三流板坯中間包控流裝置優化物理模擬研究及應用
2023-10-17 04:51:44張紅令薛偉鋒李炳堯閻建武趙獻斌安軍城祝明妹
工業加熱 2023年8期
張紅令,薛偉鋒, 李炳堯,閻建武,趙獻斌,黃 進,安軍城,祝明妹
(1.中冶賽迪工程技術股份有限公司,重慶 401120; 2.唐山瑞豐鋼鐵有限公司,河北 唐山 063303;3.重慶大學,重慶 400045)
為響應國家供給側結構性改革戰略,適應鋼鐵行業和地方政府政策新要求,同時鋼鐵企業為了降低生產成本,提高生產效率,“大型化、高效化、綠色化,智能化”受到各個鋼鐵企業的青睞。隨著冶煉技術提高及操作精細化、智能化,大型轉爐冶煉周期逐漸縮短[1-3]。對于生產700~1 300 mm中窄寬度板坯,傳統雙流板坯連鑄機產能、生產節奏等均無法與大型高效轉爐一對一匹配,因此,三流板坯連鑄機需求應運而生。
為了布置設備及檢修設備方便,三流1 250 mm板坯連鑄機流間距需5 800 mm。三流板坯連鑄通鋼量大,流間距長,易引起中間包邊流和中間流鋼液的溫度和成分不均勻,如各流鋼水流場不均勻,各水口處鋼液溫度差過大,易引起漏鋼事故,內部質量亦無法保證,無法實現三流板坯連鑄機的建設初衷。因此合理的中間包流場和溫度場是三流板坯連鑄機生產順行的關鍵。
本研究以河北唐山瑞豐鋼鐵三機三流板坯連鑄機中間包為對象,通過在中間包內設置控流裝置,改善中間包內鋼水流動形態[4-9],延長鋼水在中間包內平均停留時間,降低死區比例,縮小邊流與中間流之間鋼水流動及溫度的差異,以達到均勻各流鋼水成分和溫度,提高鋼水純凈度,保障工藝順行的目的。
1 基本參數
1.1 連鑄機基本參數
本連鑄機為三機三流板坯連鑄機,連鑄機基本參數見表1。
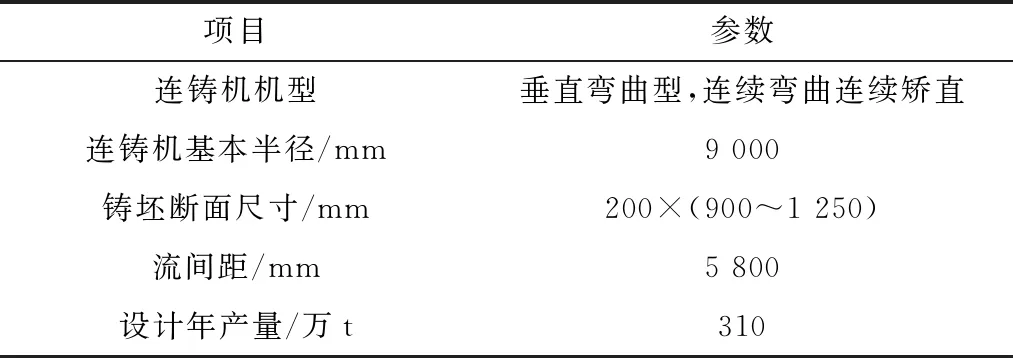
表1 連鑄機基本參數
1.2 中間包基本參數
本中間包為T型中間包,中間包基本參數見表2,中間包內腔圖見圖1。
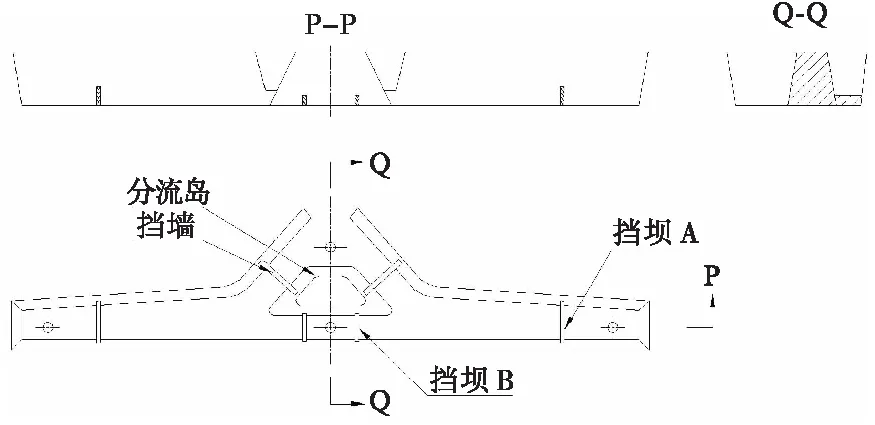
圖1 中間包內腔圖
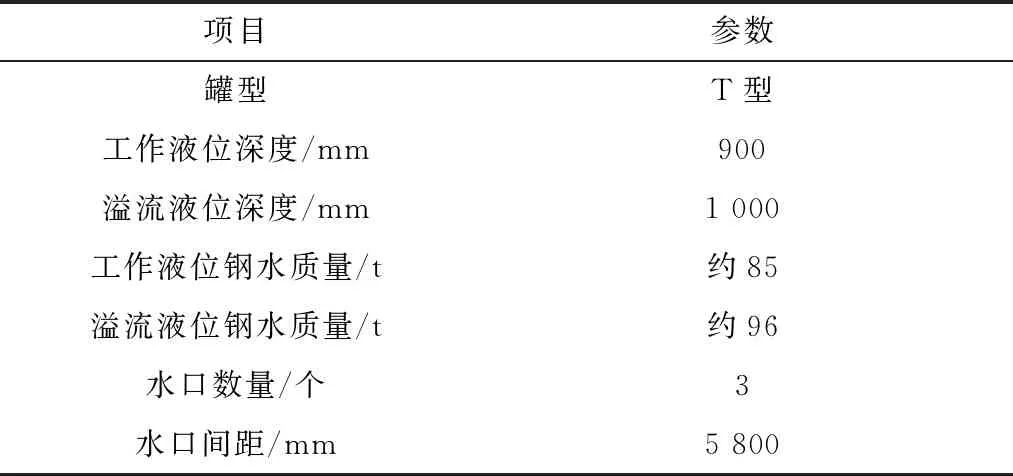
表2 中間包基本參數
2 物理模擬原理及實驗方法
2.1 物理模擬原理
研究中采用水力學物理模擬的研究方法。有研究表明[10-11],選擇弗魯德準數作為中間包設計的基本準數即可滿足流動相似,即只考慮流體受到重力、慣性力的作用,忽略粘性力與表面張力。依據相似原理,本實驗建立幾何相似比為1∶5的物理模型裝置。依據(Fr)m=(Fr)p,推出以下計算公式:
速度:
Um=λ0.5Up= 0.20.5Up= 0.4472Up
(1)
長度:
Lm=λLp= 0.2Lp
(2)
流量:
Qm=λ2.5Qp= 0.017 9Qp
(3)
式中:m為模型;p為實型;λ為比例系數;U為流體速度,m/s;Q為流體體積流量,m3/s。原型與模型的參數對照見表3。
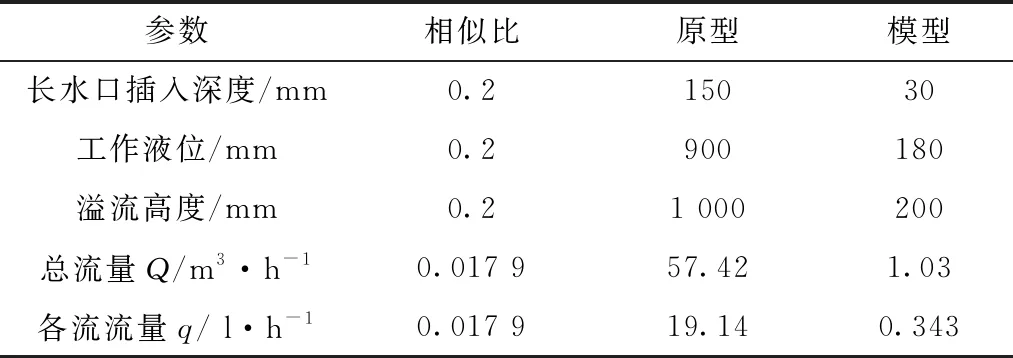
表3 原型與模型的參數對照表
2.2 實驗方法
2.2.1 鋼水停留時間(RTD)測量
實驗采用飽和食鹽水作為示蹤劑,在液面到達中間包測試液位且流量穩定時,在入口瞬時加入一定量的飽和食鹽水,用電導儀檢測出口的電導率[12-13]。由于電導率和NaCl溶液的濃度存在一定關系,可以根據電導率計算出NaCl溶液的濃度。通過數據采集系統將數據存入計算機以供后續處理。采集時間為流體在中間包內理論平均停留時間的2倍。對采集數據進行處理得到中間包內鋼液流動的RTD曲線,從而定量描述中間包內流體的流動狀況。實驗裝置示意圖見圖2。
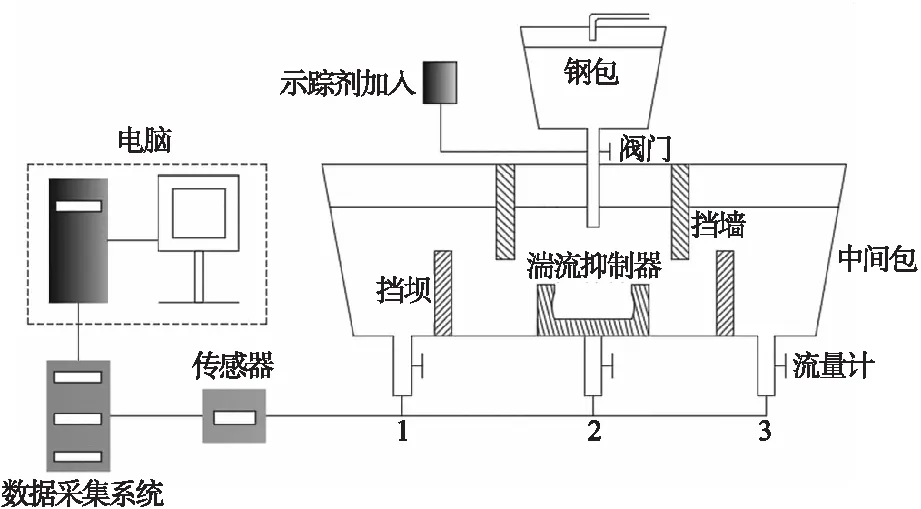
圖2 實驗裝置示意圖
2.2.2 流動模式分析
根據修正混合理論[14],多流中間包內各流的死區體積分數、活塞流體積分數和全混流體積分數可分別由式(4)~式(6)求出。
死區體積分數:
(4)
活塞流體積分數:
(5)
全混流體積分數:
(6)

2.2.3 流動均勻性分析
對于多流連鑄機,希望每流流動特性完全相同,但是現實中由于各流水口出口與長水口出口距離各不相同,因此,很難做到各流流動特性完全一致,只能通過設置中間包控制裝置使各流平均停留時間、最短響應時間盡可能接近。本文擬采用平均停留時間和最短響應時間的標準差來考察各流間的流動特性一致性。對于n流中間包,計算方法如下:
設
(7)
標準差為
(8)
式中:i為流數。以下相同。
針對本項目研究的三流中間包,考察中間流和邊流的平均停留時間和最短響應時間的標準差來判斷流動一致性,標準差越小,說明三流的流動性越趨于一致[15]。
3 實驗結果及討論
3.1 無控流裝置時中間包內鋼液停留時間及流動模式分析
首先,進行中間包內不設置任何控流裝置(下文中稱為空況)的實驗。圖3給出了中間包內不安裝任何控流裝置(空況)時的RTD曲線圖,表4給出了空況下中間包內流體停留時間及流動模式分析結果。對表4中數據進行進一步的分析處理,得到鋼液在整個中間包內的平均停留時間及流動模式組成,見表5。
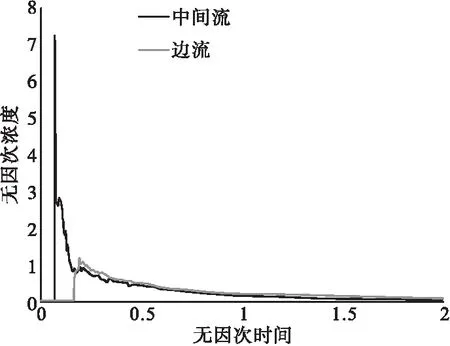
圖3 空況時中間包內鋼液的RTD曲線圖

表4 中間包內停留時間及流動模式組成

表5 空況下中間包內停留時間及流動模式組成(整體)
從圖3和表4、表5中可以看出,不安裝任何控流裝置時,中間流和邊流的平均停留時間標準差為39.5 s;中間流和邊流的最短響應標準時間差為15.5 s,中間包內各流的流動模式很不均衡。中間流最短響應時間為10 s,中間流的停留時間分布曲線有明顯的尖峰存在,說明存在明顯的短路流,夾雜物來不及上浮,各流溫度分布不均勻,不利于穩定生產和鑄坯質量。另外,空況時,中間包內鋼液的活塞流體積少,死區體積大,流動模式不合理。
3.2 分流島實驗的停留時間及流動模式分析
為了均衡各流鋼液流動,本項目創新性提出新型中間包控流裝置-分流島。根據試驗方案,共計完成九組分流島實驗。分析分流島正交實驗結果,中間包內設置分流島后,鋼液的平均停留時間差顯著減小,中間流和邊流最短響應時間差有所減小,各流流動較無控流裝置時較均勻。根據分流島正交試驗結果,確定2組分流島優化方案試驗。
圖4和圖5給出組分流島優化方案1和優化方案2時的RTD曲線圖。表6給出了兩組優化方案下中間包內流體停留時間及流動模式分析結果。對表6中數據進行進一步的分析處理,得到鋼液在整個中間包內的平均停留時間及流動模式組成,見表7。

表6 分流島優化實驗時中間包內停留時間及流動模式組成
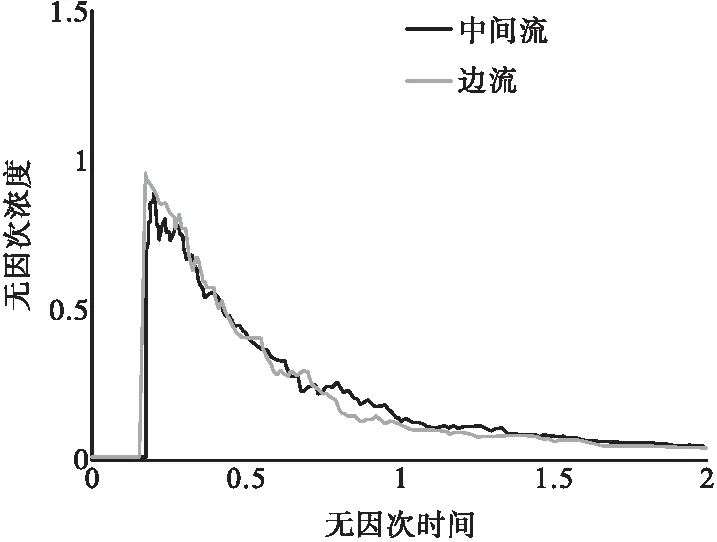
圖4 分流島優化方案1中間包內鋼液的RTD曲線圖
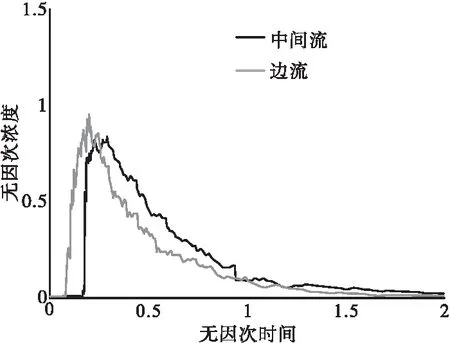
圖5 分流島優化方案2中間包內鋼液的RTD曲線圖

表7 分流島優化實驗中間包內停留時間及流動模式組成(整體)
從表7中可以看出,分流島采用優化方案1的后,中間流和邊流的平均停留時間標準差為18.5 s;中間流和邊流最短響應時間標準差為5.5 s,這說明中間流和邊流流動較為均衡;中間流最短響應時間為39 s,三流平均最短響應時間為46 s,分流島采用優化方案1后,避免了鋼液直接流向距離注流點最近的中間流,各流的流動比較均勻。采用該方案后,平均停留時間為221 s,活塞流和死區之比為0.74,流動模式較合理。因此,中間包內采用優化方案1的分流島方案是較為合適的。
3.3 分流島、擋墻、擋壩A和擋壩B組合的物理模擬實驗結果分析
在中間包內安裝了分流島優化方案1的情況下,采用正交實驗的方法研究擋墻和擋壩A的結構尺寸和安裝位置,采用單因素分析的方法研究擋壩B的結構尺寸和安裝位置。對擋墻、擋壩A和擋壩B的結構尺寸和安裝位置進行研究。表8給出了六組方案下中間包內流體停留時間及流動模式分析結果。對表8中數據進行進一步的分析處理,得到鋼液在整個中間包內的平均停留時間及流動模式組成,見表9。
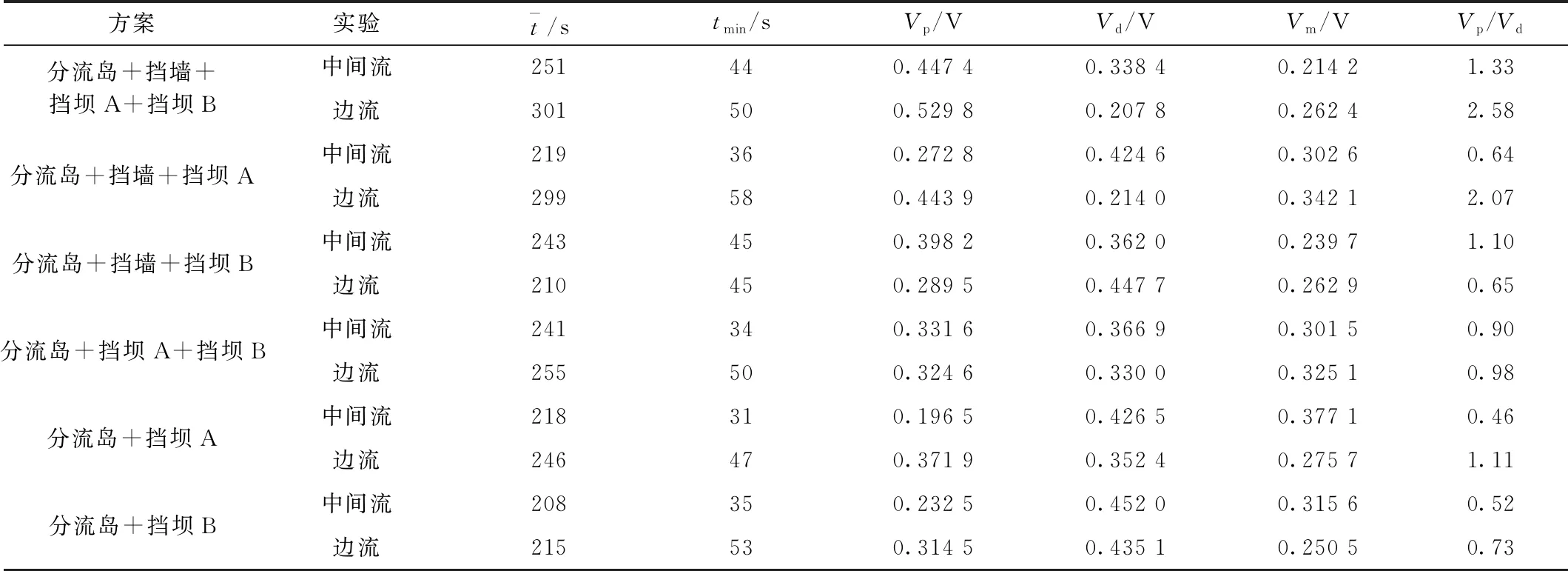
表8 中間包內停留時間及流動模式組成

表9 中間包內停留時間及流動模式組成(整體)
表8~表9給出了六種控流元件組合方案的中間包內鋼液平均停留時間和流動模式組成。從表8~表9中可以看出,中間包內采用分流島+擋墻+擋壩A+擋壩B的組合方案后,鋼液在中間包內的平均停留時間為284 s,在所設計的六種方案中是最長的;活塞流體積與死區體積之比為2.16,在所設計的六種方案中是比例最大的。這說明采用分流島+擋墻+擋壩A+擋壩B的組合方案后,鋼液在中間包內的平均停留時間更長,流動模式更加合理。從表9中還可以看出,中間流和邊流最短響應時間標準差為3 s,在所設計的六種方案中是較小的,這說明中間流和邊流流動較為均衡。
3.4 有湍流器控流裝置組合的實驗結果分析
根據3.3小節的研究結果,對湍流器+分流島+擋墻+擋壩A+擋壩B和湍流器+分流島+擋墻+擋壩A兩種控流元件組合方案進行研究。表10給出了兩組方案下中間包內流體停留時間及流動模式分析結果。對表10中數據進行進一步的分析處理,得到鋼液在整個中間包內的平均停留時間及流動模式組成,見表11。

表10 中間包內停留時間及流動模式組成

表11 中間包內停留時間及流動模式組成(整體)
表10~表11給出了兩種控流元件組合方案的中間包內鋼液平均停留時間和流動模式組成。從表10~表11中可以看出,中間包內采用湍流器+分流島+擋墻+擋壩A+擋壩B的組合方案后,鋼液在中間包內的平均停留時間與分流島+擋墻+擋壩A+擋壩B相同,都是284 s;雖然說最短平均停留時間長于沒有湍流器的工況,但是從中間流和邊流的平均停留時間差和最短平均停留時間差上來看,沒有湍流器時,整個中間包內各流的流動狀態更加均勻。另外,增加湍流器后,不但增加了生產成本,從另外一個方面來說,耐火材料本身也是鋼液的污染源,所以從流動模式的角度分析,中間包內采用分流島+擋墻+擋壩A+擋壩B的組合方案是合適的。
3.5 擋壩A無泄流孔的控流裝置組合的物理模擬實驗結果分析
表12給出了六組方案下中間包內流體停留時間及流動模式分析結果。對表12中數據進行進一步的分析處理,得到鋼液在整個中間包內的平均停留時間及流動模式組成,見表13。

表12 中間包內停留時間及流動模式組成

表13 中間包內停留時間及流動模式組成(整體)
從表13可以看出,中間包內采用分流島+擋墻+擋壩A(無泄流孔)+擋壩B的組合方案后,鋼液在中間包內的平均停留時間為298 s,最短響應時間為59 s,活塞流體積與死區體積之比為2.52,鋼液在中間包內的流動模式優于有泄流孔的情況。
綜上結果,本項目中間包內控流裝置選用分流島+擋墻+擋壩A(無泄流孔)+擋壩B組合方案。
4 生產實踐
該項目于2021年7月投產以來,生產穩定,最大日產鑄坯10 890 t/d,平均日產量10 000 t/d。生產厚度200 mm鑄坯時,穩定工作拉速可達到1.8 m/min。各流鑄坯質量優良,各流鑄坯低倍照片詳見圖6。
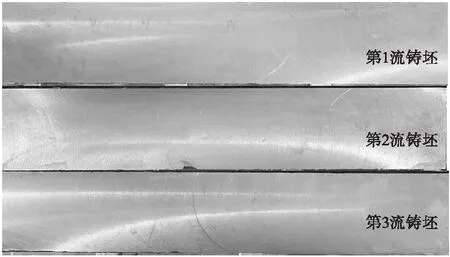
圖6 各流鑄坯低倍照片(鑄坯規格200 mm×1 100 mm,鋼種Q235)
5 結 論
(1)本文提出的新型中間包控流裝置分流島有效地優化了三流板坯連鑄機中間包內流場,使各流平均停留時間標準差和最短響應時間標準差縮小,各流的流動性趨于一致。
(2)本項目中間包最佳控流裝置為分流島+擋墻+擋壩A(無泄流孔)+擋壩B組合方案。
(3)項目投產后,生產穩定順行,鑄坯質量優良,實現三流板坯連鑄機的建設初衷。三流板坯連鑄機可降低項目建設投資,提高生產效率,降低噸鋼消耗,是大轉爐匹配中窄寬度板坯生產的理想選擇。