平臺(tái)結(jié)構(gòu)對(duì)接接頭焊接變形預(yù)測(cè)及控制方法的研究
2023-10-13 12:06:12楊心怡沙赪珺張海燕
中國(guó)水運(yùn) 2023年9期
楊心怡,沙赪珺,張海燕
(1.江蘇科技大學(xué)蘇州理工學(xué)院 江蘇 張家港 215600;2.招商局金陵(南京)股份有限公司 江蘇 南京 210000)
隨著當(dāng)今技術(shù)的不斷發(fā)展,現(xiàn)代平臺(tái)趨于超大型和多功能,在平臺(tái)的建造中,焊接工藝的使用至關(guān)重要[1]。半潛式平臺(tái)結(jié)構(gòu)特殊、復(fù)雜,平臺(tái)內(nèi)的特殊結(jié)構(gòu)大多由高強(qiáng)度厚板組成,主要通過(guò)焊接技術(shù),實(shí)現(xiàn)各結(jié)構(gòu)之間的連接。焊接作為一種可靠、高效的連接工藝,已被廣泛應(yīng)用于各個(gè)工業(yè)領(lǐng)域,尤其是在船舶與海洋結(jié)構(gòu)物的施工過(guò)程中。與其他加工工藝相比,焊接技術(shù)具有生產(chǎn)效率高、勞動(dòng)條件好、結(jié)構(gòu)強(qiáng)度高的優(yōu)點(diǎn)。
但在焊接過(guò)程中和焊接后,焊接變形和應(yīng)力作為基本的力學(xué)響應(yīng)不可避免地會(huì)發(fā)生。焊接變形會(huì)對(duì)焊接結(jié)構(gòu)的制造精度、強(qiáng)度性能和其他方面產(chǎn)生許多負(fù)面影響。在實(shí)際生產(chǎn)操作中,通常運(yùn)用焊后矯正來(lái)減少焊接變形。然而,這種方法不僅影響施工周期,耗費(fèi)大量人力和財(cái)力,還可能對(duì)焊接部件造成損壞。因此,預(yù)測(cè)和控制平臺(tái)內(nèi)典型對(duì)接接頭的焊接變形,將對(duì)平臺(tái)上特殊結(jié)構(gòu)的施工質(zhì)量及進(jìn)度和精度控制產(chǎn)生巨大影響。
預(yù)測(cè)焊接變形的方法主要有實(shí)驗(yàn)方法、分析方法和數(shù)值模擬方法。對(duì)接接頭是船體結(jié)構(gòu)中一種典型的接頭形式。本文利用有限元軟件對(duì)對(duì)接接頭開V 形坡口時(shí)的焊接變形進(jìn)行了數(shù)值模擬,為平臺(tái)上特殊結(jié)構(gòu)的焊接變形預(yù)測(cè)和控制提供了有效的基礎(chǔ)數(shù)據(jù)[2]。
1 數(shù)值計(jì)算方法
1.1 大變形理論
對(duì)于焊接失穩(wěn)變形的行為,是一種力學(xué)的非線性響應(yīng),必須要用到位移和應(yīng)變關(guān)系的方程式來(lái)描述其變形的幾何特征。如果變形是很小的時(shí)候,則應(yīng)變作為位移的線性方程給出,即小變形理論,如公式(1)前面的一階項(xiàng);當(dāng)變形較大的時(shí)候,應(yīng)變必須作為位移的非線性方程給出,即格林-拉格朗日(Green-Lagrange)應(yīng)變方程,如公式(1)所示。從應(yīng)變公式可以看出,前面的一階項(xiàng)表示的是線性響應(yīng),二階項(xiàng)則表示的是高階響應(yīng),非線性項(xiàng)對(duì)于大變形理論是必不可少的[3]。
式(1)中,εx、εy、εZ是X、Y、Z 方向的格林—拉格朗日正應(yīng)變;γxy、γyz、γyz是x-y、y-z 和z-x 平面的剪應(yīng)變;u、v、w 分別是x、y、z 方向的位移。
1.2 熱彈塑性有限元方法
本文采用熱彈塑性有限元方法對(duì)平臺(tái)中的典型對(duì)接接頭進(jìn)行了分析。
焊接接頭的熱彈塑性有限元分析(TEP)主要考慮熱傳導(dǎo)和彈塑性力學(xué)。其中,熱過(guò)程在之后的受力過(guò)程中起著決定性的作用。因此,使用非耦合公式來(lái)分析焊接過(guò)程中的熱力學(xué)行為,然后考慮材料傳熱形成的溫度場(chǎng)和其他物理性質(zhì)對(duì)應(yīng)力和變形的影響。
熱彈性有限元法的分析過(guò)程主要分為兩個(gè)步驟:(1)利用熱傳遞理論對(duì)整個(gè)瞬態(tài)溫度場(chǎng)進(jìn)行分析計(jì)算;(2)將計(jì)算得出的瞬態(tài)溫度分布作為熱載荷應(yīng)用于隨后的應(yīng)力分析,并計(jì)算焊接殘余應(yīng)力、塑性應(yīng)變和位移[4]。如圖1 所示,是整個(gè)熱彈性有限元方法(TEP)的分析流程圖。

圖1 熱彈塑性(TEP)分析流程圖
2 有限元模型的建立
2.1 材料屬性
本文中以20mm 厚的EH36 高強(qiáng)度鋼板為研究對(duì)象,該材料的化學(xué)成分及力學(xué)性能參數(shù)如表1 和表2 所示。圖2 是EH36 材料熱物理性能參數(shù)。
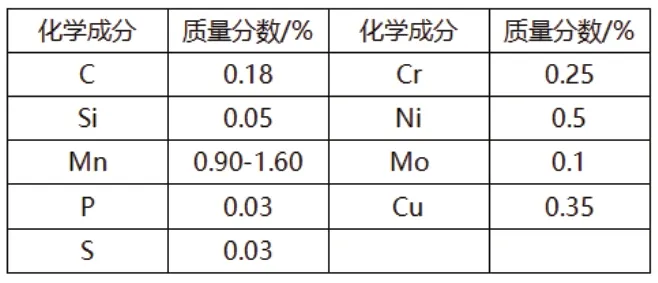
表1 EH36 鋼板化學(xué)成分

表2 EH36 鋼板力學(xué)性能
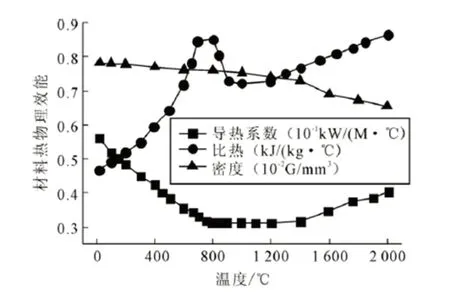
圖2 EH36 材料熱物理性能參數(shù)
2.2 有限元建模
本文主要以EH36 船用高強(qiáng)鋼 (200 mm×300 mm×20 mm)制作的平板對(duì)接焊為研究對(duì)象。為保證全焊透,開40°V 型坡口,焊接過(guò)程分5 層填充坡口,焊道布置如圖3 中(a)所示。根據(jù)焊件尺寸、坡口形式和焊縫布置,在Patran 中建立了焊件的幾何模型。考慮到計(jì)算的準(zhǔn)確性和效率,為了保證整個(gè)焊接結(jié)構(gòu)網(wǎng)格劃分的合理性,采用了非均勻有限元網(wǎng)格劃分。焊縫和焊縫附近區(qū)域的網(wǎng)格相對(duì)密集,而遠(yuǎn)離焊縫區(qū)域的網(wǎng)格尺寸對(duì)計(jì)算的影響較小。因此網(wǎng)格劃分比較粗糙,如圖3 中(b)所示。
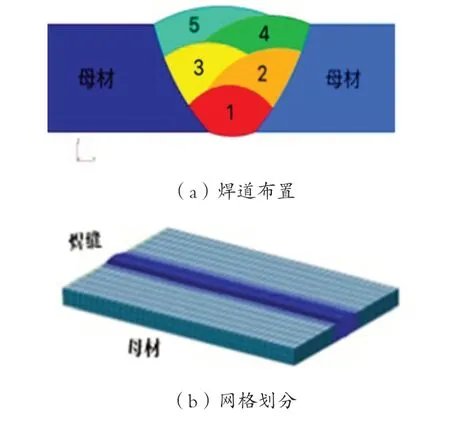
圖3 有限元模型
3 數(shù)值模擬計(jì)算結(jié)果
根據(jù)船廠的實(shí)際焊接參數(shù),對(duì)厚板進(jìn)行對(duì)接焊,焊接具體參數(shù)如表3 所示。

表3 焊接參數(shù)
為了研究厚板對(duì)接焊的焊接接頭焊接后的面外變形情況,主要考慮沿焊縫方向和垂直于焊縫方向上的面外變形情況,繪制焊接后的變形曲線圖,如圖4 所示。其中,(a)為沿焊縫方向鋼板的面外變形曲線,(b)為垂直于焊縫方向的鋼板的面外變形曲線。
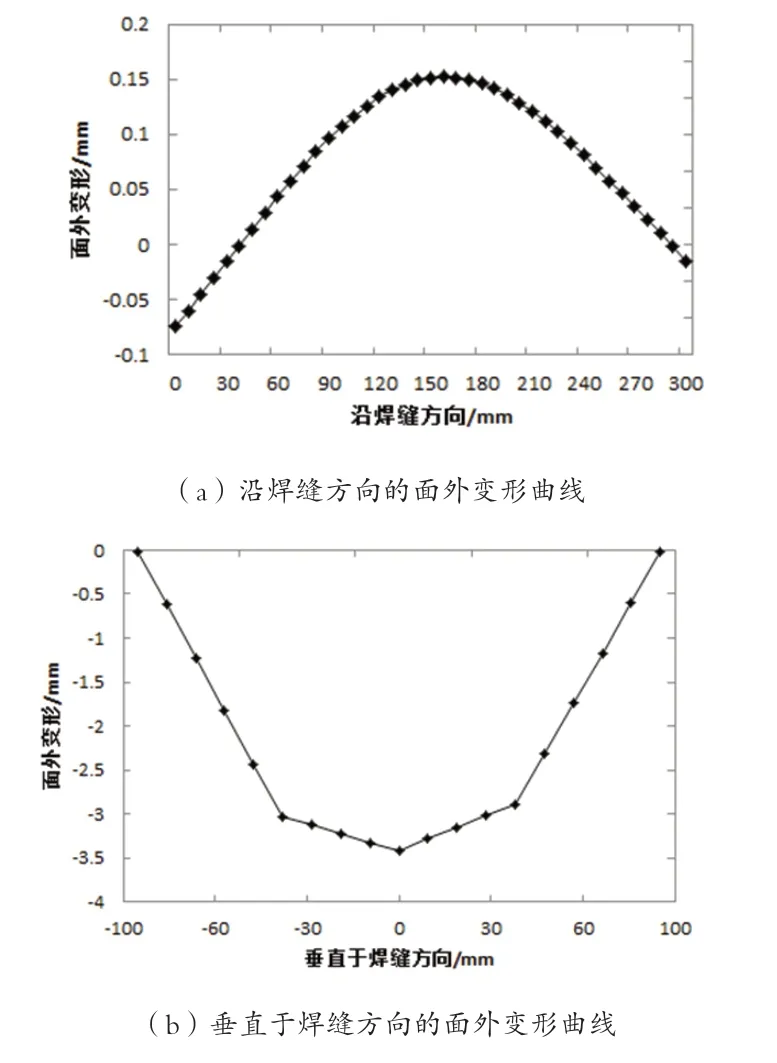
圖4 變形曲線
觀察圖4 中的(a)曲線圖和(b)曲線圖可知,鋼板沿焊縫方向的焊接變形為兩邊向下,中間部分凸起,垂直于焊縫方向的焊接變形為中間部分凹陷。可知,焊接變形的最小值都處于鋼板的邊緣部分,最大值都處于鋼板的中間部分,符合實(shí)際生產(chǎn)過(guò)程中的變形趨勢(shì)。
4 控制焊接變形的方法
焊接變形會(huì)對(duì)焊接結(jié)構(gòu)的制造精度、強(qiáng)度性能和其他方面產(chǎn)生許多負(fù)面影響。有必要采取一定的措施來(lái)控制焊接變形,提高焊接質(zhì)量。一般來(lái)說(shuō),焊接變形可以從以下幾個(gè)方面進(jìn)行控制[5]。
(1)良好的設(shè)計(jì)方案
良好的設(shè)計(jì)方案是控制焊接變形和確保構(gòu)件截面盡可能對(duì)稱的先決條件。一般來(lái)說(shuō),合理安排焊縫位置、減少焊縫數(shù)量、減少焊縫橫截面積、選擇合理的坡口形式等方法可以有效地減少焊接變形。
(2)合理的焊接工藝
在焊接過(guò)程中,線性能量的選擇是非常重要的。輸入線能量越大,所帶來(lái)的焊接變形就越大。一般情況下,選擇低電流多道焊來(lái)代替單程焊方法。將容易變形的連續(xù)焊接改為退焊、交錯(cuò)焊、分中對(duì)稱焊等,可以有效減少焊接變形。選擇合理的焊接工藝可以有效地控制焊接變形。這種方法在實(shí)際生產(chǎn)過(guò)程中也很常見(jiàn)。
(3)反變形方法
在生產(chǎn)實(shí)踐中,經(jīng)常采用反向變形的方法來(lái)控制焊接變形,達(dá)到減少焊接變形的目的。反向變形法是指現(xiàn)場(chǎng)工人在焊接前根據(jù)以往經(jīng)驗(yàn)對(duì)焊接結(jié)構(gòu)構(gòu)件進(jìn)行變形的過(guò)程。施加的變形方向應(yīng)與焊接結(jié)構(gòu)部件中發(fā)生的變形方向相反,從而抵消焊接變形的一部分。
5 結(jié)論
半潛式平臺(tái)結(jié)構(gòu)特殊復(fù)雜,主要采用焊接技術(shù)完成各部件之間的連接。因此,研究對(duì)接焊在其中的應(yīng)用對(duì)施工的質(zhì)量、安全和施工周期具有極其重要的意義。本文以平臺(tái)特殊結(jié)構(gòu)中廣泛使用的20mm EH36 高強(qiáng)鋼板為研究對(duì)象。選擇其對(duì)接焊接接頭,預(yù)測(cè)其焊接變形,為實(shí)際生產(chǎn)過(guò)程中焊接變形的預(yù)測(cè)和控制提供理論指導(dǎo);選擇合適的控制變形方法,確保平臺(tái)的焊接質(zhì)量和安全性能。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
