殘余應力對焊接結構疲勞性能的影響
2023-10-13 03:39:58田蟠寅張云婷夏建新李鑫丁遵永中建二局第一建筑工程有限公司北京100000
安徽建筑 2023年10期
田蟠寅,張云婷,夏建新,李鑫,丁遵永 (中建二局第一建筑工程有限公司,北京 100000)
1 引言
焊接過程中,鋼材往往因加熱不均和冷卻不均而產生殘余應力,而殘余應力對焊接節點強度有很大影響。因此,眾多學者開展了殘余應力對焊接節點疲勞壽命影響的研究。
殷志歡等[1]利用ANSYS軟件建立大橋索梁錨固區有限元模型,模擬焊接溫度場、高溫錘擊作用下錨固區焊接節點殘余應力分布,以及基于英國設計規范和歐洲設計規范對焊接節點疲勞壽命進行預測。試驗結果表明,不同設計規范下的節點疲勞壽命不同,采用英國設計規范的焊接節點疲勞壽命預測結果更保守。顧穎等[2]利用有限元法計算殘余應力,考慮殘余應力分布情況,研究焊接殘余應力對節點裂紋擴展的影響。試驗證明殘余應力會降低焊接節點疲勞壽命,通過在材料表面施加預壓應力的措施可減少殘余應力的產生,以此達到提高材料疲勞壽命的目的。郭妍寧等[3]利用ANSYS 軟件建立多焊縫壁板有限元模型,計算分析焊縫殘余應力,試驗結果表明殘余應力對壁板穩定性影響較大,壁板屈曲荷載顯著降低。馬家智等[4]利用有限元軟件模擬鋼結構焊接過程,計算分析焊縫殘余應力及分布情況,對比分析考慮殘余應力和不考慮殘余應力下的模型滯回曲線。試驗表明,殘余應力減少了鋼材塑性性能,其滯回曲線面積較小,建議采用錘擊法的焊接工藝,以減少焊縫中的殘余應力。馬廷霞等[5]利用ABAQUS 有限元軟件和擴展有限元法,計算分析焊縫殘余應力對含焊縫管道疲勞壽命的影響。試驗結果表明,殘余應力會明顯降低管道的疲勞壽命。趙東升等[6]利用有限元軟件模擬Invar鋼的焊接行為,采用S-N 曲線法計算分析焊接殘余應力對焊縫疲勞壽命的影響。試驗表明,殘余應力使焊縫疲勞壽命降低了10%。
本文通過有限元軟件建立T 型節點焊縫模型,對焊縫焊接殘余應力的產生和分布情況進行分析,并進一步考慮殘余應力及溫度場對節點疲勞壽命的影響。
2 工程概況
龍崗區園山街道新坡塘片區及新園路石化塑膠城城市更新單元一03 地塊,總承包工程設計為1 棟,1 棟一單元、二單元為42 層超高層建筑,高136.1m,1棟三單元為43層超高層建筑,高139m,裙房商業建筑4 層,地下共2 層,為地下汽車庫以及配套設備房等。3 棟超高層住宅結構體系為部分框支抗震墻結構,商業為框架結構,結構安全等級為二級,地基基礎設計等級為甲級,抗浮工程設計等級為甲級。項目東臨安塘路(規劃次干道),北臨水石路(規劃支路),西側為水新路(規劃支路),南側為永勤路(規劃次干道)。項目周邊以工業區和民宅為主,周邊城市更新項目主要為188 工業區城市更新單元與保安村片區城市更新單元,改造方向以商業、辦公、居住等功能為主。本文以工程中所使用的T 型焊接為研究對象,開展T 型焊接節點的殘余應力分析。
3 數值模型建立
3.1 焊接數值模型
利用有限元軟件建立T 型節點焊接模型,如圖1 所示,鋼板連接處采用全熔透方式焊接,模型基本參數如表1所示。
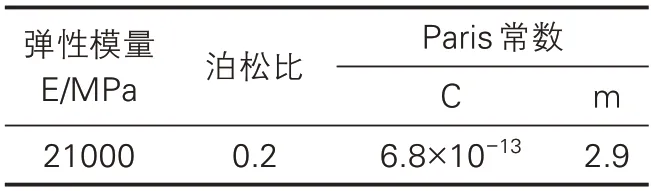
表1 模型參數

圖1 焊接模型示意圖
在模型中采用熱力耦合算法模擬焊接行為,假設鋼板和裂縫物理、力學參數相同,主要參數如圖2、圖3 所示。可以看出材料熱物理參數和彈性模量受溫度影響較大,材料泊松比、線膨脹系數等熱力學性能參數較為穩定。

圖2 物理參數圖
3.2 焊后熱處理數值模型
將上述焊接殘余應力計算結果作為初始條件,開展焊接后處理有限元分析。焊接后將其冷卻到室內溫度,把焊接節點以20℃/min 勻速加熱到600℃,再恒溫保持0.5h,隨后冷卻,圖4 給出了熱處理曲線。主要從兩個方面進行應力釋放,一是模擬過程所用材料參數隨溫度而變化的,因而在焊后處理中材料強度隨溫度提升而緩慢減小;二是在熱處理過程中,考慮了由材料蠕變造成的塑性變形易引起應力松弛。

圖4 熱處理曲線
3.3 疲勞數值模型
T 型節點疲勞數值模型與焊接數值模型幾何尺寸一樣,如圖1 所示。當節點中空隙較大時,空隙的長寬比對疲勞壽命影響有限,因而將初始裂紋模擬為半圓形表面缺陷,半圓形的半徑為1mm。一般腹板周邊兩條焊縫只有一條會產生裂紋并發展,另外一條焊縫仍舊完整,故建模時,半圓形初始裂紋只設置在其中一條焊縫上。為提升計算速度,僅對焊接接頭局部網格進行加密,焊趾周邊網格大小為1mm,其余部分網格大小為2mm、4mm,模型共112150 個單元。焊接鋼有兩個Paris 常數m 和C,分別取值2.9和6.78×10-13MPa·m1/2,同時裂縫發展過程中超強匹配接頭的影響。材料其他參數如表1 所示。施加頻率3Hz 循環荷載于T 型節點腹板上,循環荷載幅值為35kN,應力比為-1。模型兩側邊界條件為固定約束。
4 殘余應力和疲勞壽命分析
4.1 殘余應力分析
4.1.1 焊接應力場分析
鋼板焊接過程中,由于加熱不均和鋼板冷卻不均導致局部形變,進而產生殘余應力。圖5 為焊縫殘余應力分布情況。焊縫殘余應力延長度方向逐漸減小,焊縫起始位置最大殘余應力為286.4MPa,焊縫中間區域殘余應力逐漸減小,中間區域最大殘余應力值為48.5MPa。焊縫殘余應力分布存在較大差異,這主要是因為在焊接過程中,材料散熱不均、散熱條件存在差異。數值計算結果顯示,對于橫向焊接殘余應力,其起始部位和終止部位的殘余應力均為壓應力,壓應力峰值達到131MPa。焊接中間部位殘余應力為拉應力,拉應力峰值達到141MPa。殘余應力在左側焊接部位的分布范圍略大于右側焊接部位,這是因為,即使兩側焊接條件一樣,但焊接從右側部位開始,兩側的散熱條件和約束條件不一致,因而造成兩側殘余應力分布范圍存在差異。對于縱向焊接殘余應力,其起始部位和終止部位的殘余應力均為壓應力,壓應力峰值達到92.2MPa。同樣,焊接中間部位殘余應力為拉應力,拉應力峰值達到293.1MPa。

圖5 縱向殘余應力
4.1.2 焊后熱處理分析
對比熱處理前后焊縫兩個方向的殘余應力可知,殘余應力分布規律基本一致。拉伸殘余應力在熱處理后顯著降低,但熱處理對壓縮殘余應力影響較小,這表明焊后熱處理能較好地控制焊接引起的拉伸殘余應力。熱處理后橫向殘余應力最大值從141MPa減小至59.2MPa,減小了約58%;熱處理后縱向殘余應力最大值從293.1MPa 減小至98.6MPa,減小了約67%。
4.2 疲勞壽命分析
4.2.1 不考慮殘余應力的疲勞壽命分析
當裂紋擴展長度達到鋼板厚度的1/2 時(16/2=8mm),認為裂縫強度失效。圖6 對比分析焊縫疲勞試驗結果與有限元模擬結果。由圖6 可知,兩次試驗失效循環次數平均為13813 次,有限元模擬裂縫失效循環次數為14009 次,有限元模擬結果與實際試驗結果存在略微差異,但整體上規律一致,表明采用有限元模型模擬驗證焊縫受力分析具有可靠性及參考價值。模擬結果與試驗結果出現差異的主要原因是通過設定參數建立的焊接節點模型均一化高,實際中鋼材性能與模型中較理想化的材料存在一定差異,并且在數值模擬中忽略掉實際焊接作業中人為因素,這些因素會對結構疲勞性能產生影響。

圖6 試驗和有限元模擬下的裂縫擴展長度對比結果
4.2.2 考慮溫度場的疲勞壽命分析
圖7 為循環荷載下,不同殘余應力條件的T 型節點焊縫擴展長度結果。由圖7 可知,考慮殘余應力的焊縫強度失效循環次數為14009 次,不考慮殘余應力下的焊縫強度失效循環次數為13056次,經過熱處理消除殘余應力的焊縫在經13411次循環荷載后強度失效。裂縫裂紋長度前期擴展較慢,隨著循環次數的增加,裂縫長度擴展速率逐漸增大,直至節點達到疲勞壽命。圖中結果表明,減小材料殘余應力可提高材料的疲勞壽命。

圖7 不同處理條件下的裂縫擴展長度
由圖7 可知,不考慮殘余應力的焊接節點疲勞壽命相較于考慮殘余應力的焊接節點強度提高了6.8%。對比不考慮殘余應力下的焊接節點疲勞壽命和熱處理消除殘余應力的焊接節點疲勞壽命(實為溫度場對節點疲勞壽命的影響),試驗數據表明,熱處理對焊縫節點疲勞強度壽命影響較小,兩者裂紋擴展長度發展規律較為一致。
5 結論
本文通過有限元軟件建立T 型節點焊縫模型,對焊縫焊接殘余應力的產生和分布情況進行分析,并進一步考慮殘余應力及溫度場對節點疲勞壽命的影響,主要得出以下結論。
①焊縫殘余應力分布存在較大差異。焊縫殘余應力延長度方向逐漸減小,焊縫起始位置最大殘余應力為286.4MPa,焊縫中間區域殘余應力逐漸減小,中間區域最大殘余應力值為48.5MPa。
②不考慮殘余應力的有限元焊接節點模型疲勞壽命分析結果與現場試驗結果較為一致,節點強度失效循環次數分別為14009、13813次。
③減小材料殘余應力可提高材料的疲勞壽命。考慮殘余應力的節點強度失效循環次數為14009 次;不考慮殘余應力下的焊接節點強度失效循環次數為13056 次;經過熱處理消除殘余應力的焊接節點強度失效循環次數為13411次。此外,熱處理對焊縫節點疲勞壽命影響較小,不考慮殘余應力和熱處理消除殘余應力的焊接節點裂紋發展長度規律基本一致。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18