3.1%Si取向硅鋼顯微組織和宏觀織構演變
2023-10-11 00:38:36劉永珍董麗麗劉寶志麻永林
金屬熱處理 2023年9期
劉永珍, 董麗麗,2, 劉寶志, 張 浩, 麻永林
(1. 內蒙古科技大學 材料與冶金學院, 內蒙古 包頭 014010;2. 內蒙古包鋼鋼聯股份有限公司 技術中心, 內蒙古 包頭 014010;3. 包頭市威豐稀土電磁材料股份有限公司, 內蒙古 包頭 014010)
取向硅鋼的磁性能相對于無取向硅鋼更具有強烈的方向性。取向硅鋼的軋制方向即為易磁化方向,在此方向上具有更高的磁導率和較低的鐵損特性[1]。冷軋過程中取向硅鋼的織構形成是一個逐漸形成和演變的過程。普通級取向硅鋼的生產流程長,工藝環節多,一般需要經過兩次冷軋,第一次冷軋由2.63 mm軋制為0.63 mm,第二次冷軋達到成品所需的目標厚度。退火過程主要為3次退火,在脫碳退火環節完成初次再結晶,高溫退火環節完成二次再結晶,最后經拉伸平整退火后完成后續過程。在復雜的兩次冷軋軋制過程及3階段不同工藝的退火工序下,取向硅鋼的顯微組織和宏觀結構變化十分明顯[2]。取向硅鋼成品的磁性能與各階段顯微組織、宏觀織構有著密不可分的關聯。
金屬材料的形變過程和再結晶是調控金屬材料顯微組織和性能的重要階段[3]。取向硅鋼冷軋、退火流程工藝復雜,對不同生產工序段后取向硅鋼的微觀組織、宏觀織構演變規律以及成因展開研究,有助于取向硅鋼成品磁性能的有效控制。在取向硅鋼軋制及各階段退火過程中,材料微觀晶粒的排列改變帶來了宏觀各向異性的轉變[4]。因此,開展取向硅鋼再結晶顯微組織及宏觀織構演變規律研究,對于拓展取向硅鋼高磁感調控手段具有重要的理論和實踐意義。
1 試驗材料與方法
1.1 試驗材料
某硅鋼生產企業采用二次冷軋法生產取向硅鋼。生產原料為取向硅鋼熱軋鋼帶,主要成分如表1所示。

表1 取向硅鋼熱軋鋼帶的主要成分(質量分數,%)
1.2 試驗方法
熱軋后的取向硅鋼鋼帶厚度為2.63 mm,采用20輥森吉米爾軋機,通過一次冷軋,厚度為0.63 mm。經連續脫碳退火爐進行脫碳退火,完成初次再結晶,進行二次冷軋,厚度為0.27 mm。為防止鋼卷在高溫退火時粘連,對鋼帶表面進行氧化鎂涂層后送入高溫罩式退火爐進行高溫退火,完成二次再結晶,最后經拉伸平整退火后得到普通取向硅鋼成品。該硅鋼冷軋、退火生產工藝流程為,熱軋鋼帶→一次冷軋→脫碳退火→二次冷軋→高溫退火→拉伸平整退火。
試驗試樣分別取自一次冷軋階段、脫碳退火階段、二次冷軋階段、高溫退火階段及拉伸平整退火階段。在各生產階段完成后進行取樣,制備試驗所需試樣,試樣尺寸為10 mm×15 mm(軋向)。采用蔡司顯微鏡觀察取向硅鋼各階段試樣表面側面(軋向和法向組成的側面)的顯微組織,同時利用XRD衍射儀分析取向硅鋼各階段的宏觀織構。
2 試驗結果與分析
2.1 顯微組織轉變研究
圖1(a~e)為取向硅鋼各階段的顯微組織。由圖1(a,c)可以看出,冷軋過程后的取向硅鋼顯微組織均為沿軋制方向被拉長的纖維狀變形鐵素體晶粒。由于壓下率及變形量較大,很難清楚地逐一識別晶粒及晶界。圖1(b)為經脫碳退火階段,發生回復和初次再結晶后的鐵素體晶粒。取向硅鋼在脫碳退火階段發生初次再結晶,形成鐵素體晶粒,晶粒邊界不規則,形狀為多邊形。脫碳退火后的鐵素體晶粒尺寸不均勻,晶粒尺寸多在5~20 μm之間,用Nano Measurer軟件統計平均晶粒尺寸為10.23 μm。圖1(d)為經高溫退火完成二次再結晶后的組織,脫碳退火階段產生的高斯取向晶粒在高溫退火過程中吞并其他取向晶粒后發生異常長大,此時平均晶粒尺寸接近2 cm,但晶粒尺寸不均勻。圖1(e)經拉伸平整退火后,取向硅鋼的平均晶粒尺寸為2.3 cm,且均勻性提高。
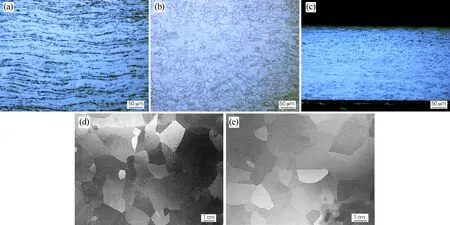
圖1 取向硅鋼各階段的顯微組織(a)一次冷軋階段;(b)脫碳退火階段;(c)二次冷軋階段;(d)高溫退火階段;(e)拉伸平整退火階段Fig.1 Microstructure of the oriented silicon steel at different stages(a) first cold rolling; (b) decarburizing annealing; (c) second cold rolling; (d) high temperature annealing; (e) tensile leveling annealing
2.2 各階段宏觀織構轉變
2.2.1 一次冷軋階段
在一次冷軋階段晶粒主要繞平行于軋向的<110>軸旋轉。由圖2可以看出,一次冷軋階段的主要織構類型是以α線{001}<110>、{112}<110>和γ線{111}<110>和{111}<011>為主的織構。這些織構類型中強度最高的為旋轉立方織構{001}<110>。取向硅鋼熱軋鋼帶即一次冷軋原料厚度為2.63 mm,一次冷軋后厚度為0.63 mm。在一次冷軋過程形成旋轉立方織構的主要原因是在取向硅鋼軋制過程中,熱軋和一次冷軋過程總變形量已經超過99%,這種累積下來的總變形量非常大,因而形成了以旋轉立方織構為主要組分的α取向線織構[5]。
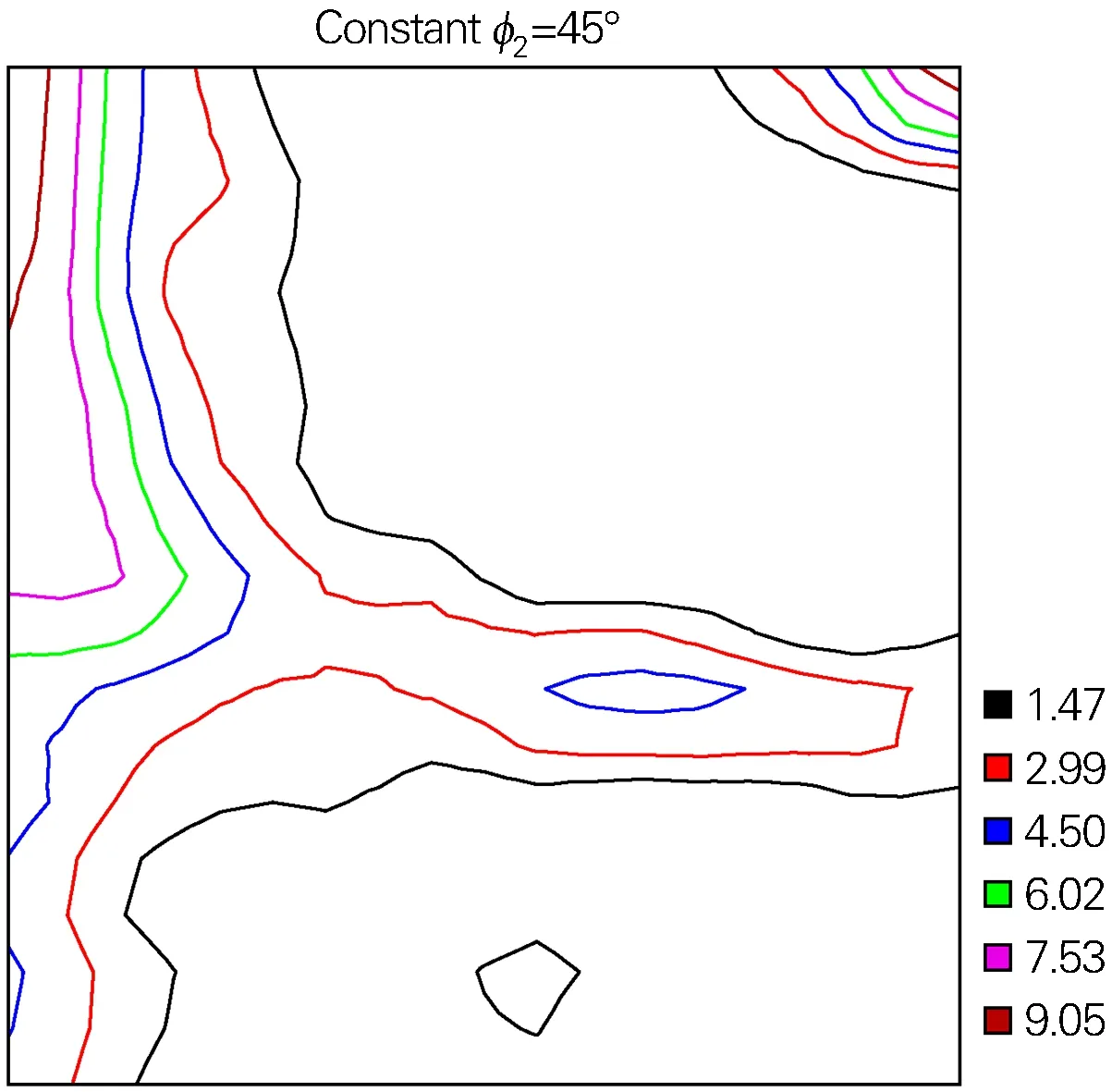
圖2 取向硅鋼一次冷軋后的宏觀織構Fig.2 Macroscopic texture of the oriented silicon steel after first cold rolling
2.2.2 脫碳退火階段
取向硅鋼經過脫碳退火后發生初次再結晶,主要織構類型發生改變,如圖3所示,α線織構強度減弱,最強織構類型為以{111}<110>和{111}<112>為主的γ纖維織構。值得注意的是,取向硅鋼在脫碳退火階段開始出現少量的高斯織構{110}<001>。這個時候產生的高斯織構{110}<001>在后續二次冷軋和高溫退火過程中能夠保持穩定,作為高溫退火階段二次再結晶的晶核。已有的研究結果[6]充分表明,{111}<112>織構起源于形變的γ纖維組織,對于普通級取向硅鋼的生產過程是一種有利的織構。{111}<112>織構在后續的二次冷軋和高溫退火過程中,{111}<110>取向晶粒和{111}<112>取向晶粒與高斯取向晶粒的取向夾角分別為35°和45°,這種角度的晶界即為高能晶界,具有較高的擴散能,在后續高溫退火過程中可為二次再結晶中高斯織構的發展提供便利[7]。

圖3 取向硅鋼脫碳退火后的宏觀織構Fig.3 Macroscopic texture of the oriented silicon steel after decarburizing annealing
2.2.3 二次冷軋階段
圖4為取向硅鋼二次冷軋后的宏觀織構。二次冷軋前取向硅鋼厚度為0.63 mm,經二次冷軋后厚度為0.27 mm,壓下率達到了57%。與一次冷軋過程后的取向硅鋼宏觀織構相類似,二次冷軋后主要織構類型依然為較強的α織構和γ織構,同時還有一定量的各工序遺傳下來的旋轉立方織構。與一次冷軋的織構相比,二次冷軋后γ織構強度增加,尤其是{111}<112>形變織構強度明顯增加,這為接下來的高斯織構形成提供了有利條件。整體織構組分最強的是{113}<361>型織構,對應圖1(c)中近柱狀晶組織的粗大長條晶粒。
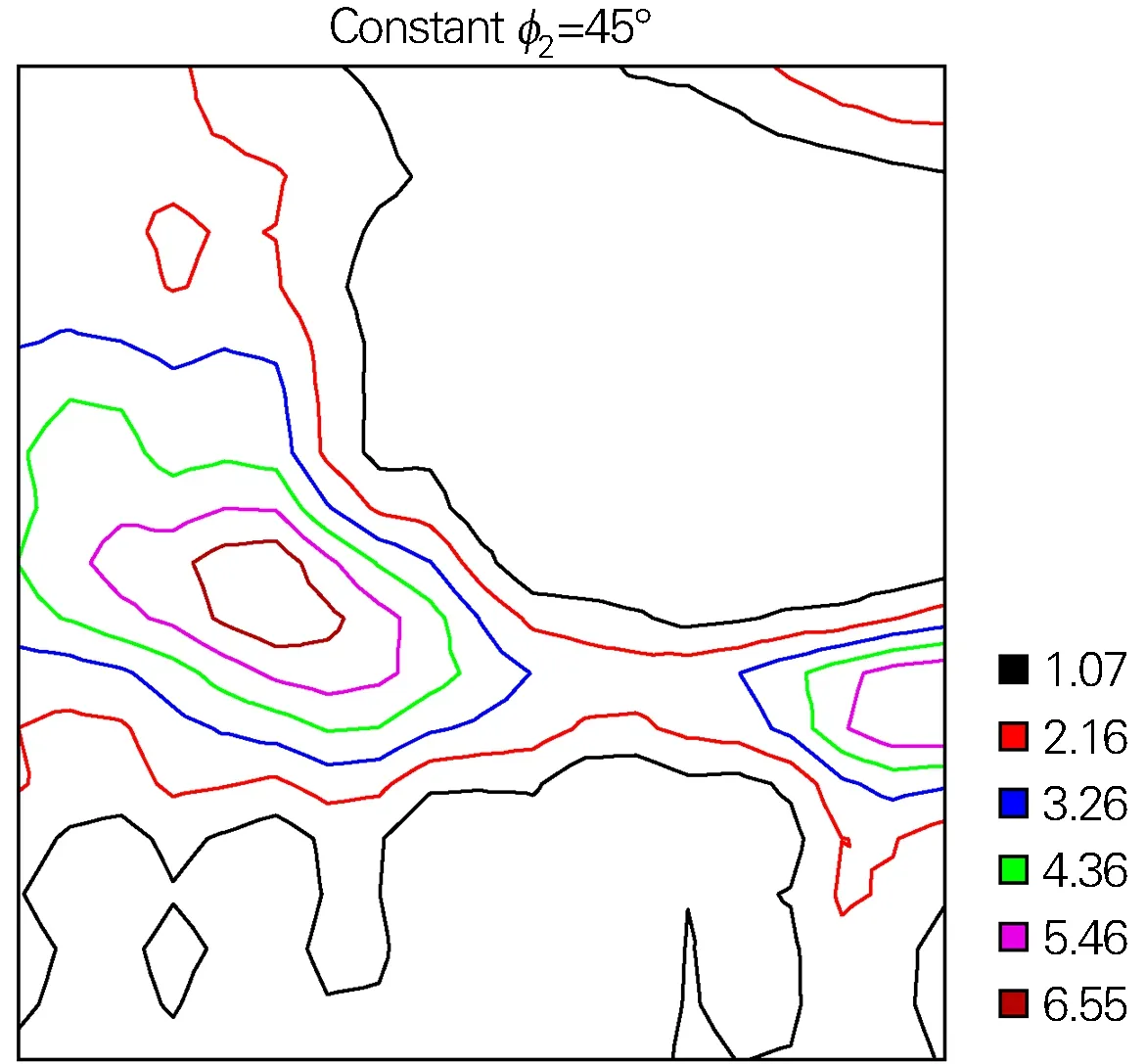
圖4 取向硅鋼二次冷軋后的宏觀織構Fig.4 Macroscopic texture of the oriented silicon steel after second cold rolling
2.2.4 高溫退火階段
Si含量為3.1%的普通級取向硅鋼在高溫退火階段發生二次再結晶,此階段是取向硅鋼高斯織構形成的重要環節。如圖5所示,高溫退火后的取向硅鋼宏觀織構類型以高斯織構{110}<001>為主,大量位向較為準確的高斯織構在此階段形成。取向硅鋼高溫退火階段,在前序脫碳退火階段完成初次再結晶退火時產生的高斯取向晶粒發生異常長大,此時高斯取向晶粒的生長速度明顯高于其他取向晶粒,迅速吞并以{111}<112>為主的其他取向晶粒,形成較大尺寸的高斯取向晶粒[8]。
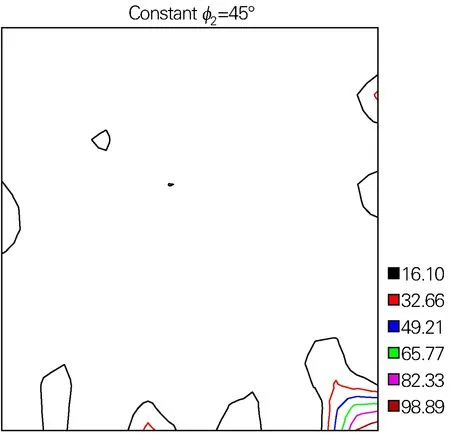
圖5 取向硅鋼高溫退火后的宏觀織構Fig.5 Macroscopic texture of the oriented silicon steel after high temperature annealing
2.2.5 拉伸平整退火階段
如圖6所示,取向硅鋼經拉伸平整退火后的宏觀織構與高溫退火階段相比,高斯織構{110}<001>強度進一步增加,此時的高斯織構達到最強最鋒銳的程度,表現出相對其他織構的強烈強度優勢,從而使取向硅鋼具有優異的磁性能。
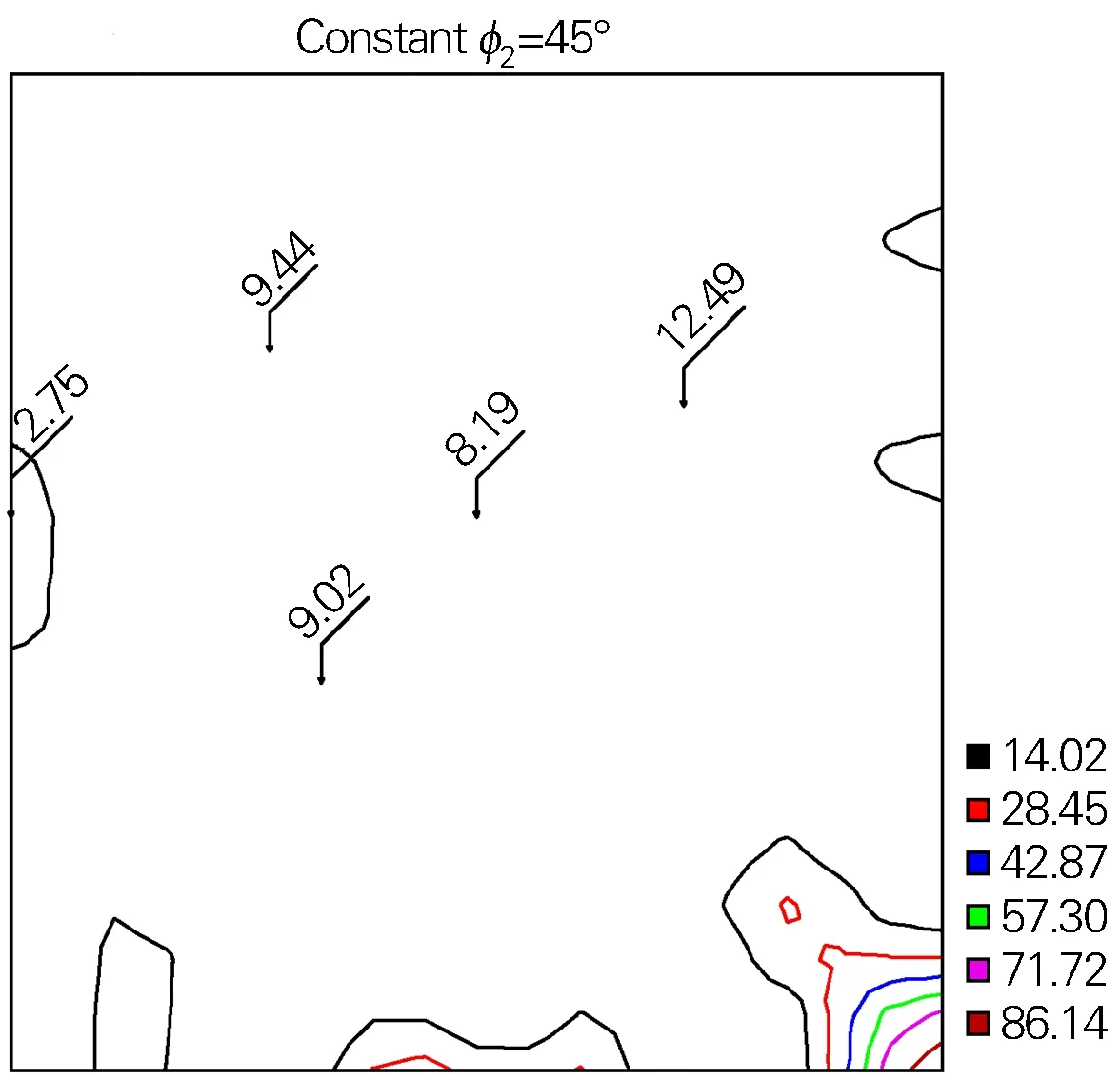
圖6 拉伸平整退火后取向硅鋼的宏觀織構Fig.6 Macroscopic texture of the oriented silicon steel after tensile leveling annealing
3 結論
1) 取向硅鋼經脫碳退火初次再結晶后形成不規則多邊形組織,經高溫退火二次再結晶后,晶粒尺寸開始達到2.0 cm,經拉伸平整退火后晶粒更加均勻,平均晶粒尺寸為2.3 cm。
2) 取向硅鋼一次冷軋后宏觀織構以旋轉立方取向、{112}<110>、{111}<110>織構組分占據主導地位。二次冷軋后出現大量的γ織構,{111}<112>形變織構較強,整體織構組分最強的是{113}<361>織構。
3) 取向硅鋼經脫碳退火初次再結晶后主要織構類型為γ纖維織構,有少量的高斯織構{110}<001>。經高溫退火二次再結晶后宏觀織構主要為高斯織構{110}<001>,經拉伸平整退火后高斯織構達到最強最鋒銳的程度。
