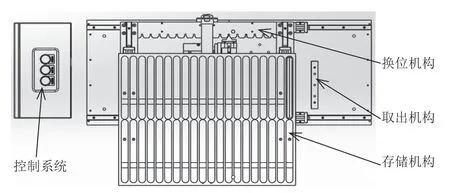
圖2 整體構造
2.2 主要硬件設計
2.2.1 存儲機構設計
針對水尺鑲件的材料及外形特殊性,專門設計一套存儲機構,通過控制定位治具的公差,并通過定點避空處理,保證水尺鑲件在存儲機構內準確定位,并有效矯正變形,通過等距復制處理,確保在510 mm×415 mm區域內,存儲40片物料,根據注塑生產周期,確保1 h為加料周期。存儲機構見圖3所示。
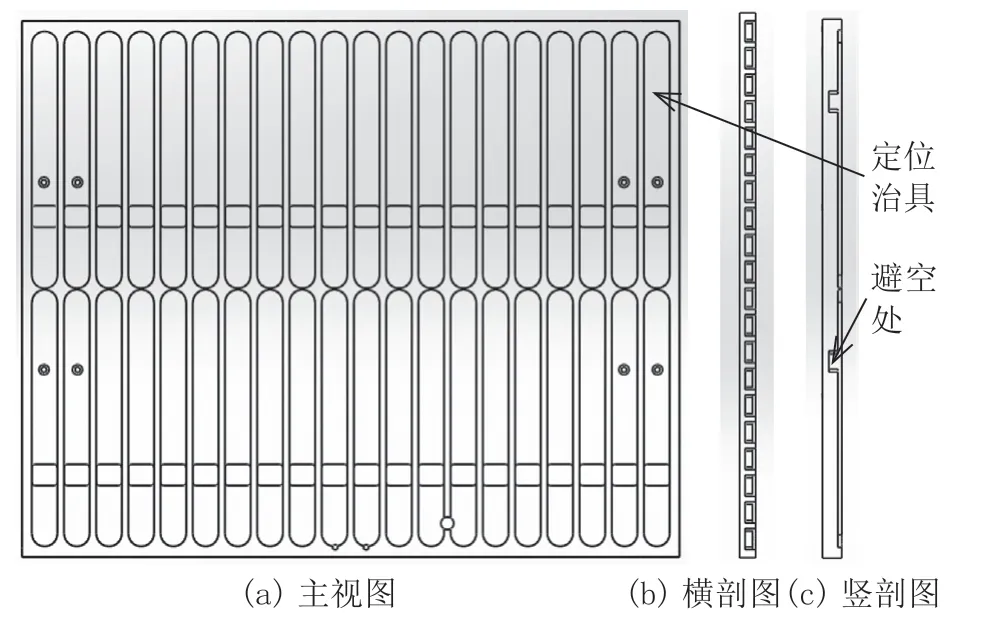
圖3 存儲機構
2.2.2 換位機構設計
為了確保注塑機能夠實現連續不停機注塑,在存儲機構下部需要設計出能夠自動換位的機構,實現存儲機構當前位置被取空后,能夠自動換位避空。
換位機構見圖4所示。
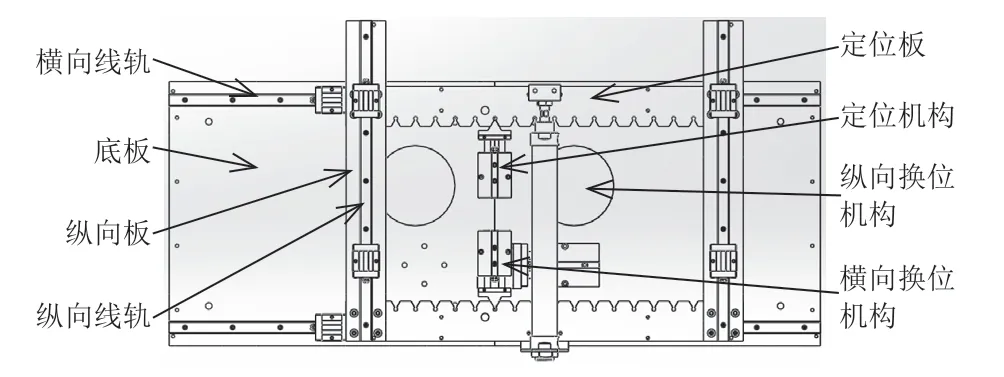
圖4 換位機構
2.2.3 取出機構設計
針對水尺鑲件材料及外形的特殊性,專門開發專用的水尺鑲件搬運機構,可以實現從存儲機構中穩定、高效的拿出水尺鑲件,并能夠安全、可靠、不變形的放到注塑機內部的模具中(取出機構搭載在標準機器人手臂上)。
取出機構見圖5所示。
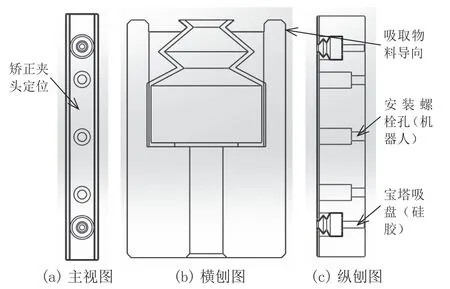
圖5 取出機構
2.2.4 控制系統設計
針對換位機構的動作流程,專門設計一套水尺鑲件存儲及搬運的硬件電路,可以實現與搭載取出機構的機械手(機械臂)通訊,實現取出機構和存儲機構不干涉,也能夠實現尾料數量提醒功能。
水尺鑲件存儲及搬運控制電路見圖6所示。
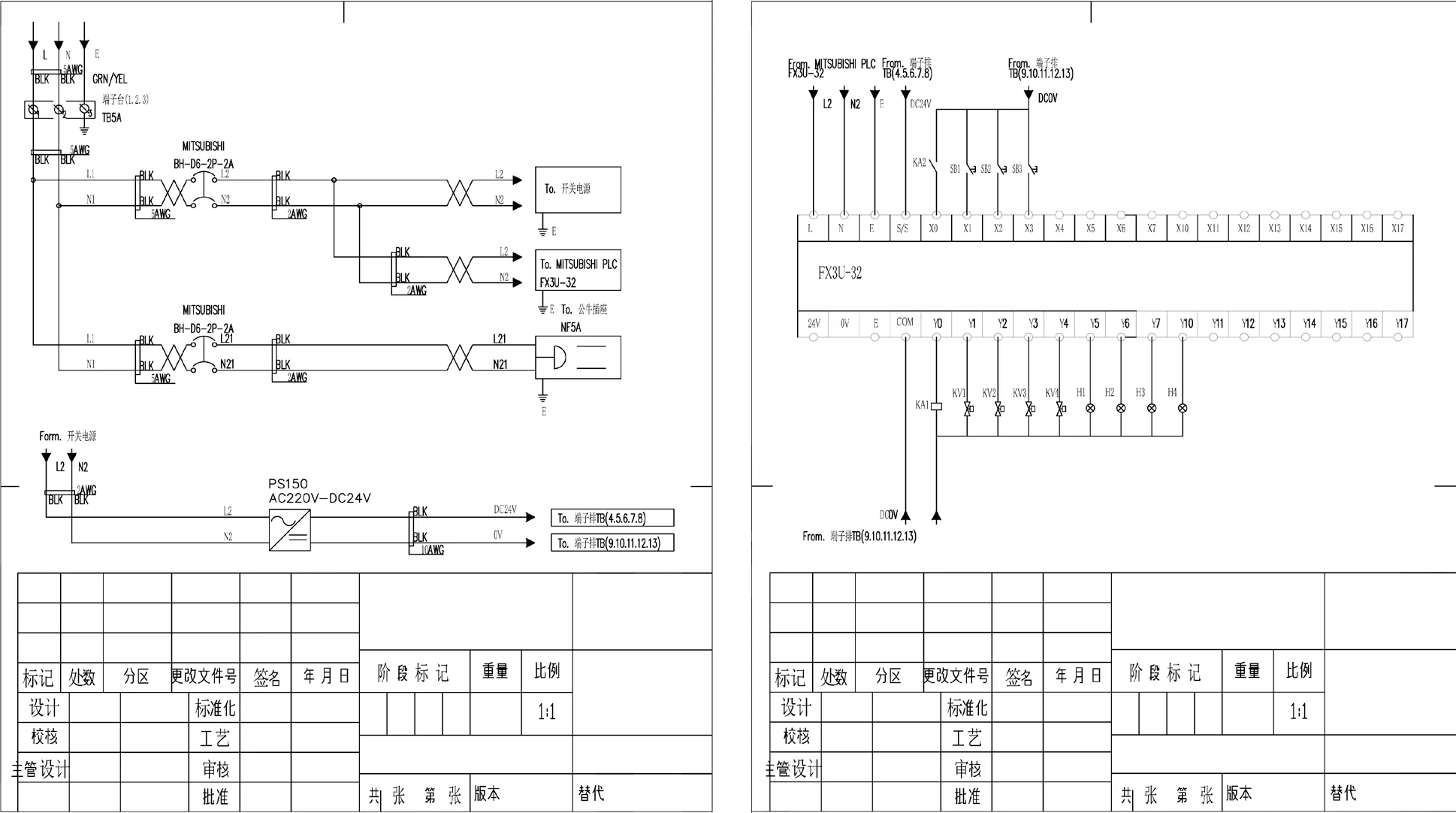
圖6 水尺鑲件存儲及搬運控制
3 軟件設計
PLC邏輯控制電路集成在控制箱內部,控制箱外側開有按鈕孔,作為人機交互界面使用,按鈕面板見圖7所示[2]。
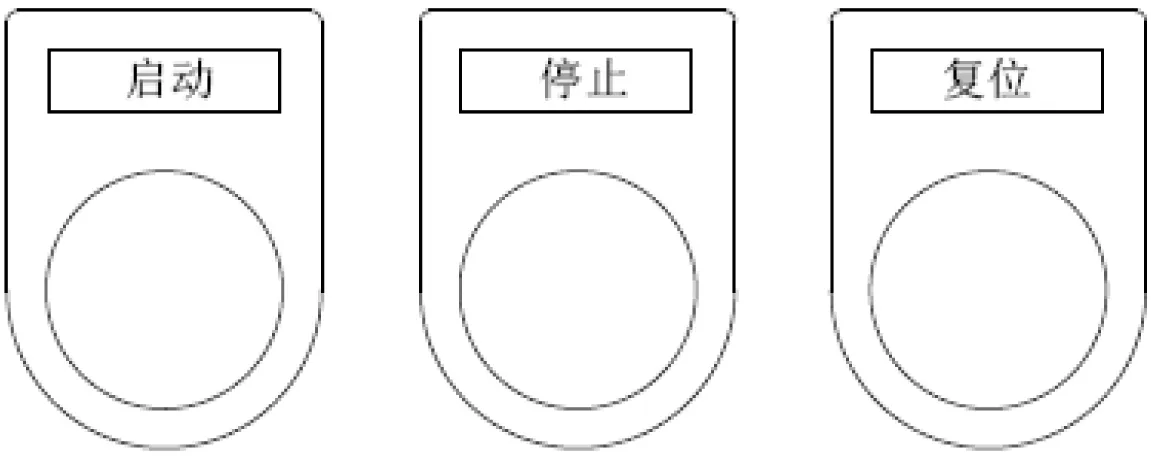
圖7 按鈕面板
程序設計邏輯為,第一次使用時,PLC系統上電自檢完成后,點亮三色燈黃燈,員工按下復位按鈕三秒,圖4中定位機構中的氣缸縮回,此時員工將換位機構推回右側原點(有機械死擋),然后松開復位按鈕,圖4中定位機構中的氣缸伸出,此時機構復位完成(機械回到原點,控制系統數據清零)。
當員工將存儲機構內部裝滿物料(水尺鑲件),按下按鈕面板上的啟動按鈕,此時表示上料完成,PLC系統向機器人(機械臂)發送可以取料信號,同時三色燈綠燈點亮,機器人(機械臂)可以下降取料。
機器人(機械臂)下降到取料位置后,觸發電磁閥(電磁閥為機械臂或機械手自帶),對取出機構輸出負壓,圖5取出機構中寶塔吸盤吸附水尺鑲件,負壓信號達到設定值時(負壓表為機械臂或機器人自帶),機器人(機械臂)升起。
當機器人(機械臂)取完物料后,PLC系統接收到完成信號,此時PLC邏輯程序運行,將圖4橫向換位機構中的定位氣缸伸出,然后將圖4中定位機構中的氣缸縮回,當定位機構中的定位氣缸縮回時,圖4橫向換位機構中的爬行氣缸伸出,將換位機構向左推行一個氣缸距離,當圖4橫向換位機構中的爬行氣缸伸出時,將圖4中定位機構中的氣缸伸出,確保換位機構不會回退,此時將圖4橫向換位機構中的定位氣缸縮回,再將圖4橫向換位機構中的爬行氣缸縮回,并將PLC內部計數器加一,至換位機構整體向左爬行一個氣缸行程距離,并帶動存儲機構爬行一個氣缸行程距離。
當換位機構向左爬行了19次時,圖4換位機構中縱向換位機構伸出,將換位機構整體向上移動一個縱向換位氣缸行程距離,并將PLC內部計數器加一,此時計數器數據為20。
當機器人或機械臂再次將物料拿取并向PLC發送拿取完成信號時,圖4橫向換位機構中的爬行氣缸伸出,然后將圖4橫向換位機構中定位氣缸伸出,再將圖4中定位機構中的氣缸縮回,最后將圖4橫向換位機構中的爬行氣缸縮回,此時換位機構及存儲機構整體向右爬行一個換位氣缸行程距離,此時圖4中定位機構中的氣缸伸出,再將將圖4橫向換位機構中定位氣缸縮回,最后將圖4橫向換位機構中的爬行氣缸縮回,并將PLC內部計數器加一。
當換位機構向左爬行了35次時,此時PLC系統觸發尾料報警,此時點亮三色燈紅燈并實現1 s閃爍,當員工將物料補充完畢時,按下復位按鈕,系統恢復正常。
當換位機構向左爬行了39次時,圖4換位機構中縱向換位機構縮回,將換位機構整體向下移動一個縱向換位氣缸行程距離,并將PLC內部計數器清零,此時循環重新開始。PLC邏輯運算指令如圖8所示[3]。
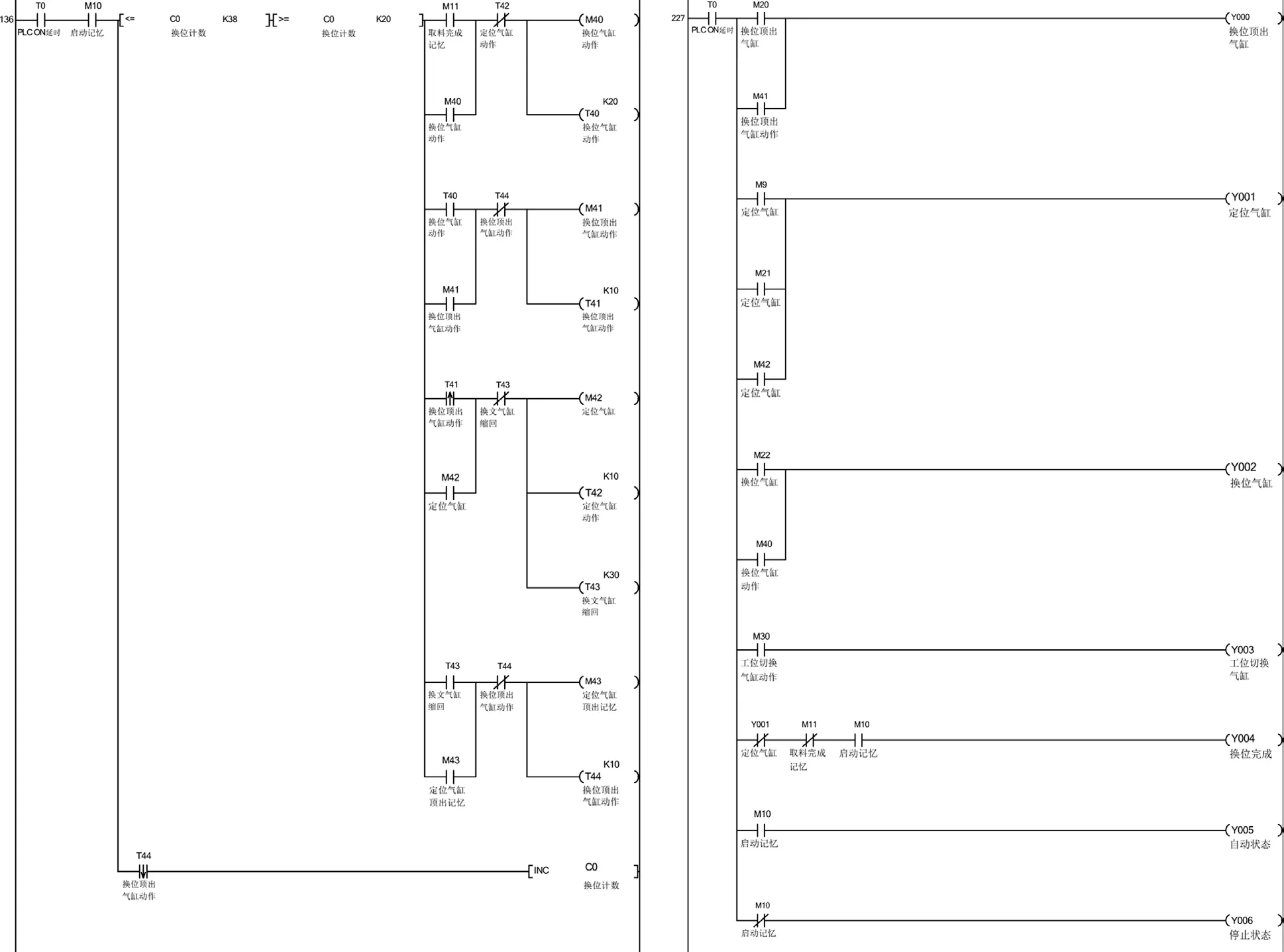
圖8 PLC邏輯運算指令
4 設計驗證及使用維護
4.1 設計驗證
根據上文設計原理,水尺鑲件存儲及搬運裝置進行制作、驗證。該工裝共開發3套,和人工投料生產相比,效率提高50 %,單人、三套裝置即可滿足班組單日3000PCS生產需求。員工操作難度大大減少,勞動強度明顯減輕。裝置運行可靠,各硬件匹配良好,產品產出質量穩定、可靠,滿足設計要求。
4.2 日常使用維護
水尺鑲件存儲及搬運裝置使用前必須接入壓縮空氣,氣壓調整在0.5KPa左右。接入AC220 V電源,第一次上電使用需要回原點,然后就可以正常生產工作。使用完畢后,需將治具妥善保存不能磕碰避免損壞。
5 總結
水尺鑲件存儲及搬運裝置實現了集中存儲水尺鑲件并有效投放水尺鑲件的裝置,實現水尺鑲件注塑的低人力投入,高效產出及產出質量穩定可靠,不停機即可補料功能,解放員工由原先需要人工手持水尺鑲件,爬到注塑機內,將水尺鑲件安裝到注塑機內模具上,等待員工爬出注塑機后,再進行注塑生產,變成只需要30 min補充一次物料的工作,設備操作簡單,運行可靠具有良好的推廣性。通過以上軟硬件的設計,不僅大大降低了水箱生產的人力投入成本及勞動強度,同時對家電行業鑲件注塑自動化推進具有較高的指導意義。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
