翼子板表面質量缺陷影響因素及控制方法研究
2023-10-07 03:39:38楊少臣趙建永馬文濤
模具工業 2023年9期
楊少臣, 趙建永, 馬文濤
(長城汽車股份有限公司 生產技術中心, 河北 保定 071000)
0 引 言
汽車外覆蓋件作為重要的功能性零件,對汽車的安全、隔振降噪等性能以及整車的造型風格與靜態感知質量(包括表面質量和光影等)具有重要影響。汽車外覆蓋件一般都由形狀及特征復雜的空間曲面構成,具有材料薄、結構尺寸大、精度及表面質量要求高等特點。板料沖壓成形是一個大變形、大位移、大轉動的彈塑性力學過程[1],涉及金屬在各種復雜應力狀態下的塑性流動、塑性強化等問題,一般難以快速準確地建立影響因素與成形質量之間復雜的數學模型,因此,板料沖壓成形常存在質量缺陷。
以翼子板為載體,分析其月亮彎位置表面缺陷的成形機理,并針對性地提出提升翼子板表面質量的控制方法,同時結合大批量生產驗證控制方法的有效性,以期為汽車覆蓋件成形質量的控制提供理論依據與技術支持。
1 翼子板結構及沖壓工藝
翼子板作為整車兩側的重要外覆蓋件,與車門車燈、保險杠、機蓋及側圍等部件搭接,結構復雜、質量精度要求高[2]。對兩款車型翼子板表面質量進行分析,兩款車型翼子板均在月亮彎位置產生表面缺陷的問題,如圖1所示,其表面質量問題影響整車的外觀質量。翼子板月亮彎位置缺陷消除困難且整改優化周期長,是各大車企攻克的重點與難點問題之一。以下以某車型翼子板月亮彎位置的缺陷為例進行分析。

圖1 某兩款車型翼子板月亮彎位置及光影缺陷
1.1 翼子板月亮彎結構特點
某車型翼子板結構如圖2(a)所示,板料材質為HC180BD+Z,厚度為0.7 mm,其材料的力學性能參數如表1所示。

表1 某車型翼子板料力學性能參數

圖2 某車型翼子板理論狀態與實際狀態對比
制件月亮彎位置的造型曲面急劇變化,特征較復雜。復核制件光影效果,翼子板月亮彎位置的斑馬紋光順平滑,無扭曲偏折等缺陷,如圖2(b)所示。翼子板在生產過程中,月亮彎位置A面(外觀面)區域出現不規則凹面,且凹面經過電泳、噴漆工藝后缺陷更明顯。單件油石檢測及光墻檢測下缺陷表現如圖2(c)、(d)所示,翼子板月亮彎位置A面區域存在不規則凹坑,且凹坑經過電泳工藝后缺陷顯現更明顯。
1.2 翼子板工藝分析
該車型翼子板采用傳統的4工序沖壓成形工藝[3],分別為OP10拉深、OP20修邊/沖孔/側修邊、OP30翻邊/側翻邊/整形、OP40側翻邊/沖孔/側沖孔,如圖3所示。由圖3可看出,影響翼子板月亮彎位置表面質量主要是OP10拉深及OP30翼子板法蘭邊側翻邊工序。以下就翼子板月亮彎位置表面缺陷在沖壓生產過程中的成形機理及控制措施進行針對性的分析。

圖3 某車型翼子板沖壓工藝
2 缺陷成形機理分析及相應控制方法
以模具制造生產流程為主線,從制件、工藝、結構、細化、調試等方面,分析翼子板表面缺陷問題產生的各項因素及控制參數,識別控制表面缺陷風險的關鍵要素。依據現場實物狀態,制定關鍵控制要素的量化基準,以達到優化或消除表面缺陷的目的[4]。
2.1 翼子板月亮彎位置缺陷成形機理
從制件角度對月亮彎位置成形缺陷進行分析,圖4所示為該翼子板數模,以下針對翼子板月亮彎位置的特征進行分析。
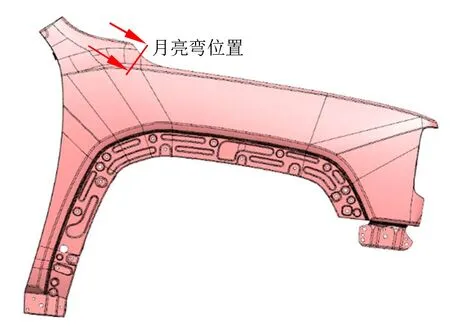
圖4 某車型翼子板數模
圖5所示為該車型翼子板月亮彎位置的局部,由圖5(a)可知,翼子板月亮彎位置為反凹造型,反凹曲率Rc=87 mm,圖5(b)所示為CAE軟件分析的翼子板月亮彎位置成形過程中凸、凹模模面與板料的接觸狀態[5],翼子板月亮彎位置A面反凹造型的兩端先接觸板料,月亮彎位置凹模先壓料成形,中間部位只有成形到底時才與凸模完全貼合,造成中間反凹區域與兩端區域板料變形量不一致,成形過程中板料呈懸空狀態,邊界區域材料聚集,圖5(c)所示為CAE分析板料成形后月亮彎位置的表面油石狀態,翼子板月亮彎位置仿真模擬分析中出現嚴重的表面質量缺陷。

圖5 某車型翼子板月亮彎位置局部
圖6(a)所示為翼子板月亮彎位置的平面圓角截面,翼子板月亮彎位置平面輪廓半徑R=161 mm,對拉深過程中月亮彎位置A面網格進行受力分析,圖6(b)所示為CAE分析板料成形到底時月亮彎位置板料的應變方向,輪廓圓角材料流動狀態為聚集狀態,月亮彎兩側在板料平面上垂直于板料流動方向的力比中間位置的力小,不同區域板料承受的內部應力差異過大,導致制件表面出現成形缺陷。
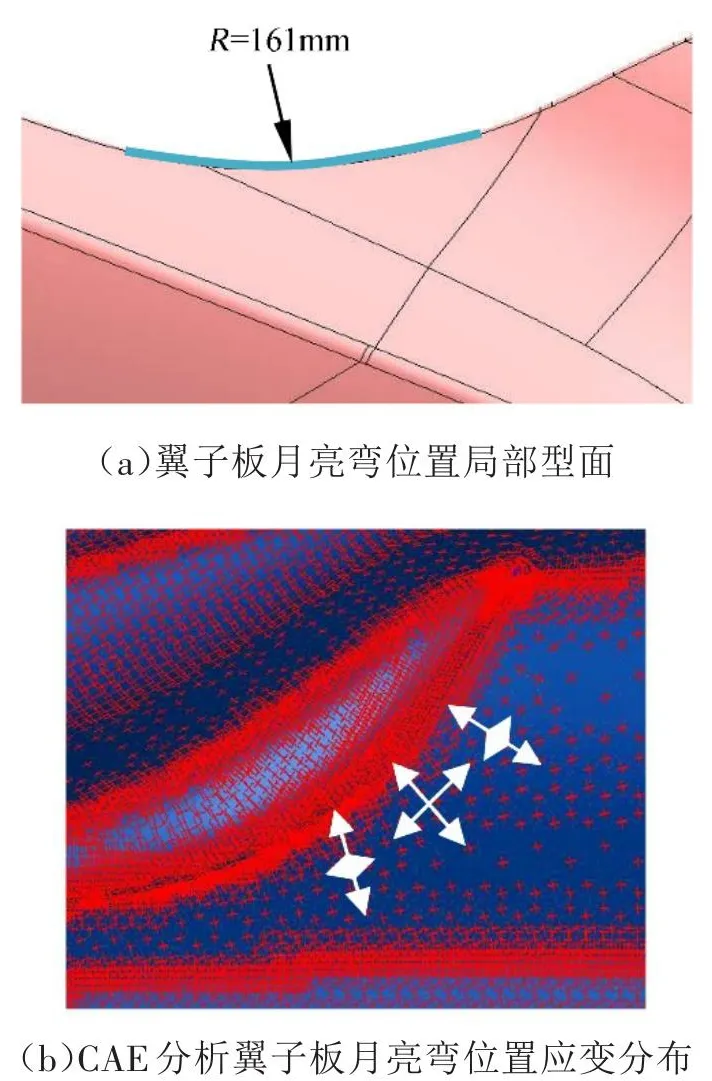
圖6 某車型翼子板月亮彎位置型面及應變分布
圖7(a)所示為翼子板月亮彎位置法蘭邊翻邊高度示意圖,翻邊高度為8 mm。翼子板月亮彎位置翻邊為伸長翻邊,翻邊后應力釋放導致A面翹邊,如圖7(b)所示。翼子板燈角部位翻邊過程材料受力不均勻,側壁與外A面拐角位置應力集中,成形后應力釋放導致制件回彈發生扭曲變形,造成表面質量不良,影響制件的外觀。在成形分析和現場制造過程中,C柱處屬于輪廓和型面都反凹的區域,圖7(c)所示是回彈分析后的殘余應力,CAE分析回彈后次應力,一般次應力大于-50 MPa即可滿足制件的表面質量要求,但該區域次應力小于-50 MPa。

圖7 某車型翼子板局部型面及殘余應力分布
對翼子板成形工序進行排查發現,對翼子板月亮彎位置成形有影響的主要為OP10拉深工序及OP30翻邊工序。表面凹陷的產生與成形過程走料不均勻、制件不均勻回彈以及該區域的殘余應力密切相關。在模具制造和制件生產過程中,A面的表面質量缺陷受沖壓工藝、模具結構、模具零件加工制造及后期研配等多方面因素影響。
2.2 翼子板缺陷控制方法
結合表面缺陷形成原因分析,從制件、工藝、模具結構及現場調試研合等方面對翼子板月亮彎位置成形的表面缺陷提出控制方法。
2.2.1 制件結構控制
如圖8所示,影響月亮彎表面質量的參數主要為面曲率Rc、輪廓半徑R、翻邊高度H。其中凹面曲率Rc半徑越大,A面缺陷越小;輪廓半徑R越大,材料流動越均勻,表面缺陷越不明顯;減小翻邊高度H,材料在圓角區域的局部變形得到減緩,改善應力集中,表面缺陷程度也會降低。翼子板月亮彎位置的缺陷主要是由于制件造型引起的,優化制件造型使其平順,改善成形過程中的材料流動條件是提升制件表面質量的關鍵技術路徑。但為保證整車造型效果,翼子板月亮彎位置造型一般不能更改,需要從工藝、模具結構及現場調試研合等方面優化制件表面的缺陷問題。
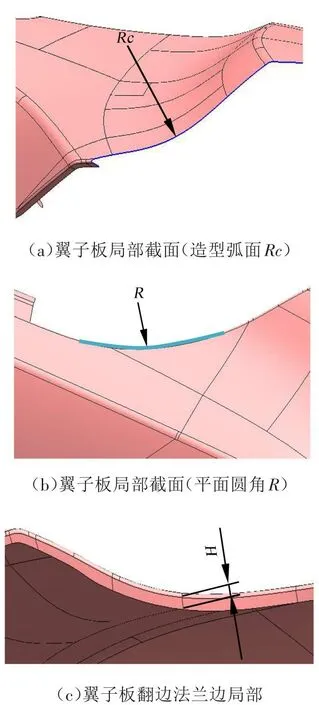
圖8 某車型翼子板局部截面參數
2.2.2 工藝參數控制
月亮彎位置的輪廓圓角材料流動呈聚集狀態,月亮彎兩側在板料平面上垂直于板料流動方向的力較中間位置垂直于板料流動方向的力小,不同區域板料承受的內部應力差異過大,引起制件表面出現缺陷。減少材料流入,優化材料流動的聚集狀態是優化翼子板表面質量的重要方案之一。分模線是板料成形與壓料狀態的分界線,優化分模線,可保持材料流入方向的一致性及材料流入的均衡性,分模線設置為直線,如圖9(a)所示。工藝補充斷面參數設計需充分保證材料變形的均勻性,最大限度消除造型反凹及輪廓拐角引起的材料變形不均;臺階寬度小于40 mm,不宜過寬,避免高出制件反凹延伸面;合理的臺階深度可起到拽料均衡抑制材料變形的作用,深度設為15~20 mm,翼子板月亮彎位置工藝補充截面如圖9(b)所示,此處工藝補充拔模角10°~15°,圓角半徑設計為R8~12 mm,保證此處臺階的拽料效果。
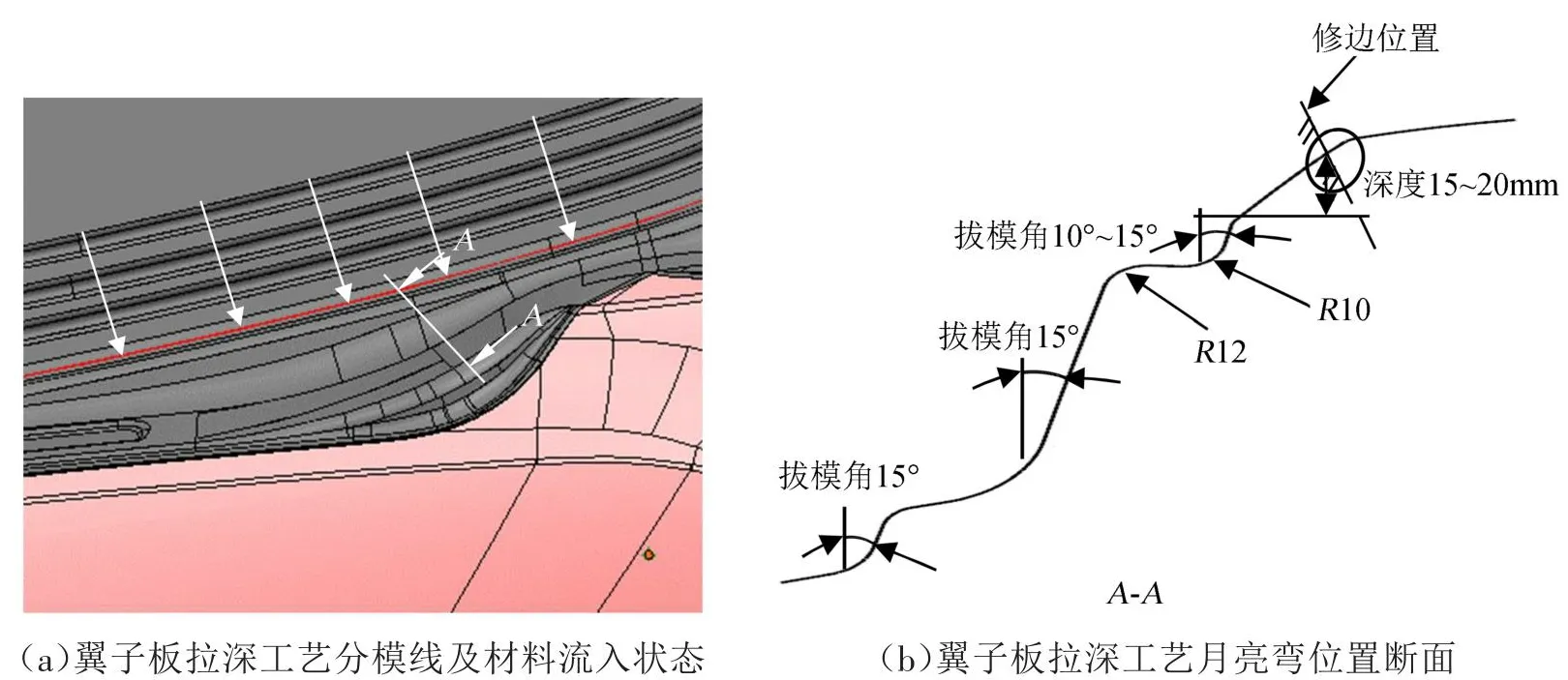
圖9 某車型翼子板拉深工藝局部
圖10所示為OP30翻邊工序的翻邊刀塊局部型面。為保證翼子板燈角部位翻邊過程材料受力均勻,翻邊刀塊按同時刃入設計,保證翻邊過程中翻邊刀塊觸料均勻。翻邊刀塊圓角減小到R=1 mm,增加板料固化效果,減小翻邊回彈引起的翹邊。

圖10 某車型翼子板翻邊工序翻邊刀塊型面
2.2.3 模具結構控制
在批量生產過程中,由于板料的流動,模具零件與板料表面存在劇烈摩擦,模具零件受熱膨脹后會導致凸模與凹模間隙發生變化,板料內部的應力分布會發生畸變,進而影響制件A面質量。為抵消模具零件變形引起的壓力變化,保證翼子板月亮彎位置的模具零件能完全閉合,某翼子板月亮彎位置在OP10工序的隨形筋布置如圖11(a)所示,隨形筋是模具結構上型面與機床連通的筋,用來傳遞機床的壓力。圖11(b)所示為翼子板月亮彎位置在OP30工序的力源(氮氣彈簧)布置,通過氮氣彈簧提供的壓力,保證控制區域板料的壓力。為保證翻邊過程中A面不受拉力影響,并起到A面法向校平的作用,在OP30工序的月亮彎位置正上方布置力源,壓力不小于40 kN,以壓緊壓料面,抑制翻邊過程中成形A面板料的流動;在OP30翻邊工序,上模壓料芯翼子板月亮彎反凹位置型面設置為全符形,如圖11(c)所示,避免制件背空強壓階差導致的光影不順問題。
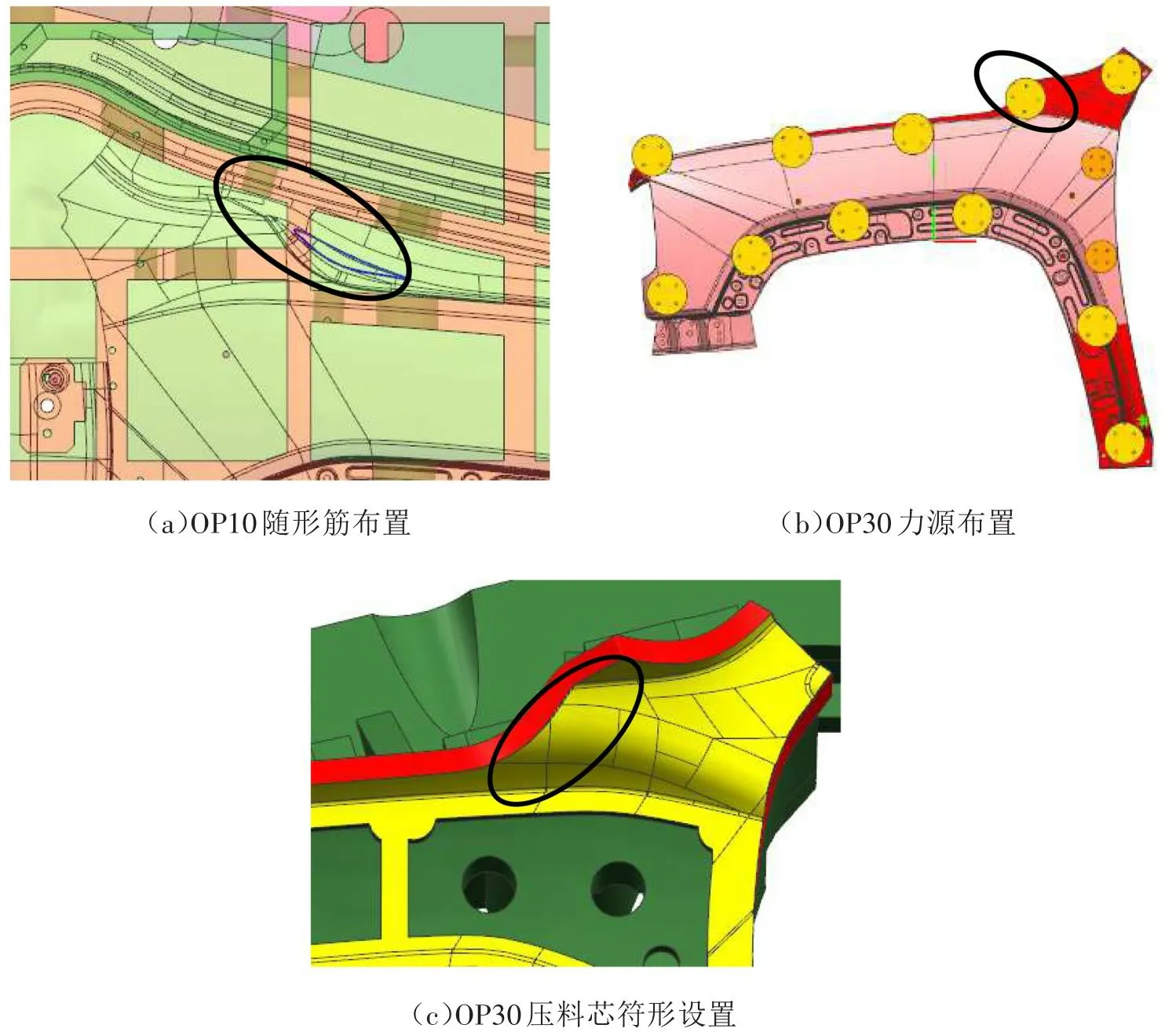
圖11 某車型翼子板月亮彎位置局部模具結構
2.2.4 模具加工調試控制
沖壓件的品質除了受沖壓工藝和模具結構的影響外,較大程度上取決于模具零件型面的精度與表面質量,模具零件型面的精度與表面質量需要通過機加工及研合實現,且以模具零件表面研合率為指標進行控制。為更好地發揮數控加工的優勢,縮短鉗工研合時間及提高研合質量,在模具零件加工前,需要對加工數模進行細化處理,對模具零件局部型面進行強壓處理(通過增加模具零件局部區域的間隙來改變壓料力,以減少板料流動)。根據細化數模進行偏差加工后,鉗工采用顯示劑(常用的顯示劑有紅色氧化鉛和刮削顯示劑)對其效果進行確認。根據多車型的強壓數值對比驗證,結合翼子板月亮彎位置造型特點制定合理強壓量,強壓區域涵蓋表面缺陷風險區域,鉗工修整需滿足研合著色對應性及均勻性。最終確認的強壓區域及強壓量:如圖12(a)所示OP10拉深工序的上模強壓量提升到0.1 mm,OP10工序整體研合率要求90%以上;翻邊工序壓料芯(見圖12(b))進行處理,OP30工序強壓保持A面周圈強壓一致,設置為0.15~0.2 mm,OP30翻邊工序壓料面研合率要求95%以上。最終拉深工序及翻邊工序強壓研合效果如圖12(c)、(d)所示,達到了預期要求。

圖12 某車型翼子板月亮彎位置強壓與研合調試
2.3 現場驗證
通過實施上述控制方法,翼子板月亮彎位置表面缺陷得到改善,可以滿足汽車覆蓋件的量產要求。整改前后翼子板月亮彎位置表面質量對比如圖13所示。批量生產驗證表明,上述方法可有效解決翼子板月亮彎位置的缺陷問題。

圖13 某車型翼子板整改前后月亮彎位置表面質量對比
3 結束語
翼子板作為汽車重要外覆蓋件之一,具有造型復雜且變化集聚等特點。翼子板的造型特征、沖壓工藝和模具設計及模具零件的加工和調試是影響翼子板質量的決定性因素。通過對某車型翼子板進行研究,從制件造型特點及成形工藝等方面剖析月亮彎位置的表面缺陷形成原因,并針對性地提出了優化制件造型、拉深和翻邊工藝、優化模具結構及控制現場調試研合等措施,同時結合批量生產驗證了整改對策的有效性,為控制汽車外覆蓋件成形質量及沖模的結構設計提供理論依據與技術支持。