一種斜口法蘭制造工藝及專用夾具設計探究
2023-10-10 08:34:22許連杰
機電信息 2023年19期
許連杰
(蘇州健雄職業技術學院,江蘇 蘇州 215400)
0 引言
法蘭是一種常見的連接零件,一般用于管端的連接,也有的是用于在設備的出入口連接兩個設備。如圖1所示,該零件為液體攪拌機中一個入口法蘭零件,零件整體呈“工”字型,材質為45#鋼材,最大外圓直徑?130 mm,最大長度82 mm。其中?130外圓公差要求較高,為f7級,即?130-0.043-0.083,內孔及其他外圓均為自由公差。

圖1 入口法蘭零件圖
1 工藝制定
1.1 基面的選擇
能約束工件自由度最多的定位面稱為第一基準面[1]。正確、合理地選擇基準面可以保證加工質量,提高生產效率,可以有效減少加工過程中問題的出現,避免零件大批報廢。
在第一道工序中,以毛坯外圓及毛坯端面作為粗基準定位。第二道工序中,根據基準重合原則,選用設計基準作為定位基準,即以已加工過的端面B和外圓A為定位的精基準面,如圖2所示,如此可以消除因為基準不重合引起的定位誤差。

圖2 精基準面的選擇
1.2 加工方法的選擇
依據零件加工要求及工藝特點,選擇能達到要求并有很好的經濟性的加工方案。表面的加工方案確定如下:
(1)外圓、端面槽、內孔、內孔槽。根據加工要求及加工特點,采用車床加工。其中?130外圓公差等級IT7,內孔?32內孔長度9+0.2+0.1,均可以使用數車來加工。
(2)4-?19孔。根據加工要求及特點,采用加工中心來加工。雖然該孔是自由公差,但是表面粗糙度為Ra3.2,一般鉆削難以保證表面粗糙度及定位需求,所以要通過銑削來加工。
(3)?20孔。該孔為自由公差,表面粗糙度為Ra6.8,但是由于加工錐面上的沉頭孔需要用該孔作為銷孔來達到分度的目的,所以要通過加工中心進行銑削、鏜削加工來保證其尺寸精度及表面粗糙度。
(4)8-?12沉頭孔。該孔為自由公差,表面粗糙度為Ra3.2,需要采用鉆床進行鉆孔及鉆沉頭孔加工。
1.3 加工工藝制定
工序1:備料?135×86;
工序2:粗、精車端面,?124外圓,外圓梯形槽;
工序3:調頭安裝粗、精車端面,?130外圓,端面槽,內孔,內孔槽;
工序4:粗、精銑?20孔;
工序5:精鏜?20孔;
工序6:粗、精銑4-?19孔;
工序7:鉆8-?12孔及?17沉頭孔;
工序8:檢測入庫。
2 夾具設計
夾具概念設計的主要任務是設計出滿足工件裝夾要求的夾具結構,是后續機加夾具詳細設計的基礎,這一階段的決策將對夾具的最終性能產生直接影響[2]。
2.1 夾具定位方案分析
根據加工工藝,需要設計夾具用于鉆床上鉆削錐面上的8個?12沉頭孔。定位方案采用大平面加V型擋板的方式限制工件的五個自由度。
夾具總體如圖3所示。

圖3 夾具總體及截面圖
2.2 夾具體
如圖4所示,夾具體是夾具的關鍵零件,它承載著定位元件、夾緊裝置、導向裝置等,并保證了元件與元件之間的相對位置關系。

圖4 夾具體
(1)此夾具用于鉆床鉆削位于錐面的沉頭孔。該沉頭孔與水平面夾角為60°,所以夾具體也應該有相應的傾斜。根據夾具的大平面與短套的定位方案,夾具用于定位的大平面要與水平面有30°夾角。
(2)夾具體還承擔著工件定位的作用,所以夾具體上要有與定位方案相對應的特征。因此在夾具的平面上銑削圓孔,以避免與法蘭的干涉。
(3)根據入口法蘭的特征,需要鉆削的沉頭孔共有8個,均勻環形分布在法蘭的錐面上。為了方便加工,簡化加工步驟,需要增加分度裝置。為了配合分度裝置,需要在夾具上加工8個用于分度的定位孔。
(4)為了配合導向裝置、夾緊裝置等,需要在夾具體上鉆削銷孔、螺紋孔等。
2.3 定位方案
在工件定位方案設計中可應用多種技術[3-4]。該套夾具的定位方案為大平面與V型擋板,且定位部分與夾具體為一體,即在夾具體的斜面上銑削兩個擋板呈90°V型。以凹臺的底面作為定位的大平面,以凹臺的側壁作為定位的短套。根據法蘭在專用夾具上的定位基準面設計,凹臺深(8.87±0.01)mm。
2.4 鉆套
鉆套是專用機床夾具上重要的組成部分,其主要作用是保證刀具與工件正確的相對位置及引導刀具、提高刀具剛度。基于專用夾具柔性化設計的考慮,為了方便同類零件不同尺寸的孔的加工,選用快換導套。根據GB/T 2263—1991《機床夾具零件及部件鉆套用襯套》要求,快換導套與襯套配合一般為F7/m6(間隙配合),襯套與鉆模板的配合為H7/r6(過盈配合)。導套與鉆頭之間屬于間隙配合,鉆擴孔時,鉆套公差為F7,即鉆套孔的尺寸為?12+0.034+0.016。
鉆套的導向長度H一般根據工件材料、孔距精度、工件表面形狀等因素決定,通常取H=1~2.5d。長度越長,刀具的剛性就越好,但是會加劇鉆套與鉆頭之間的磨損。這里由于所要加工的孔位于錐面上,所以取H=2.5d。
鉆套最底端到所要加工的工件之間的距離會影響鉆屑的排出和麻花鉆的穩定性,距離越大,越容易排屑,但過大的距離也會導致麻花鉆穩定性下降。在加工鋼件時,間隙一般為0.7~1.5倍的孔徑。因為該孔是在錐面上加工,為了保證加工的穩定性,選取最小值。
此外,還要注意在鉆削時,鉆頭是順時針旋轉的,所以快換鉆套的削邊應該是逆時針旋出,這樣可以避免鉆頭將導套旋出。
最終由于法蘭零件形狀特殊,需要進一步改進鉆套,以避免鉆套無法在法蘭夾緊的狀態下取出。
綜上所述,鉆套的結構設計如圖5所示。
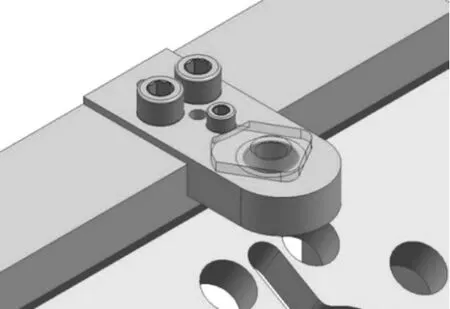
圖5 鉆套結構圖
2.5 夾緊裝置
夾緊裝置一般由三部分組成:動力裝置、夾緊元件、中間傳動機構。其作用是防止工件因受到加工過程中產生的切削力、重力等作用力而產生位移、振動等現象。詳情如圖6所示。

圖6 夾緊裝置
在設計夾緊裝置時要注意:(1)在夾緊工件的過程中,工件不能因受夾緊力作用而偏離定位要求;(2)夾緊裝置要操作簡單方便,能夠實現迅速夾緊;(3)夾緊力方向與切削力方向一致,且夾緊力大小適度。
這里選用螺旋式夾緊機構。但由于螺旋式夾緊機構容易在夾緊過程中帶動工件一起旋轉,而且在實現快速夾緊方面也有欠缺,所以將普通的夾緊機構與壓塊結合,這樣在夾緊過程中螺桿旋轉而壓塊不轉動,而且通過抽放壓塊可以實現快速夾緊功能。
3 結束語
隨著科技不斷發展,機械制造領域的生產設備也不斷革新發展,會出現效率更高、經濟性更好的工藝。作為該行業的從業人員,不應故步自封,要不斷創新、不斷探索,方得始終。
