快速回火對690 MPa級別工程機械用鋼板組織和性能的影響
2023-10-10 11:50:30李德明雷寧寧張晉剛周廣浩
金屬熱處理 2023年9期
李德明, 雷寧寧, 張晉剛, 宮 濤, 周廣浩
(山推工程機械股份有限公司, 山東 濟寧 272073)
工程機械是裝備工業的重要組成部分,品種繁多,廣泛用于建筑、水利、電力、道路、礦山、港口和國防等工程領域[1]。隨著基礎建設項目的西移、礦上設備以及資源深度開發,施工難度越來越大,對土方機械的需求逐漸向大型化轉變,然而國內大型土方機械生產制造技術沒有實現系統化,制造難點和生產瓶頸較為突出,尤其是常規工程機械基本采取50 kg級鋼材。為滿足大型化結構強度,同時從輕量化的角度開始對高強度工程機械用鋼進行研究開發,目前國內部分廠家已采用600 MPa級別的工程機械用鋼[2-3]。由于大型工程機械結構件尺寸較大,實現整體熱處理難度較大,當板材的設計板厚超過45 mm時,必須選用更高強度級別的鋼板以減小板厚來減輕用量。比如520馬力以上推土機的部分關鍵板材采取600 MPa級鋼板已不能滿足要求,亟需要開發和生產強度級別更高(如690 MPa和780 MPa)鋼板,同時適合大熱量輸入、可焊性好的高強度工程機械用鋼。國外已成功開發此類鋼,并有應用實例[4],因此盡早研制和開發更高級別的大熱輸入焊接工程機械用鋼是十分有必要的,具有良好的應用前景和經濟效益。本文結合600 MPa級鋼板的相關研究,通過微合金元素添加和熱處理工藝優化,開發出力學性能滿足690 MPa級別的大型工程機械用鋼,并研究了快速回火工藝對其組織和性能的影響,對其內部析出物的分布和析出規律進行了詳細分析,以期為更高級別鋼板的生產研究提供指導。
快速回火即提高鋼板的回火加熱速度,不僅能減少貝氏體板條晶界的析出物聚集從而減緩高溫回火脆性,還能使鋼板淬火時產生的亞晶結構保留下來,保證鋼板的抗拉強度;與普通回火相比,鋼板能提前達到回火溫度,使達到所需力學性能的保溫時間大大縮短,進一步提高工作效率,節約能源消耗[5]。JFE鋼廠采用HOP(Heat treatment on-line process)工藝代替離線調質處理來生產600 MPa級別的大型工程機械用鋼,使板條晶界的析出數量和尺寸減少或者消失,進一步改善鋼板的力學性能[6];32 mm厚度的JFE-HITEN610E鋼采用直接淬火+在線熱處理(DQ+HOP)工藝生產后,鋼板的-20 ℃ 沖擊吸收能量可達300 J以上,氣電立焊后-15 ℃沖擊吸收能量為100 J。
1 試驗材料及方法
試驗鋼主要成分(質量分數,%)為0.09C、0.30Si、1.25Mn、0.28Ni、0.26Cr、0.23Mo、0.06Ti,微量V和Nb,P、S控制在0.006%以下。
試驗鋼經50 kg真空感應爐冶煉,鍛造成120 mm×110 mm×80 mm的鋼錠,加熱到1230 ℃保溫1 h,采用正熱機械控制工藝(TMCP),經再結晶區粗軋和未再結晶區精軋兩階段軋制成16 mm厚度的鋼板,軋后鋼板加速冷卻到550 ℃后空冷。為了研究實際生產中回火加熱速度對鋼板組織性能的影響,將經930 ℃淬火(保溫50 min)后的試驗鋼板在高頻感應加熱爐中以不同的加熱速度加熱。由于設備所限,最大加熱速度為40 ℃/s,故選取的加熱速度分別為20、30、40 ℃/s,試樣升溫至630 ℃后分別保溫8、15、25 min后取出。將上述9組試板豎直擺放后,從側面潑取少量水以加快冷卻速度后空冷至室溫,經取樣后進行觀察。上述熱處理工藝曲線見圖1。對所有熱處理后的試驗鋼進行OM、TEM顯微組織分析和常溫拉伸試驗、沖擊試驗。
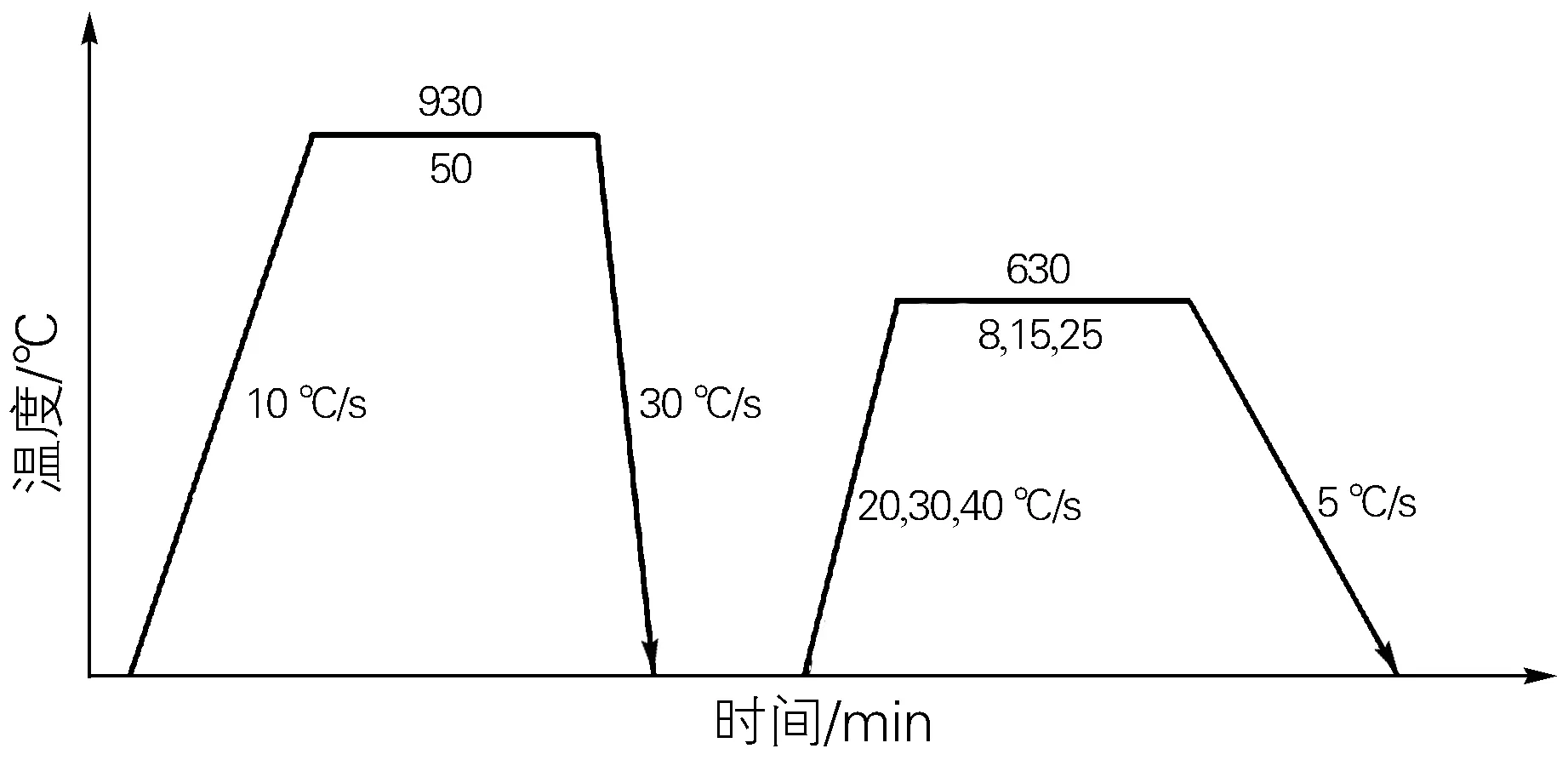
圖1 熱處理工藝曲線Fig.1 Heat treatment process curve
根據GB/T 2975—2018《鋼及鋼產品力學性能試驗取樣位置及試樣制備》,試驗鋼在鋼板寬度1/4(100 mm)處取拉伸樣坯,拉伸試驗根據要求,選取16 mm全厚度矩形試樣;沖擊試樣在厚度方向離鋼板表面2 mm,試樣中心在鋼板寬度方向1/4(100 mm)取樣,見圖2。
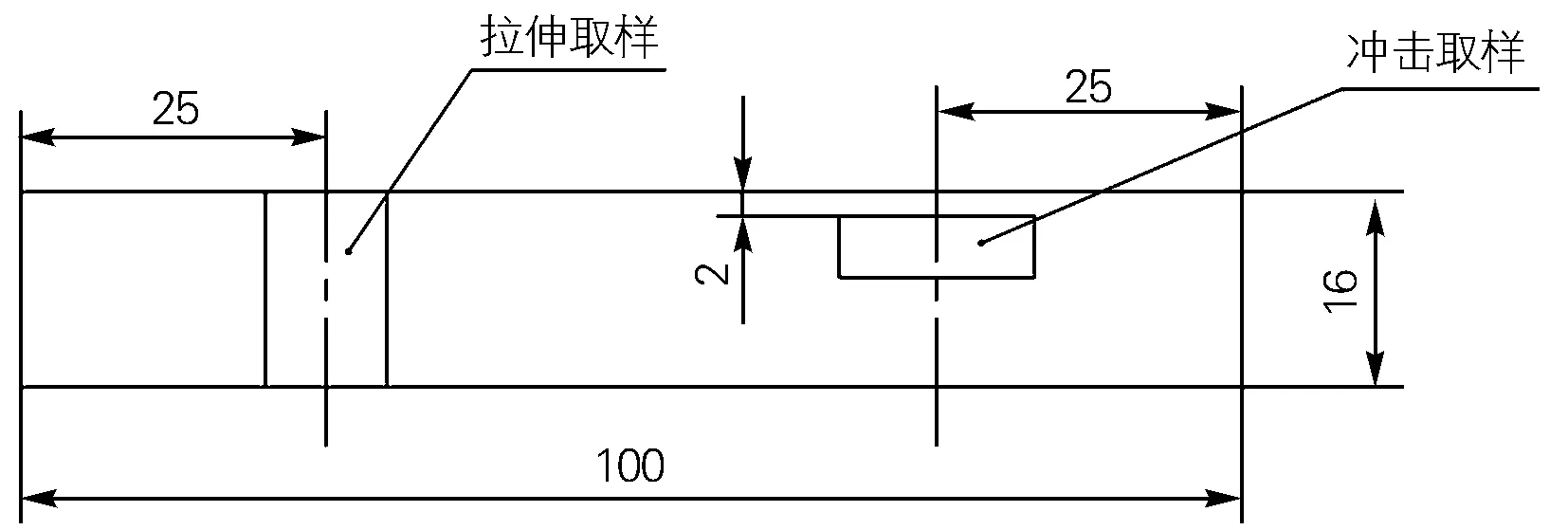
圖2 試驗取樣示意圖Fig.2 Schematic diagram of test sampling
拉伸試樣根據GB 6397—1986《金屬拉伸試驗試樣》選取b=25 mm的比例試樣。沖擊試樣根據GB/T 229—2020《金屬材料 夏比擺錘沖擊試驗方法》選取10 mm×10 mm×55 mm的V型缺口標準試樣。
2 試驗結果
2.1 顯微組織
顯微組織見圖3,630 ℃保溫8 min的試樣在不同加熱速度下的組織均為回火貝氏體,且軋后的原始奧氏體晶粒回復,但是加熱速度為30 ℃/s的試樣比20 ℃/s的板條貝氏體數量多,故導致了強度的升高,加熱速度增加至40 ℃/s,晶界發生模糊,內部可見較多析出物分布。保溫時間延長至15 min時,其晶粒尺寸相較保溫8 min的發生長大,晶界模糊程度增加,貝氏體板條變寬,晶內析出更為均勻,在20 ℃/s加熱速度下的組織中仍可見不同方向的板條貝氏體,組織較為凌亂;隨加熱速度升至30 ℃/s,晶界更為模糊,部分貝氏體發生轉變生成少量準多邊形鐵素體,可發現較多均勻分布的碳化物;40 ℃/s加熱速度保溫15 min后,組織發生長大,晶粒尺寸明顯增加,晶界處有少量準多邊形鐵素體存在,這也是強度降低的主要原因[7]。保溫25 min后的組織發生較大變化,可以看到組織中部分準多變形鐵素體發生回復,轉變成多邊形鐵素體,大部分基本為粒狀貝氏體組織,組織內部的碳化物顆粒發生長大,且隨加熱速度的增加,長條狀的碳化物析出增多,出現了聚集分布。
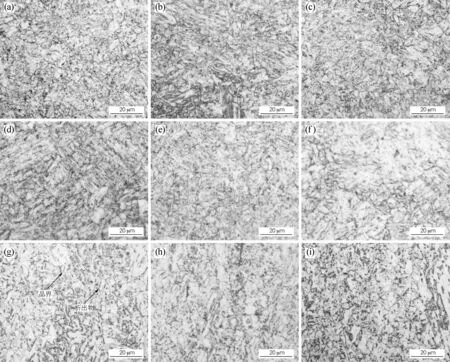
圖3 試驗鋼不同回火加熱速度和保溫時間下的顯微組織Fig.3 Microstructure of the tested steel tempered under different heating rates and holding time (a-c) 8 min; (d-f) 15 min; (g-i) 25 min; (a,d,g) 20 ℃/s; (b,e,h) 30 ℃/s; (c,f,i) 40 ℃/s
2.2 力學性能
試驗鋼經不同工藝處理后的常溫拉伸試驗結果如圖4所示。由圖4可知,相同回火加熱速度下,保溫時間越長,抗拉強度和屈服強度越低,材料軟化明顯,保溫25 min的試樣屈服強度低于590 MPa,不滿足690 MPa級別工程機械鋼力學性能。相同回火保溫時間下,隨著加熱速度的增加,試樣抗拉強度均出現先升高后降低的現象,但是強度變化范圍保持在40 MPa以內,說明試驗鋼抗拉強度受回火加熱速度的影響較小;保溫8 min和25 min試樣的屈服強度發生急劇變化,而保溫15 min試樣的屈服強度變化較小。不僅如此,當加熱速度為30 ℃/s時,試樣整體的屈服強度較高且變化較為均勻,表明此回火速度下的鋼板回火穩定性較高。

圖4 試驗鋼不同回火加熱速度和保溫時間下的強度Fig.4 Strength of the tested steel tempered under different heating rates and holding time
熱處理試驗鋼的沖擊試驗結果如圖5所示。由圖5可知,-20 ℃的KV2與-40 ℃的KV2變化趨勢一致,保溫時間延長,回火加熱速度為20 ℃/s的試樣韌性先增加后降低,但是降低幅度不大,-20 ℃的KV2僅降低10 J;回火加熱速度增加至30 ℃/s的試樣,KV2受保溫時間的影響較小;回火速度為40 ℃/s的試樣在保溫25 min時韌性急劇降低,如-20 ℃試樣的KV2由15 min的196 J降低至109 J,考慮是由于保溫時間增加,鋼板組織發生長大所導致的。相同保溫時間下,鋼板的沖擊吸收能量均隨回火加熱速度的增加先升高后降低,30 ℃/s的試樣KV2達到最大值,保溫15 min的試樣沖擊性能受回火加熱速度影響較小。

圖5 試驗鋼不同回火加熱速度和保溫時間下的沖擊吸收能量Fig.5 Impact absorbed energy of the tested steel tempered under different heating rates and holding time(a) -20 ℃; (b) -40 ℃
綜上可知,回火加熱速度對鋼板抗拉強度的影響較小,且影響程度隨回火保溫時間的增加而降低,保溫25 min后,強度基本不變;回火保溫時間對鋼板的強度有較大影響,隨保溫時間延長,鋼板強度降低,尤其是屈服強度,其降低程度隨保溫時間的延長而增大。并且,鋼板的沖擊性能隨保溫時間的延長變化幅度也逐漸增大,保溫25 min時沖擊性能急劇降低。
結合顯微組織和力學性能進行分析,保溫8 min的試樣強度較高,但保溫時間短,屈強比較高;保溫時間為15 min的試樣綜合性能較好,強度和屈強比均在標準要求范圍內,且沖擊吸收能量比普通熱處理后要高,顯微組織顯示此時試樣內部的碳化物較為均勻;保溫時間為25 min的試樣綜合性能最差,強度大幅度降低,顯微組織內部發生鐵素體回復,可見碳化物顆粒發生長大和聚集,其性能低于普通熱處理后的性能。對保溫15 min的試樣進行分析可知,回火加熱速度為30 ℃/s和40 ℃/s試樣的力學性能較好,但是30 ℃/s試樣的晶粒尺寸較小,分布比較均勻,其沖擊吸收能量均大于40 ℃/s的試樣,故認為加熱速度為30 ℃/s,保溫時間為15 min的回火工藝為最佳熱處理工藝。
3 試驗鋼內部析出物分析
根據上述結果選取保溫15 min的試樣分析析出物形貌,并研究不同回火加熱速度下析出物的分布規律。
圖6為回火加熱速度20 ℃/s、保溫15 min試樣經萃取復型后觀察到的形貌。圖6(a)為析出物的分布,可以看到晶界附近還有少量尺寸較大的析出相,其尺寸大多數在100 nm以下,屬于第二類析出物。從析出物的放大圖(見圖6(b))可以看到,紅色箭頭處的析出物尺寸較大,長軸方向尺寸為112 nm,圖6(c)能譜顯示為Cr、Mn的碳化物,但晶界處還存在少量第二類析出物的聚集。圖6(d,e)為晶粒內部的析出,析出較為細小,但也存在尺寸較大的析出,其衍射斑顯示為(111)面的Ti/Nb(C,N)析出。從圖6(f)能譜中還能看到還有少量Mo元素,這種碳化物是在淬火前形成的,其能阻止奧氏體晶粒的長大[6],淬火時被保留下來,回火后發生長大。

圖6 試驗鋼回火加熱速度為20 ℃/s、保溫15 min的析出物形貌(a,b,d,e)及EDS能譜(c,f)Fig.6 Precipitates morphologies(a,b,d,e) and EDS patterns(c,f) of the tested steel tempered under heating rate of 20 ℃/s and holding time of 15 min
回火加熱速度增加至30 ℃/s時,試樣中的大尺寸析出消失,見圖7。圖7(a)為析出物的分布情況,可看出晶界附近的析出物襯度較黑,但尺寸很小,與晶粒內部的析出物尺寸相同,分布也比較均勻,圖7(b)為析出物的形貌,主要為球形,但是有兩種襯度,圖7(a)中箭頭所示的析出物襯度較淺,小尺寸析出較多,出現幾個析出物扎堆析出的現象,能譜顯示主要為Ti、Nb的碳化物析出,圖7(b)中箭頭顯示的析出物襯度較黑,尺寸較大,尺寸為13 nm,分散分布,主要是Ti、Mo的碳化物析出(見圖7(d))。
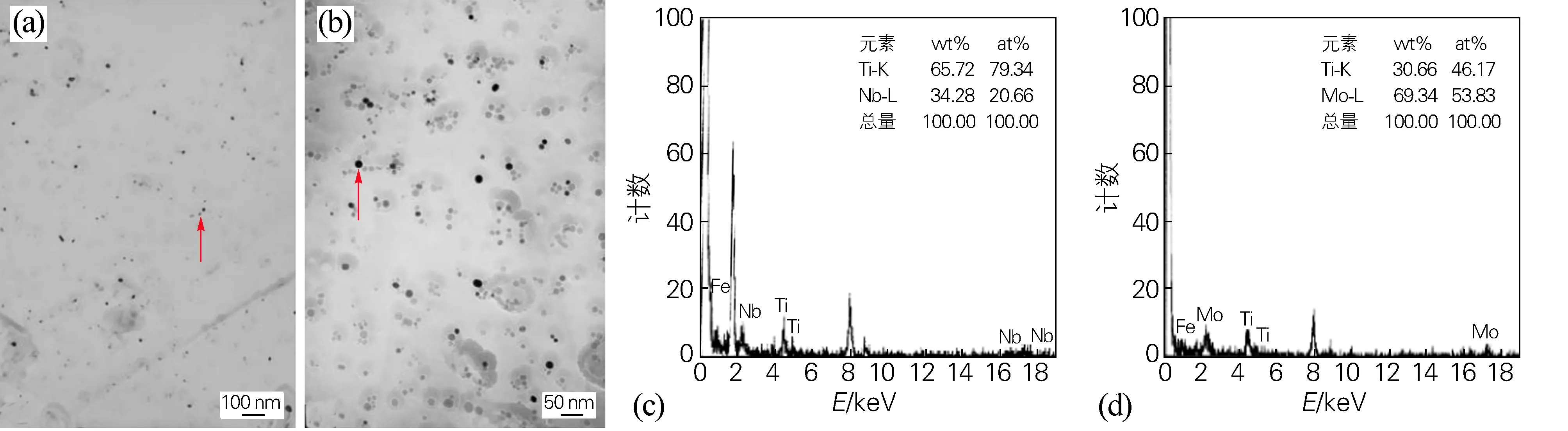
圖7 試驗鋼回火加熱速度為30 ℃/s、保溫15 min的析出物形貌(a,b)及EDS能譜(c,d)(a,c) Ti、Nb碳化物;(b,d)Ti、Mo碳化物Fig.7 Precipitates morphologies(a,b) and EDS patterns(c,d) of the tested steel tempered under heating rate of 30 ℃/s and holding time of 15 min(a,c) Ti,Nb carbides; (b,d) Ti,Mo carbides
圖8為回火加熱速度為40 ℃/s的析出物形貌,可見析出物發生長大,圖8(a)中長軸尺寸在20 nm左右,由球形向橢球形轉變。雖然回火加熱速度增加時,原則上會形成更為細小的析出物,但是析出物的大小同時還受保溫時間的影響。從圖8綜合分析可得,析出物受保溫時間的影響較大。并且,從圖8(b)中得出組織中還存在48 nm的球狀析出,圖8(c)可知,其為Ti、Nb、Mo的碳化物,這表明該狀態下析出物發生了合并現象。

圖8 試驗鋼回火加熱速度為40 ℃/s、保溫15 min的析出物形貌(a,b)及EDS圖譜(c)Fig.8 Precipitates morphologies(a,b) and EDS pattern(c) of the tested steel tempered under heating rate of 40 ℃/s and holding time of 15 min
通過上述析出物形貌觀察發現,晶粒內部主要有兩種不同襯度的細小析出物存在,襯度較深的為Ti、Mo碳化物,襯度較淺的為Ti、Nb碳化物;析出物尺寸的大小同時受到回火加熱速度和保溫時間的共同影響。回火保溫15 min時,隨著回火加熱速度增加,第二類碳化物聚集現象逐漸消失。文獻[8]指出,通過快速高溫回火的方法,即可大大縮減回火保溫時間,又能抑制鋼板的回火脆性。JFE鋼廠的研究認為其機理為碳化物顆粒來不及沿晶界析出就達到回火溫度,且保溫時間短,碳化物來不及聚集長大就析出[9]。由圖8的組織觀察分析可知,回火前鋼板中已存在一定的析出物,上述機理未考慮這些析出物的存在。
該試驗鋼存在的微合金元素較多,回火前就存在部分析出物。當回火加熱速度較低時,新析出相的形核位置少,析出物數量就少,大部分為原來的析出物,并在保溫時發生部分析出物的聚集長大,故20 ℃/s加熱速度下的試樣中存在大尺寸的析出。根據回復動力學[10]可知,回火加熱速度越大,過熱度越大,能為析出物提供的熱激活能更多,從而在低的加熱速度下,較少的位置能達到析出物形核析出的激活能,而高的加熱速度下,更多的位置能達到形核所需的激活能,因此析出物的形核位置增多,誘導產生更多新的析出相,且主要在晶內析出,析出相尺寸與傳統回火相比更加細小[11]。這些新析出相數量的增多會占用更多的碳原子,使得原始存留的析出物長大困難,且相對于同保溫時間的其他試樣而言,細小的新析出物的尺寸長大較為緩慢,位錯回復也不明顯,使得碳化物顆粒在晶粒內部彌散分布。同時,加熱速度較快時,從圖9中看到淬火時形成的大量高密度位錯亞結構來不及消失而保留下來[12],形成更多的亞晶界,使晶界長度變短,析出物沿晶界的聚集減少。
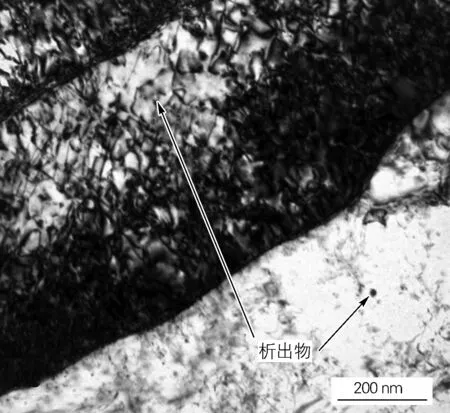
圖9 試驗鋼淬火態形貌Fig.9 Quenched morphology of the tested steel
但是,當回火加熱速度由30 ℃/s增加至40 ℃/s時,析出物會發生合并長大,使相同保溫時間下的回火程度增大,導致40 ℃/s試樣的綜合性能下降。
4 結論
本文690 MPa強度級別試驗鋼在試驗驗證后能初期應用于工程機械高強度級別關鍵受力部位,與原使用材料相比效果更優,尤其是-40 ℃沖擊性能提高32.4%,對于極寒地區的應用有重要指導意義。結論如下:
1) 提高回火加熱速度,一方面能激發產生更多析出形核位置,增加形核驅動力,析出物重新形核,析出物細小,另一方面能縮短保溫時間,減少大尺寸析出物的長大,避免回火脆性的出現。保溫15 min、回火加熱速度為30 ℃/s的試樣貝氏體板條寬度逐漸增加,第二類析出物尺寸減小至消失,析出物平均尺寸先減小后增加,主要為比傳統回火更為細小的Ti、Nb、Mo碳化物。
2) 回火加熱速度增加,試驗鋼抗拉強度變化較小,屈服強度變化急劇,保溫15 min的試樣隨回火加熱速度增加,強度先升高后降低;此保溫時間下回火加熱速度為30 ℃/s的試樣獲得最優的低溫沖擊性能,結合組織分析,此熱處理工藝獲得的綜合性能最好。
