鋼箱梁托管橋制造尺寸的確定
2023-10-09 13:32:02韓虎
山西建筑 2023年20期
關鍵詞:施工
韓 虎
(中鐵第一勘察設計院集團有限公司,陜西 西安 710043)
0 引言
隨著更多大跨橋梁的修建,鋼箱梁懸臂拼裝橋梁的應用也更加廣泛。而在鋼箱梁橋的建造過程中,懸拼結構的施工線形控制也開始被重視起來,與懸臂澆筑結構的制造和安裝不同的是,在實際施工當中,由于鋼箱梁節段尺寸在制造時就已確定,所以在節段焊接連接時調整量極其有限[1]。若忽略鋼箱梁橋在建造過程中的制造線形、安裝線形以及設計線形在工程中的實際應用,就會導致在焊接過程當中焊縫過寬,極大降低焊縫質量,影響成橋的線形、應力和結構的安全性。本文以某一托管橋為研究對象,基于線彈性理論確定鋼箱梁橋制造線形以及梁段制造尺寸,確保成橋后線形誤差小于規定指標,保證懸臂拼裝的順利進行。
1 工程概況
供水托管橋主橋橋型為三跨連續梁橋,采用變截面連續鋼箱梁,其跨徑為80 m+150 m+80 m,橋面寬度6.0 m,橋梁總長達到312 m。其主要功能是托載一根內部直徑為1.8 m的輸水鋼管安全跨越干渠。因要求及施工現場地理位置原因,中跨段跨度較大且無法采用其他方式施工,因此,只能采用懸臂拼裝方式進行中跨段的安裝施工,兩邊跨段則采用滿堂支架對梁段進行分段吊裝施工。托管橋橋型布置圖如圖1所示。

2 主梁制造線形
實際制造生產當中,需要先確定主梁的制造線形從而確定鋼箱梁的制造尺寸,鋼箱梁主梁制造線形確定目的在于焊接拼裝各梁端時確定梁端間的無應力夾角[2-3],最終計算出各段鋼箱梁的制造尺寸,從而為生產單位提供生產依據。
2.1 主梁制造線形計算
在標準溫度20 ℃的條件下,預制主梁在場地胎架上預拼裝的線形,由于此時主梁幾乎無外荷載且自重完全由胎架支點承受,所以主梁幾乎不產生形變,可視為無應力狀態,該狀態下的線形和制造參數稱為主梁無應力制造線形和制造幾何參數。
1)邊跨分段吊裝法:分段吊裝法是將整段梁段按照一定大小比例分割為多個小節段。各個節段在工廠生產完成之后,再按照拼裝順序在施工現場進行逐段吊裝拼接。分段吊裝相比于其他拼接方式難度較低,對施工技術要求較低,但因為節段被分割,所以一般施工時的吊裝次數和對支架的需求較多[4-5]。
對于一次落架、滿堂支架施工的橋梁,在安裝施工時(落架階段),可認為梁段始終處于無應力的狀態,此時主梁的安裝線形和制造線形幾乎完全重合,所以對于這類有支架支撐的跨徑較小的橋梁可采用線性分析。因此可直接將落架后結構的位移撓度曲線反向作為結構的安裝線形和制造線形(見圖2)[6]。

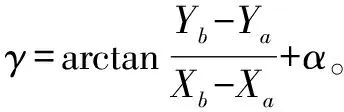
2)中跨懸臂拼裝法:一般認為理想的主梁線形為一條連續平滑的曲線,但在實際制造安裝當中主梁一般是分為多條直線節段焊接拼裝在一起,用拼裝的方式使得制造線形逼近于理想線形[7]。為了保證梁段之間焊接拼裝時能夠更好的無縫貼合,需要將相鄰兩個節段的板件按照一定的角度進行配切。由圖3可知制造線形就是梁段在無應力的狀態下各個節段的相對位置關系,而這種梁段制造線形之間總是存在夾角α,該夾角稱為主梁制造無應力夾角,它是主梁制造的關鍵參數之一。一般為了方便制造廠商進行梁段的制造,通常制造控制點(圖3中A,B和C點)位于梁段的頂面。
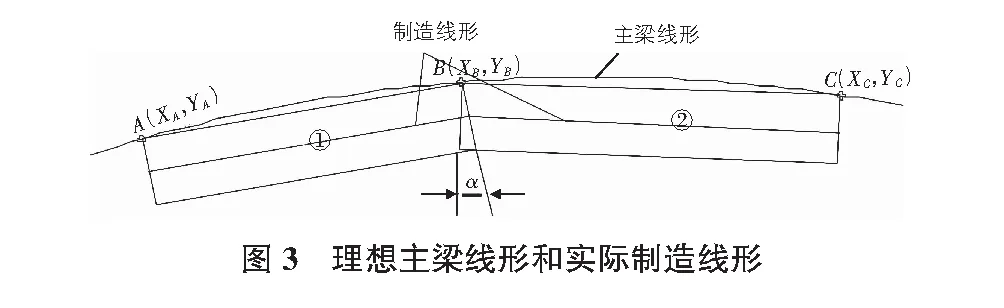
從圖2中簡單幾何關系可得,在已知A,B點坐標,夾角α以及梁段頂板長度Lt后可以求出C點坐標。C點坐標計算方法如式(1)所示。
(1)
合理處理梁段之間夾角α是計算制造線形的關鍵,一般規定:相鄰節段間夾角和焊縫寬度均以開口方向向下為負,以開口方向向上為正(如圖3梁段間實際夾角開口方向向下,α為負。α的具體計算可參考文獻[8])。
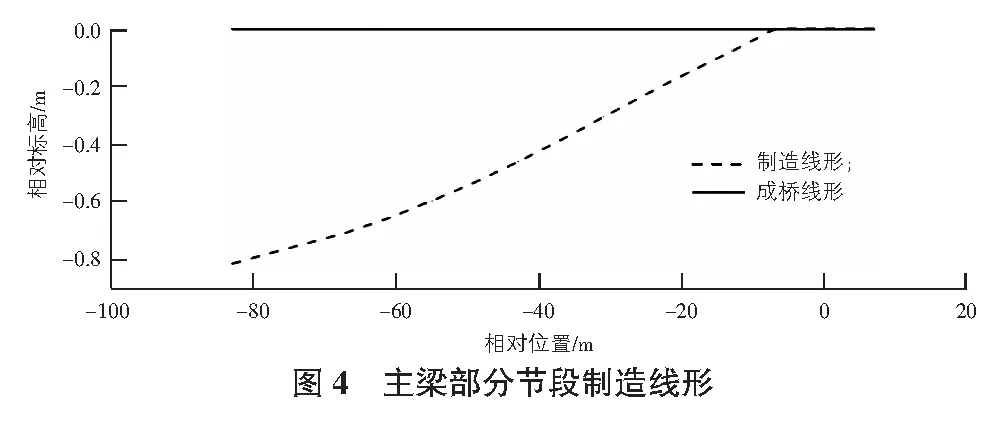
以供水托管橋為例選取1號橋墩右側段鋼箱梁計算其橋面制造線形,具體概況如圖1所示。以主橋跨中為X方向的中心,從小里程向大里程方向為X正向,Y方向取值以主橋跨中橋面為0基準,向上為正,向下為負。橋面制造線具體參數見表1。
主梁節段制造線形如圖4所示。
2.2 鋼箱梁制造幾何參數計算
提供鋼箱梁制造幾何要素的目的是為制造單位配切梁段時提供參考[9]。為了計算和制造方便,一般將各個節段的一端保持與節段軸線垂直,另一端的焊接面切配出轉角α。鋼箱梁制造的幾何要素包括:
1)截面形心位置處的梁長Lc(在不考慮梁段軸向壓縮量和縱坡修正梁的情況下可認為Lc等于梁段設計長度L);2)節段形心位置距節段頂的高度h;3)節段頂面長度Lt;4)節段底面長度Lb;5)切配端面與梁軸線垂線的夾角θ(一般情況下θ=α);6)切配端面上頂面和底面的水平錯位量Δ(θ,Δ均以開口向上為正,開口向下為負)。主梁制造幾何要素如圖5所示。
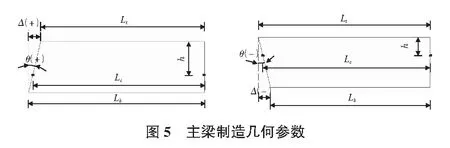
為保證制造過程的精度,需要對節段的設計長度L進行修正得到修正后的形心制造長度Lc[10]。本工程中節段修正長度主要為橋面縱坡修正量ΔLs。修正后形心制造長度計算方法如式(2)所示。
Lc=L+ΔLs
(2)
工程中梁段的設計長度一般指的是橋梁成橋后梁段在水平投影上的長度,因此在實際制造過程中由于橋面縱坡對于梁段制造長度產生的影響也必須加以考慮。而本橋無縱坡要求,所以取橋面縱坡修正量為0。
由圖5可得如式(3)所示幾何關系:
(3)
以上主梁節段尺寸的制造參數均指結構溫度在標準溫度20 ℃、不考慮焊接引起變形的條件下的計算結果。實際施工中,若環境溫度與標準計算溫度不同,則必須考慮溫度的不同對制造尺寸帶來的影響并進行適當修正,對于焊接變形的影響,可由制造商根據實際使用的生產工藝確定。
為方便計算和實際制造,切口僅設于梁段一端,切口均設在每個梁段的近塔向一端[11]。制造尺寸幾何參數見表2。
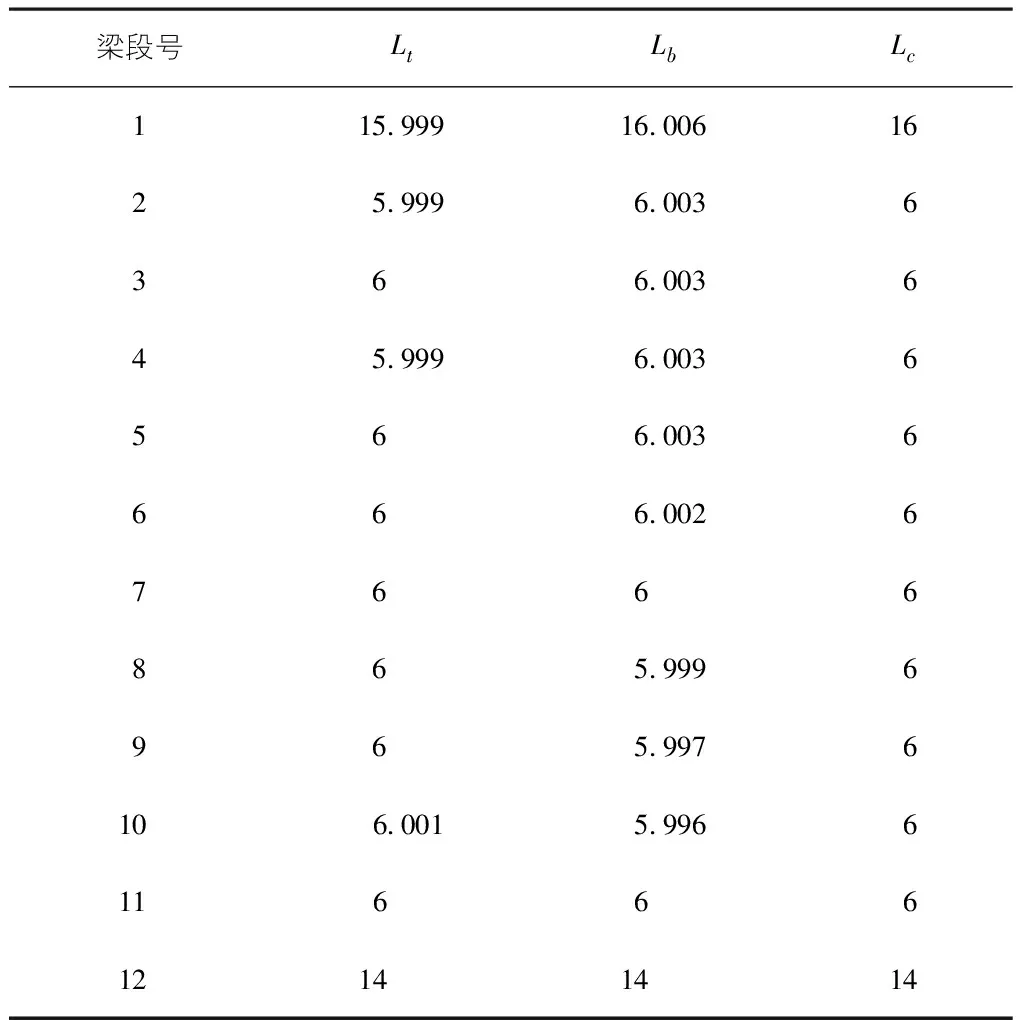
表2 節段鋼箱梁制造幾何參數
用以上方法確定的主梁制造線形以及節段的制造尺寸,需要在制造過程中嚴格控制,確保橋梁在拼裝焊接時理論值和實際值在誤差允許范圍之內。成橋后實測數據顯示:實際主梁線形與理論設計線形吻合度極高,誤差遠小于允許范圍限制。
3 結語
本文在線彈性范圍內,基于迭加原理,利用構件在無應力狀態下的制造線形和設計線形之間的關系,確定了某托管橋鋼箱梁制造幾何參數的計算方法:安裝線性-節點坐標-無應力夾角-制造線形-制造尺寸。此方法可簡單高效的求得鋼箱梁的制造尺寸,該供水托管橋的順利建成,驗證了本文方法的有效性。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48